(54) СПОСОБ АВТОМАТИЧЕСКОГО СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ КРОМОК
1
Изобретение относится к области сварочного производства и может быть .использовано при автоматическом слежении за стыком свариваемых кромок при электродуговой сварке.
Известен способ автоматического слежения за стыком свариваемых кромок, основанный на применении телевизионного метода определения положения сварочной головки относительно стыка с преобразованием телевизионного сцгнала в прямоугольную форму, последующим сравнением его во времени с контрольными сигналами, причем по положению во времени телевизионного сигнала определяют положение электрода относительно стыка свариваемых кромок Cl
Недостатком телевизионных и, в частности, данного способа является наличие погрешности слежения за счет высокого уровня световых помех, вы- , зываемых сварочной дугой.
Целью изобретения является повы
Чиение точности слежения за стыком свариваемых кромок за счет компенсации световых помех от сварочной дуги.
Поставленная цель достигается тем, 5 что наряду с формированием телевизионного сигнала, сравнением его с контрольными сигналами и определением положения электрода относительно свариваемых кромок, дополнительно 10 формируют сигнал, пропорциональный электрической мощности сварочной дуги, и этим сигналом осуществляют коррекцию телевизионного сигнала.
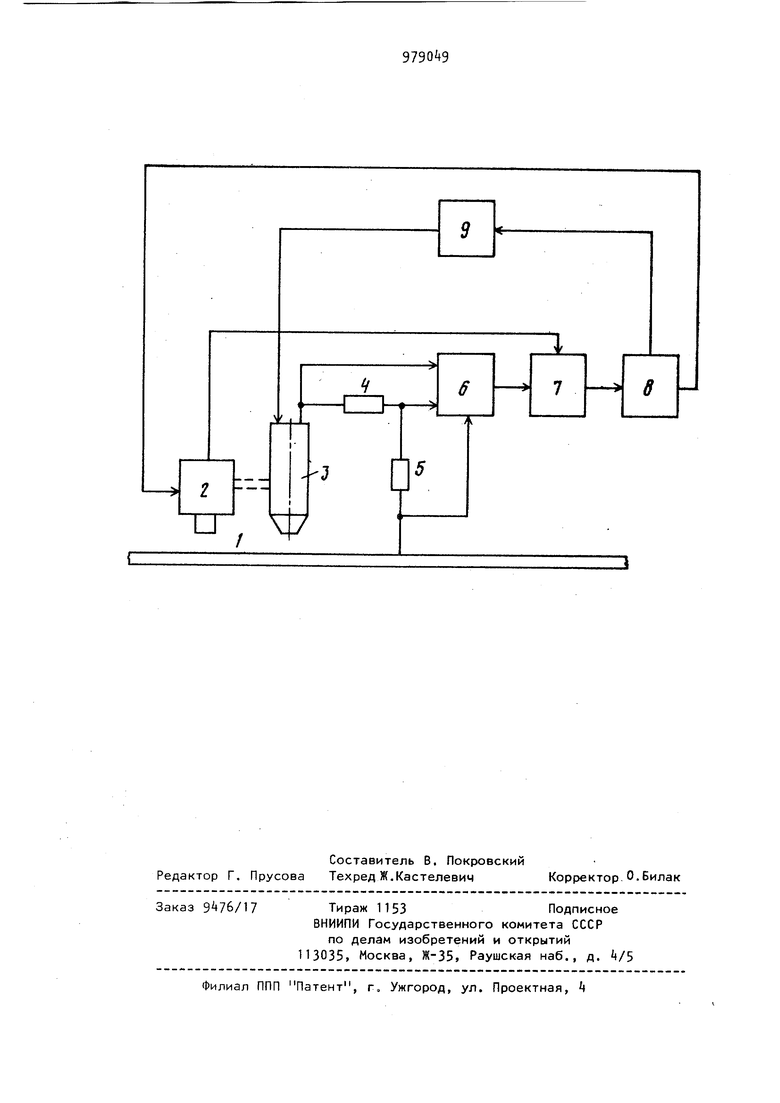
На чертеже приведена структурная схема, иллюстрирующая осуществление предлагаемого способа.
Подсвеченный зазор в месте 1 стыка проецируется на телевизионный датчик 2, .жестко связанный со сварочной головкой 3 о Посредством шунта Ц и сопротивления 5 в блоке 6 умножения формируют сигнал потребляемой электрической мощности сварочной дуги. Сигналы с телевизионного датчика 2 и блока 6 умножения подаются на суммирующий видеоусилитель 7 и с него - на вычислительный блок 8. Формируемая сигнализирующим блоком 8 команда поступает на исполнительное устройство 9, перемещающее сварочную головку 3, и телевизионный датчик 2„ Сигнал, сформированный путем перемножения напряжений, снимаемых с шунта 4 и сопротивления 5 и соответствующий току и напряжению свароч ной дуги, пропорционален мощности, потребляемой дугой, и в значительной мере определяет интегральный светово поток дуги. Сигнал компенсации на выходе блок 6 умножения всегда однополярен (положителен) при сварке как на постоям ном, так и на переменном токе, так как его составляющие всегда имеют од наковую полярность. Видеосигнал с те левизионного датчика 2 и сигнал с блока 6 умножения подаются на суммирующий видеоусилитель 7 с противоположной полярностью. Коррекция видеосигнала происходит пропорционально мощности, потребляемой сварочной дугой, и соответственно световому потоку сварочной дуги, поэтому уровень выходного напряжения остается примерно пропорциональным той освещенности, которая имеется на рабочем месте или обеспечивается дополнительным источником света. Далее сигнал поступает в анализирующий 9 94 блок 8, который вырабатывает сигнал управления для исполнительного устройства 9, непосредственно воздействующего на расположение сварочной головки 3 относительно стыка 1. Использование предлагаемого способа автоматического слежения за стыком свариваемых кромок позволяет удешевить и повысить надежность работы информационно-измерительных систем сварочных автоматов и роботов, а также улучшить качество сварочного шва. Формула изобретения Способ автоматического слежения за стыком свариваемых кромок, при котором формируют телевизионный сигнал, сравнивают его с контрольными сигналами и положение электрода определяют по временному положению телевизионного сигнала, отличающийся тем, что, с целью повышения точности слежения за счет компенсации световых помех от сварочной дуги, дополнительно формируют сигнал, пропорциональный электрической мощности дуги, и этим сигналом осуществляют коррекцию телевизионного сигнала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № , кл. в 23 к 9/10, 1967 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического слежения за стыком свариваемых кромок | 1988 |
|
SU1648663A1 |
| Устройство для слежения за стыком свариваемых изделий | 1983 |
|
SU1106613A1 |
| Устройство для направления электрода по стыку | 1979 |
|
SU856708A1 |
| Устройство для наведения электрода на стык свариваемого соединения | 1988 |
|
SU1505707A1 |
| Устройство для слежения за стыком свариваемых изделий | 1984 |
|
SU1243915A1 |
| Способ слежения за стыком в процессе сварки | 1985 |
|
SU1720823A1 |
| Устройство автоматического управления положением сварочной головки | 1988 |
|
SU1542730A1 |
| Способ автоматической дуговой сварки и устройство для его осуществления (его варианты) | 1984 |
|
SU1235682A1 |
| Устройство для слежения за стыком свариваемых изделий | 1983 |
|
SU1125606A2 |
| Устройство для слежения за стыком свариваемых деталей | 1978 |
|
SU867549A1 |