to
15
20
Изобретение, относится к технологии ремонта сваркой и может быть использовано при ремонте и изготовлении якорей тяговых электродвигателей ТЭД локомотивов для устранения распущения концевых пакетов.
Целью изобретения является уменьшение трудоемкости ремонта, исключение операций по зачистке места сварки и последующей обработки сварного шва и увеличение надежности крепления крайнего листа.
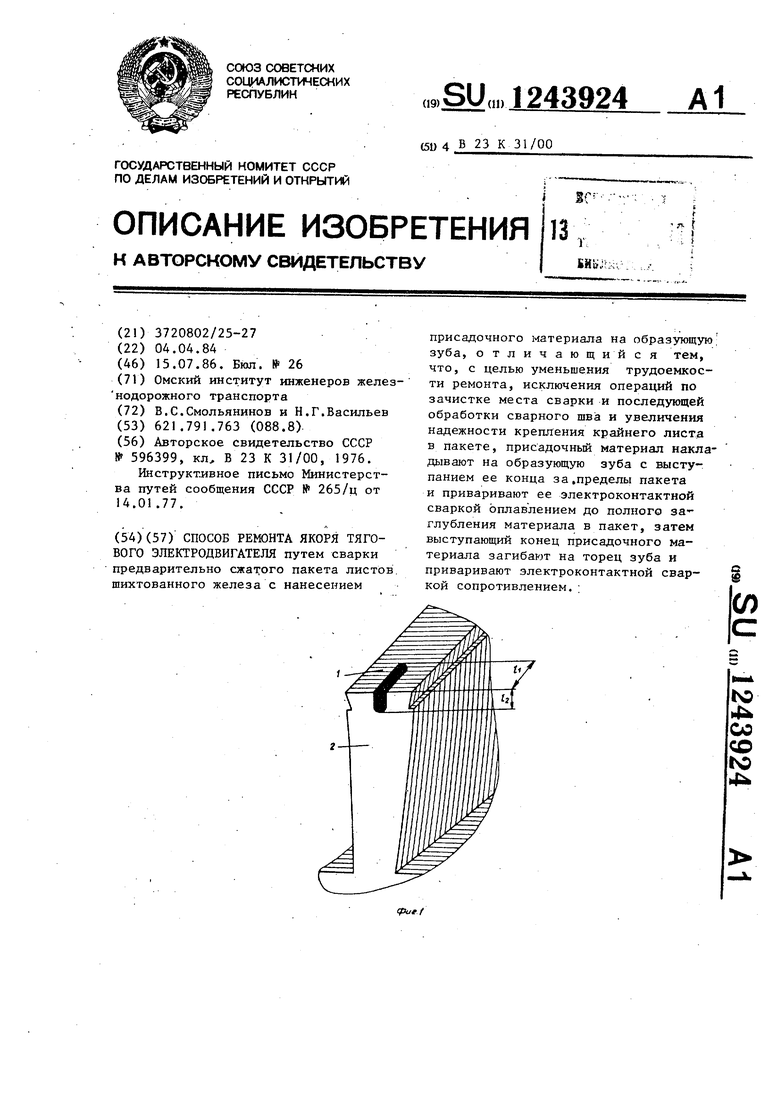
Указанная цель- достигается тем, что присадочный материал в виде электродной проволоки накладывают на образующую зуба и приваривают электроконтактной сваркой оплавлением до полного заглубления электрода в пакет, а часть электрода загибают на торец зуба и приваривают электроконтактной сваркой сопротивлением.
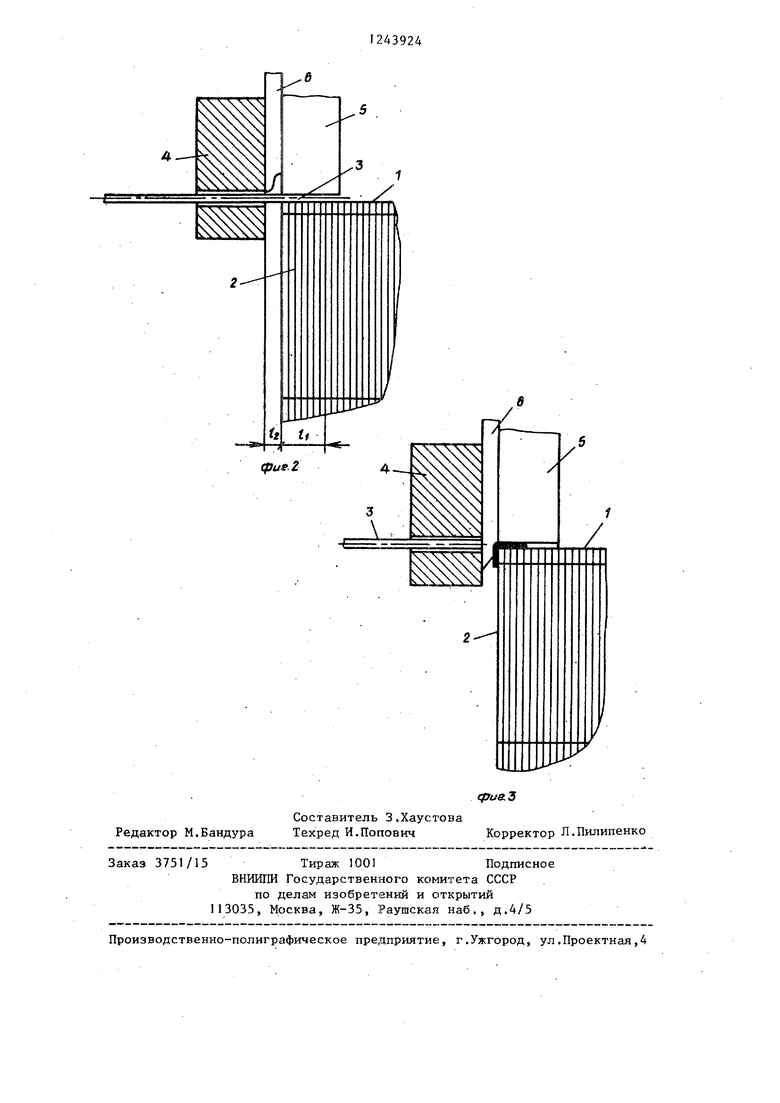
На фиг. 1 показана схема наложения присадочного материала; на фиг.2 и 3 - соответственно начало и окончание цикла сварки.
Пакет железа якоря сжимают вдоль оси якоря. Присадочный материал наносится электроконтактной сваркой со стороны образующей 1 и с торца .2 зуба якоря (фиг.1), Присадочный мате- JQ риал в виде электродной проволоки 3 (фиг.2) через направляющую втулку 4 подается в зону сварки механизмом пульсирующей подачи на величину 1 + tj. Значение . зависит от раз- . мера свариваемого пакета, а величина t от диаметра проволоки. . Проволока в зону сварки подается таг ким образом, чтобы участок е:е длиной tj. располагался за первым лис- .том.
Соединение электродной проволоки . с пакетом со стороны образующей 1 зуба якоря производится электроконтактной сваркой оплавлением. Сварка выполняется в следующей последовательности. Включается сварочный трансформатор. Прижим-электрод 5 поджимает электродную проволоку к образующей 1 пакета якоря. Возникает электрический контакт прижима-электрода 5 с пакетом через электродную . проволоку 3. Электродная проволока и торцы листов пакета разогреваются в месте соприкосновения до оплавления, после чего производится осадка (вдавливание проволоки в пакет за счет дальнейшего перемещения прижима-электрода 5).
1243924 2
Кроме того, перед началом осадки начинает движение нож-электрод 6, который отрезает проволоку на длине
t + ., Нож-электрод 6 движется
со скоростью, превьш1ающей скорость перемещения прижима-электрода, поэто му к моменту окончания сварки .(фиг.3 участок .проволоки tj загибается и вследствие того, что нож-электрод 6 и прижим-электрод 5 являются двумя подвижными друг .относительно друга составными частями одного электрода, приваривается к торцу зуба якоря сваркой сопротивлением.
Обе составные части электрода охлаждаются водой.
Расгсаавленцый металл пакета и проволоки кристаллизуется и образует ся сварное соединение. Надежное скрепление пластин между собой гарантировано еще и тем, что .часть расплавленного металла вытесняется в зазор ме;вду ними (пластины разде- лены изоляционным лаком). Образует- 25 ся своеобразный гребешок, который сп0,собствует качественному соединению,
Длина участка t равна 2-3 диамет рам электродной проволоки.
Пример. Производили ремонт .якоря тягового электродвигателя локомотива (тепловоза)..
Якорь тягового электродвигателя представляет из себя бочкообразную конструктив, состоящую из вала и напрессованного на него пакета электротехнического железа. Диаметр якоря 490-493 мм,- длина шихтованного пакета 430 мм„ Бочка якоря в основном набрана из тонколистовой электротехнической стали с толщиной листа О,,75 мм. Крайние пакеты сер- дачника (0 мм) набраны из листов стали Ст„2 толщиной Г мм. Сердечник (бочка) якоря имеет зубчатый венец по периферии. В пазы укладывается обмотка якоря. Высота зубца 50-55 мм. Зубец имеет клиновидную форму с шириной у основания по периферии 17-18 мм. Шихтованный сердечник якоря прессуется нажимными шайбами по оси. Диаметры нажимных шайб порядка 380 мм. Таким образом, зубчатый слой якоря остается нескреп ленным и имеет возможность увеличе- габарита по длине якоря в основном за счет отгиба крайних листов. При изготовлении листы сердечника склеиваются. Однако в процессе экс35
40
45
50
55
t + ., Нож-электрод 6 движется
5
0
Q
со скоростью, превьш1ающей скорость перемещения прижима-электрода, поэтому к моменту окончания сварки .(фиг.3) участок .проволоки tj загибается и вследствие того, что нож-электрод 6 и прижим-электрод 5 являются двумя подвижными друг .относительно друга составными частями одного электрода, приваривается к торцу зуба якоря сваркой сопротивлением.
Обе составные части электрода охлаждаются водой.
Расгсаавленцый металл пакета и проволоки кристаллизуется и образуется сварное соединение. Надежное скрепление пластин между собой гарантировано еще и тем, что .часть расплавленного металла вытесняется в зазор ме;вду ними (пластины разде- лены изоляционным лаком). Образует- 5 ся своеобразный гребешок, который сп0,собствует качественному соединению,
Длина участка t равна 2-3 диаметрам электродной проволоки.
Пример. Производили ремонт .якоря тягового электродвигателя локомотива (тепловоза)..
Якорь тягового электродвигателя представляет из себя бочкообразную конструктив, состоящую из вала и напрессованного на него пакета электротехнического железа. Диаметр якоря 490-493 мм,- длина шихтованно го пакета 430 мм„ Бочка якоря в основном набрана из тонколистовой электротехнической стали с толщиной листа О,,75 мм. Крайние пакеты сер- . дачника (0 мм) набраны из листов стали Ст„2 толщиной Г мм. Сердечник (бочка) якоря имеет зубчатый венец по периферии. В пазы укладывается обмотка якоря. Высота зубца 50-55 мм. Зубец имеет клиновидную форму с шириной у основания , : по периферии 17-18 мм. Шихтованный сердечник якоря прессуется нажимными шайбами по оси. Диаметры нажимных шайб порядка 380 мм. Таким образом, зубчатый слой якоря остается нескрепленным и имеет возможность увеличе- габарита по длине якоря в основном за счет отгиба крайних листов. При изготовлении листы сердечника склеиваются. Однако в процессе экс5
0
5
0
5
плуатации клеевое. соединение теряет свои свойства и крайние листы распушаются (зубцовьй слой). Это ведет к тому, что крайние листы начинают вибрировать под действием электромагнитных полей с амплитудой до 1 мм, что приводит к перетиранию изоляции, уложенной э пазу якоря обмотки, потере ею (изоляцией) диэлектрических свойств и ее пробою.
При ремонте использовали электроконтактный способ сварки концевого пакета через промежуточный элемент (присадочную проволоку) с, загибкой части его на торец зубца, что практически полностью ликвидировало возможность отрыва крайнего листа от пакета.
Установка, реализующая данньш способ, позволяет скреплять одновременно оба крайних пакету сердечника. Скрепление одной точки осуществляется следующим образом. В зону сварки вводился электродная проволока. На медный злектрод-прижим подается напряжение от сварочного трансформатора. С помощью пневмопривода осуществляется движение электрода-прижима
к свариваемой поверхности. Таким образом, осуществляется первая фаза
процесса - сварка пакета по периферии оплавлением. Эта фаза характеризуется следующими режимами: напряжение холостого хода во вторичной цепи сварочного трансформатора 3,68 В; усилие сжатия але.ктродной проволоки к поверхности пакета пор ядка 7580 кг; время протекания сварочного
TOKa 2,29 с.
Толщина пакета (соответственно и величина t) выбирается исходя из условий работы крайнего пакета и составляет 6 мм. Диаметр электродной проволоки 2 мм. Марка проволоки Св-08. Судя по условиям работы крайнего пакета, описанная фаза процесса является наиболее ответственной. Сварной шов при этом должен обеспечить необходимую прочность скрепления отдельных листок. По существующим требованиям к технологии прочность, сварного шва должна быть
2439244
не ниже 42-46 кгс/мм. Указанные режимы обеспечивают прочность крепления листа 50-55 кгс/мм . Применение электроконтактной сварки оплав- с лением в первой фазе гарантирует стабильность качественного сварного шва.
Учитывая недостаток существующих технологий (а именно - отрыв крайне-: го листа от пакета и перемещениеего конца в осевом направлении якоря), осуществляли обрубку электродной проволоки, отступив от торца якоря на 4 мм (величина а), загибку ее на торец и проковку с включением источника сварочного тока на тех же энергетических режимах, но с выдержкой в 1 с. Конструктивно установка
2Q вьшолнена так, что при отводе электрода - прижима нож-электрод получает движение от кулачкового механизма и отрубает проволоку. Дальнейшее обжатие торцового участка шва произ25 водится под током. Ход ножа-электрода 5-6 мм.
Качественная сварка торцового участка обеспечивается тем, что крайний лист имеет надежное соединение с электродной проволокой. Дальнейшая загибка участка t, которая обеспечивает последовательное соприкосновение отдельных участков присадки с изделием (из приведенной схемы), и нагрев зоны контакта сва35 рочным током обусловливают хорошее сплавление присадки и изделия.
Применение способа сварки позволяет повысить качество ремонта якоря, так как способ контактной сварки
40 с непрерывным оплавлением, положенный в основу изобретения., гарантирует стабильность качества за счет равномерного -прогрева свариваемых изделий по сечению и независимость
45 процесса от состояния поверхности. Введение в зону сварки присадочного материала повьппает качество : скрепления листов за счет стабиль- ности размеров сварного шва и зара50 нее известного его химического состава ..
30
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ РАЗМЕРОВ ЕДИНИЧНОЙ ПЛОЩАДКИ МЕТАЛЛОПОКРЫТИЯ ПРИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКЕ МЕТАЛЛИЧЕСКОЙ СЕТКИ | 2011 |
|
RU2458766C1 |
| МАГНИТОПРОВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2035822C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОКРЫТИЯ НА ПОВЕРХНОСТИ ДЕТАЛИ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ПУЧКА МЕТАЛЛИЧЕСКИХ ПРОВОЛОК | 2012 |
|
RU2489241C1 |
| Сердечник главного полюса электрической машины постоянного тока | 1989 |
|
SU1746469A1 |
| СПОСОБ ФОРМИРОВАНИЯ МЕТАЛЛОПОКРЫТИЯ ОДНОВРЕМЕННОЙ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКОЙ ДВУХ СТАЛЬНЫХ ПРОВОЛОК | 2014 |
|
RU2578874C1 |
| СПОСОБ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА К ПОВЕРХНОСТИ ОБРАБАТЫВАЕМОЙ ДЕТАЛИ В ФОРМЕ ТЕЛА ВРАЩЕНИЯ С ИСПОЛЬЗОВАНИЕМ ДВУХ РОЛИКОВЫХ ЭЛЕКТРОДОВ, УСТАНОВКА ДЛЯ ПРИВАРКИ ПРИСАДОЧНОГО МАТЕРИАЛА И СВАРОЧНАЯ ГОЛОВКА | 2013 |
|
RU2569289C2 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
Редактор М.Бандура
Составитель З.Хаустова Техред И.Попович
Заказ 3751/15Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Корректор Л.Пилипенко
| Способ изготовления плюсов электрических машин | 1976 |
|
SU596399A1 |
| САННЫЙ ВЕЛОСИПЕД С ВЕДУЩИМ КОЛЕСОМ, СНАБЖЕННЫМ ШИПАМИ | 1921 |
|
SU265A1 |
