Изобретение относится к дуговой сварке плавящимся электродом и может быть иснользовано при изготовлении сердечников полюсов различных электрических машин.
Известны способы сварки пакетов статоров плавящимся электродом в среде углекислого газа путем поочередной укладки четырех-шести швов на горизоь талыю ориентированный, опрес сованный и заклиненный на оправе пакет 1. Однако при осуществлении этих способов произ водится Оольшое число операций и применяется ручной труд, что делает эти способы трудоемкими.
Наиболее близким к изобретению является способ изготовления полюсов электрических мащин с помощью сварки плавящимся электродом в углекислом газе 2. Однако в процессе сварки по это.му способу возникают сварочные деформации, а свариваемые полюсы необходимо поворачивать.
Целью изобретения является повышение качества, изготовления полюсов из пластин, увеличение производительности и снижение деформаций.
С этой це, на п.тастинах полюсов выщта.мповывают на боковой поверхности пазы прямоугольной формы, после чего пластины собирают, полученный полюс устанавливают на торен, с каждой стороны полюса располагают
медные технолог11ческ1 е планки с вырезами в местах пазов и по канавкам в полюсах производят сварку сверху вниз одновременно с двух сторон.
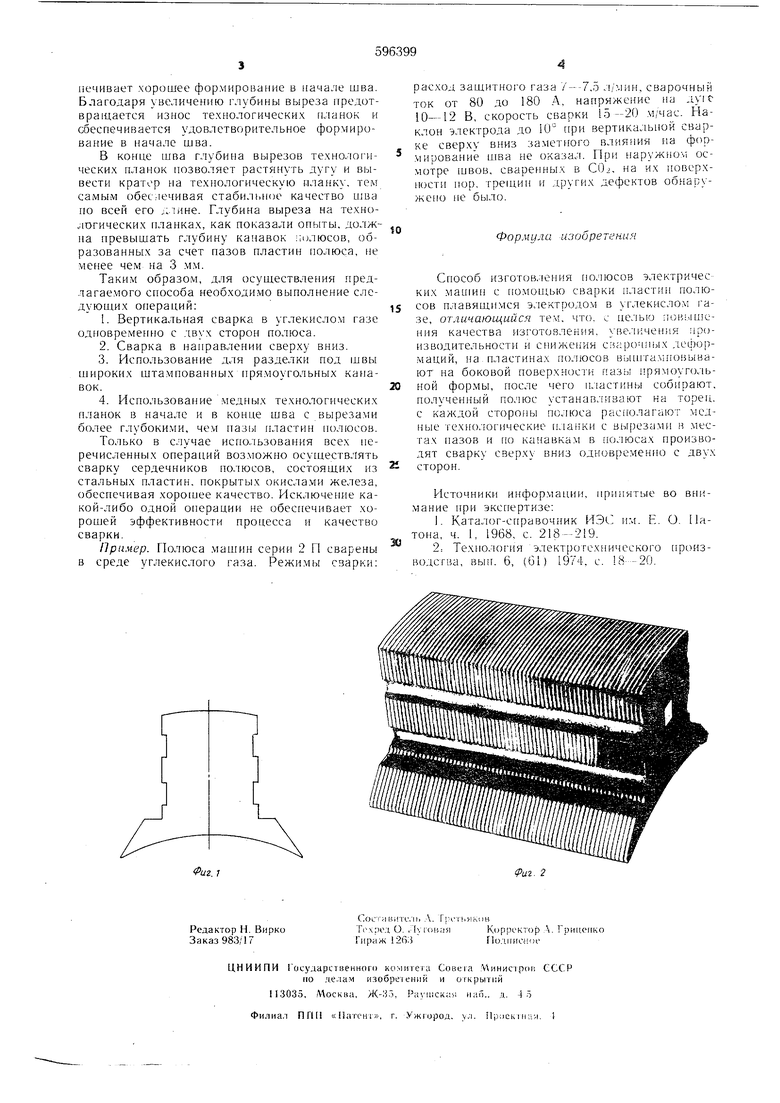
На фш. показана пластина полюса; на фиг. 2 полюс электрической машины.
Каж.лая пластина пакета имеет на боковой стороне от 2-х до 4-х прямоугольных пазов, которые после сборки пакета образувот широкую канавку, куда ук..адывасгся тов. При наличии такой канавки достигается стаби,тьное горение .аугн и хорошее формирование П1ва по середине разделки.
Предлагаемый способ осуществляется счедующим образом. С каждой стороны полюса устанавливают .медные технолог1 ческие планки. В местах планок граничащих с пазами, выполняют вырезы, глубина котир.ых превышает глубину пазов. Сварку производят в yi-лекисло.м газе плавящимся электродом одновременно с двух сторон полюса двумя или четырь.мя горелка.ми в направлении сверху вниз. Деформаций нол.юсов от сварки ггракгическн не паблюдалосьПрове.1снные опыты показали, что при глубине вырезов, равной глубине пазов, дуга, возбуждаясь на медной либо меднографитовой планке, вызывает ее быстрый износ и не обеснечивает хорошее формирование в начале шва. Благодаря увеличению глубины выреза предотвращается нзнос технологических н.чанок и сбеспечиЕ5ается удовлетворительное формирование в начале шва.
В конце шва глубина вырезов техноло1ических планок 1тозволяет растянуть дугу и вывести кратер на технологическую планку, тем самым обеспечивая стабильное качество шва по всей его л тине. Глубина выреза на технологических планках, как показали оныты. должна превышать глубину канавок :;олюсов, образованных за счет пазов пластин полюса, не менее чем на 3 мм.
Таким образом, для осуществления предлагаемого способа необходимо выполнение следующих операций:
1.Вертикальная сварка в углекислом газе одновремеЕгно с двух сторон полюса.
2.Сварка в направлении сверху вниз.
3.Использование для разделки под швы широких штампованных прямоугольных канавок.
4.Использование .медных технологических нланок в начале и в конце шва с вырезами более глубокими, чем пазы пластин юлюсов.
Только в случае использования всех неречисленных операций возможно осуществлять сварку сердечников но., состоящих из стальных пластин, покрытых окисла.ми железа, обеспечивая хорошее качество. Исключение какой-либо одной операции не обеспечивает хорошей эффективности процесса и качество сварки.
Пример. Полюса .машин серии 2 П сварены в среде углекислого газа. Режимы сзарки:
расход защитного газа /--7.о л/мин, сварочный ток от 80 до 180 А, напряжение на ду1С 10-12 В, скорость сварки 15-20 м;час. Наклон электрода до 10° гфи вертикальной сварке свер.чу вниз заметного влияния иа формирование шва не оказал. При наружном осмотре швов, сваренных в СО, на их поверхности нор, трещин и других дефектов обнаружено не было.
Формула изобретения
Способ изготов.1ения полюсов электричес ких машин с помощью сварки пластин полюсов плавящимся электродом в углекислом газе, отличающийся тем. что. с целью ;|0р,:мшення качества изготовления, увеличения ;ipoизводительности и сниже(1ия сг арочпых деформаций, на пластинах гюлюсов вьпитамповывают на боковой поверхности пазы прямоугольной фор.мы, после чего 1и1астины собирают, полученный полюс устанав, ивают на торец, с каждой CTOpOiibi полюса располагают медные техно,: огические планки с вырезами в .местах шзов и по канавка.м в полюсах производят сварку сверху вниз одновременно с двух сторон.
Источники информации, принятые во внимание при эксггертизе;
I. Каталог-справочник И)С им. Е. О. Патона, ч. 1, 1968, с. .
2: Техно.1огия элект)отехнического нроизводсгиа, вын. 6, (61) 1974. с. 8--20.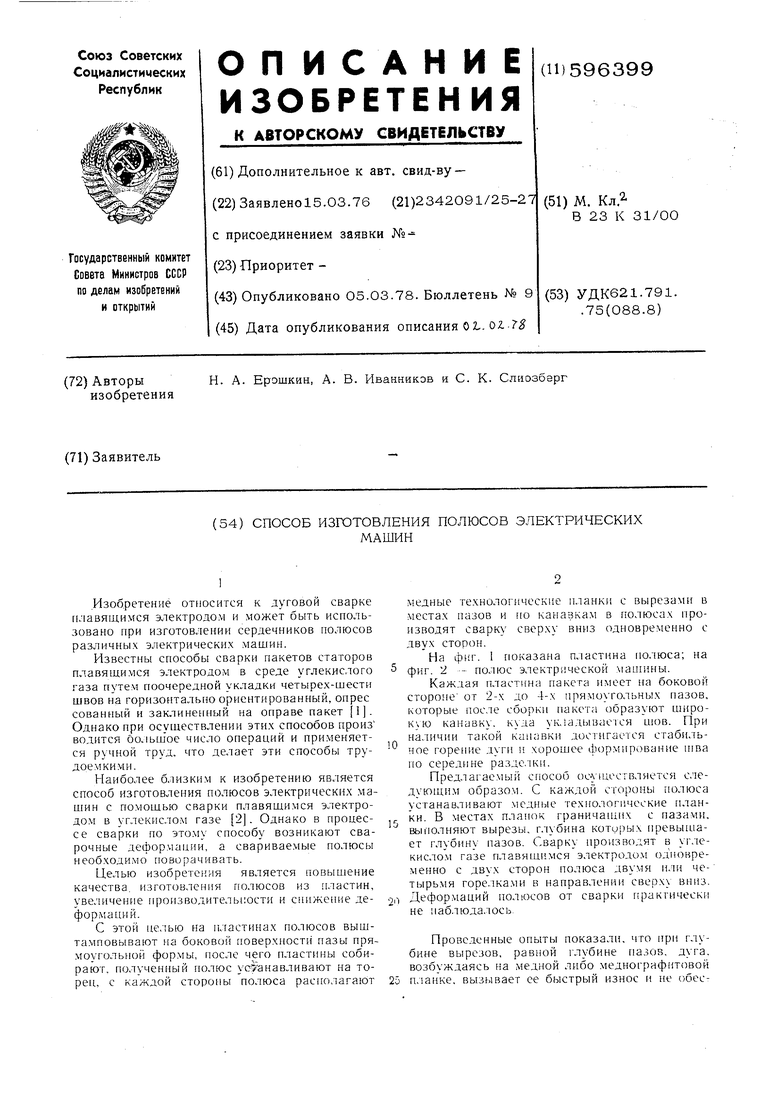
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ изготовления пакетов магнитопроводов электрических машин и устройство для его осуществления | 1987 |
|
SU1636941A1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| ТОКОПОДВОДЯЩИЙ МУНДШТУК ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ В УЗКУЮ РАЗДЕЛКУ | 2012 |
|
RU2521166C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНЫХ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ КОНСТРУКЦИЙ | 2009 |
|
RU2409457C1 |
| Способ изготовления шихтованных полюсов электрических машин | 1981 |
|
SU1015472A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| ВЫВОДНАЯ ПЛАНКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1998 |
|
RU2153408C2 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ | 1990 |
|
RU2018428C1 |
| Способ дуговой двухэлектродной механизированной сварки | 2019 |
|
RU2724759C1 |
1ВВШШ.Щ,;Щй|Ш,::;..да.
