Изобретение относится к сварке, а именно к оборудованию для сварки трением с перемешиванием.
Из патентной литературы известно устройство для сварки трением полых трубчатых изделий, содержащее размещенную с внутренней стороны обечаек свариваемых изделий планшайбу (маховик), на которой установлены внутренние опорные ролики, а также установлены прижимные ролики, размещенные с наружной стороны свариваемых изделий (смотри, например, авт. св. No.715260, МКИ В23К 20/12, В23К 101: 06, 1976 г.).
Однако это устройство имеет некоторые недостатки типа: необходимы жесткие допуски отклонений от круглости и длин окружностей обечаек и недостаточная жесткость роликов при воздействии сварочного усилия.
Задачей донного изобретения является устранение этих недостатков и получение дополнительного технического результата в виде повышения точности по форме и размерам свариваемых изделий, а также расширение арсенала технических средств, используемых в данной области техники.
Данная задача решается тем, что в устройстве для сварки трением полых трубчатых изделий, содержащем размещенную с внутренней стороны обечаек свариваемых изделий планшайбу, на которую установлены внутренние опорные ролики, а также установлены прижимные ролики, размещенные с наружной стороны свариваемых изделий. В соответствии с изобретением опорные ролики установлены в корпусах внутреннего роликового устройства с возможностью их выдвижения на номинальный внутренний диаметр обечаек свариваемых изделий до упора в эти обечайки и контроля размера выдвижения по нониусам, установленным на корпусах этих роликовых устройств. Прижимные ролики установлены в сварочной головке, закрепленной в консоле колонны. Устройство имеет разжимные кольца и бандажи, устанавливаемые вблизи свариваемых кромок на внутренние и наружные диаметры обечаек.
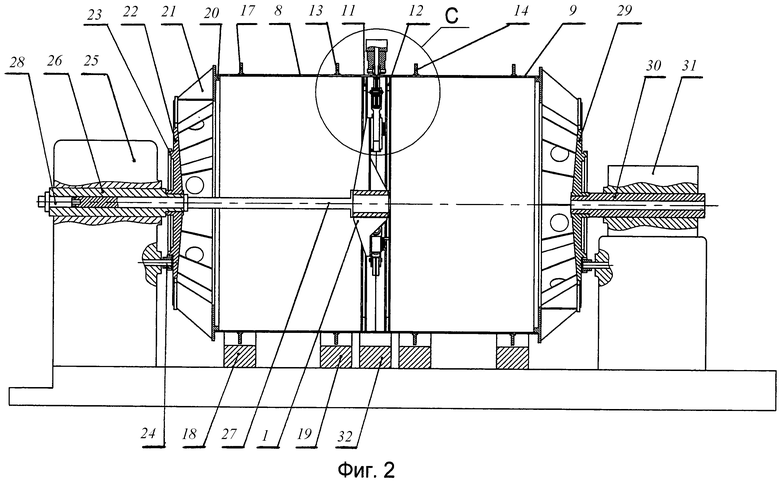
Далее предлагаемое устройство поясняется более подробно с использованием схемных чертежей, где на фиг.1 показано предлагаемое устройство, на фиг.2 это устройство установлено в сварочном стенде.
Устройство для сварки трением полых трубчатых изделий содержит планшайбу 1, в лучах которой установлены роликовые опоры 2 в количестве 3-х штук. Роликовая опора состоит из корпуса 3, подвижной пиноли 4, вилки 5, опорного ролика 6, закрепленного на оси 7. Опорные ролики 6 роликового устройства выдвигаются на номинальный диаметр свариваемых обечаек по стыку кромок. Перемещение роликов контролируется по нониусам, установленным на корпусах 3.
С наружной стороны обечаек 8, 9 размещены прижимные ролики 10. На внутренние диаметры обечаек устанавливаются разжимные кольца 11, 12, а на наружные диаметры обечаек устанавливаются бандажи 13, 14.
С наружной стороны обечаек размещена сварочная головка 15, на которой монтируют прижимные ролики 10. Сварочная головка устанавливается на консоли 16.
Технология сборки - сварки с применением роликового устройства производится следующим образом.
На внутренний диаметр обечайки 8 устанавливается разжимное кольцо 11, на наружный диаметр обечайки устанавливаются бандажи 13, 17. Обечайка устанавливается на люнетах 18, 19 и фиксируется внутренним диаметром на опорном кольце 20, закрепленном на левой корзине 21 сварочного стенда, которая монтируется на планшайбе 22.
Для обжатия обечайки на опорном кольце бандаж 13 смещается в крайнее левое положение. Планшайба имеет привод вращения, осуществляемый через зубчатое колесо 23, закрепленное на наружной поверхности планшайбы 22, и шестерню 24, установленную на вале редуктора, связанного муфтой с электродвигателем (условно не показаны). Левая планшайба 22 фиксируется на опорной шейке передней бабки 25. Передняя бабка 25 сварочного стенда имеет полую пиноль 26, в которой неподвижно закрепляется ось 27 с помощью тяги 28. Правый край обечайки торцуется в размер фрезерной головкой (принадлежность сварочного стенда, условно не показана).
Правая планшайба 29 фиксируется на опорной шейке пиноли 30, установленной в задней бабке 31. Базирование и обработка торцев под сварку обечайки 9 аналогично базированию и обработке торцев под сварку обечайки 8. Скорости вращения планшайб синхронизируются.
Обечайки 8, 9 собираются по стыку свариваемых кромок путем перемещения задней бабки 31 с опорой на люнет 32. Опорные ролики 6 роликового устройства выдвигаются на номинальный внутренний диаметр обечаек по стыку кромок. Перемещение роликов контролируется по нониусам, установленным на корпусах 3. Обечайки прихватываются и свариваются по стыку сварочной головкой 15. Сварочная головка устанавливается на консоле 16 колонны. Прижимные ролики 10 осуществляют прижим свариваемых кромок к верхнему опорному ролику 6 роликового устройства.
Работа роликового устройства.
После сборки свариваемых единиц на стенде выполняется операция прихватки. Включается шпиндель 33 сварочной головки 15. Сварочный инструмент 34 внедряется в стык сборочных единиц на половину толщины, создавая при этом необходимое давление, которое воспринимает верхний ролик 6 устройства, распределяя усилие на нижние ролики, установленные в планшайбе 1. Прижимные ролики 10 прижимают свариваемые кромки к опорному ролику 6. Включается перемещение свариваемых единиц с заданной угловой скоростью. Прихватка осуществляется на длине 200 мм с шагом 500 мм по всей длине окружности стыка. После этого сварочный инструмент внедряется на всю толщину свариваемых сборочных единиц - происходит операция сварки.
За счет обжатия сварочным инструментом 34 и прижимными роликами 10 опорный ролик 6 вращается, формируя сварной шов, при этом планшайба 1 неподвижна.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ДВУХСТОРОННЕЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВВСЕСОЮЗНАЯПДШ1!НО-иш^ШСБНь.ПИОТПКА | 1971 |
|
SU306935A1 |
| УСТАНОВКА ДЛЯ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ОБОЛОЧЕК | 2007 |
|
RU2374053C2 |
| Устройство для автоматической сварки | 1982 |
|
SU1034865A2 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| СТЕНД ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2393948C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| Кондуктор для сварки продольного шва обечайки | 1985 |
|
SU1299758A1 |
| Устройство для автоматической сварки | 1981 |
|
SU946862A2 |
| Стенд для сборки и вращения в процессе сварки кольцевых стыков обечаек | 1977 |
|
SU732109A1 |
Изобретение может быть использовано для сварки трением с перемешиванием полых изделий. Сварочная головка выполнена с возможностью ее установки с наружной стороны свариваемого изделия и снабжена роликами для поджима свариваемых кромок. На лучах планшайбы, предназначенной для установки внутри свариваемого изделия, смонтированы роликовые опоры. Разжимные кольца и бандажи предназначены для их размещения вблизи свариваемых кромок с внутренней и с наружной стороны свариваемого изделия, соответственно. Каждый из роликов роликовой опоры установлен в корпусе с возможностью выдвижения на номинальный внутренний диаметр свариваемого трубчатого изделия. На корпусах роликовой опоры смонтированы нониусы для контроля размера выдвижения опорных роликов. Жесткость роликов устройства при воздействии сварочного усилия позволяет повысить точность сварки, снизить допуски на отклонение по форме и размерам свариваемых изделий. 2 ил.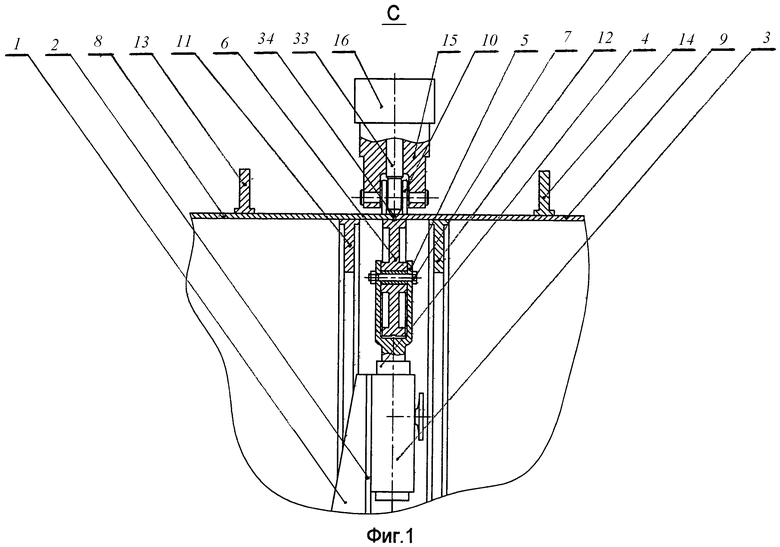
Устройство для сварки трением полых трубчатых изделий, содержащее сварочную головку с возможностью ее установки с наружной стороны свариваемого изделия, отличающееся тем, что оно снабжено роликовыми опорами, смонтированными на планшайбе с возможностью ее установки внутри свариваемого изделия, разжимными кольцами и бандажами для их размещения вблизи свариваемых кромок с внутренней и с наружной стороны свариваемого изделия соответственно, при этом каждый из роликов опоры установлен в корпусе с возможностью выдвижения на номинальный внутренний диаметр свариваемого трубчатого изделия, на корпусах роликовой опоры смонтированы нониусы для контроля размера выдвижения опорных роликов, а сварочная головка выполнена с роликами для поджима свариваемых кромок.
| СТЕНД ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2393948C1 |
| Устройство для сварки трением труб | 1976 |
|
SU715260A2 |
| СПОСОБ СВАРКИ ПРИ ИЗГОТОВЛЕНИИ СПИРАЛЬНОНАВИТОЙ ТРУБЫ И СВАРОЧНАЯ ГОЛОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 1994 |
|
RU2105671C1 |
| СПОСОБ ФРИКЦИОННОЙ СВАРКИ ВРАЩАЮЩИМСЯ ДИСКОВЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2314902C2 |
| US 2007101838 A1, 10.05.2007. | |||

