Изобретение относится к сварке, а именно к устройствам, предназначенным для соединения продольных кромок обечаек посредством электродуговой сварки.
Известно устройство для сварки продольных швов обечаек, содержащее смон- тированные на основании рабочую площадку с установленными на ней направляющими со сварочной головкой и корпус с жестко закрепленной на ней шовоформирующей подкладкой.
Корпус выполнен в виде балки, связанной с силовыми цилиндрами,.штоки которых снабжены на концах сферическими буртами, взаимодействующими с концами балки.
Недостатком такой конструкции является низкое качество сварки, обусловленное переломом обечайки в зоне сварного шва из-за отсутствия элементов поджима торцов обечайки к формирующей подкладке.
Известно также устройство для сварки продольных швов обечаек, содержащее . смонтированные на основании рабочую
площадку с установленными на ней направляющими со сварочной головкой и консоль с корпусом с установленной в нем поджимной шовоформирующей подкладкой. Для поджима торцов обечайки к шовоформирующей подкладке перед сваркой и в процессе ее в этом устройстве служит прижимная балка, выполненная жесткой по всей длине.
Недостатки устройства заключаются в низком качестве сварки из-за неравномерного поджима шовоформирующей подкладки к кромкам обечайки вследствие неточной установки кромок обечайки между прижимной балкой и шовоформирующей подкладкой.
Цель изобретения - повышение качества сварки путем улучшения равномерности поджима шовоформирующей подкладки к кромкам обечайки.
Цель достигается тем, что в устройстве для сварки продольных швов обечаек, содержащем смонтированные на основании рабочую площадку с установленными на ней
VI
XJ
VJ
ю о
направляющими со сварочной головкой и консоль с установленной в нем поджимной шовоформирующей подкладкой, корпус с шовоформирующей подкладкой оснащен каретками с захватами для поджима торцов обечайки и осью с шестернями, а консоль оснащена рейками, смонтированными с возможностью взэимодейстбия с указанными шестернями, п.рИ;Этом в консоли выполнены расположенные перпендикулярно ей
пазы для octi.;. „ V... ,..П .(, . .
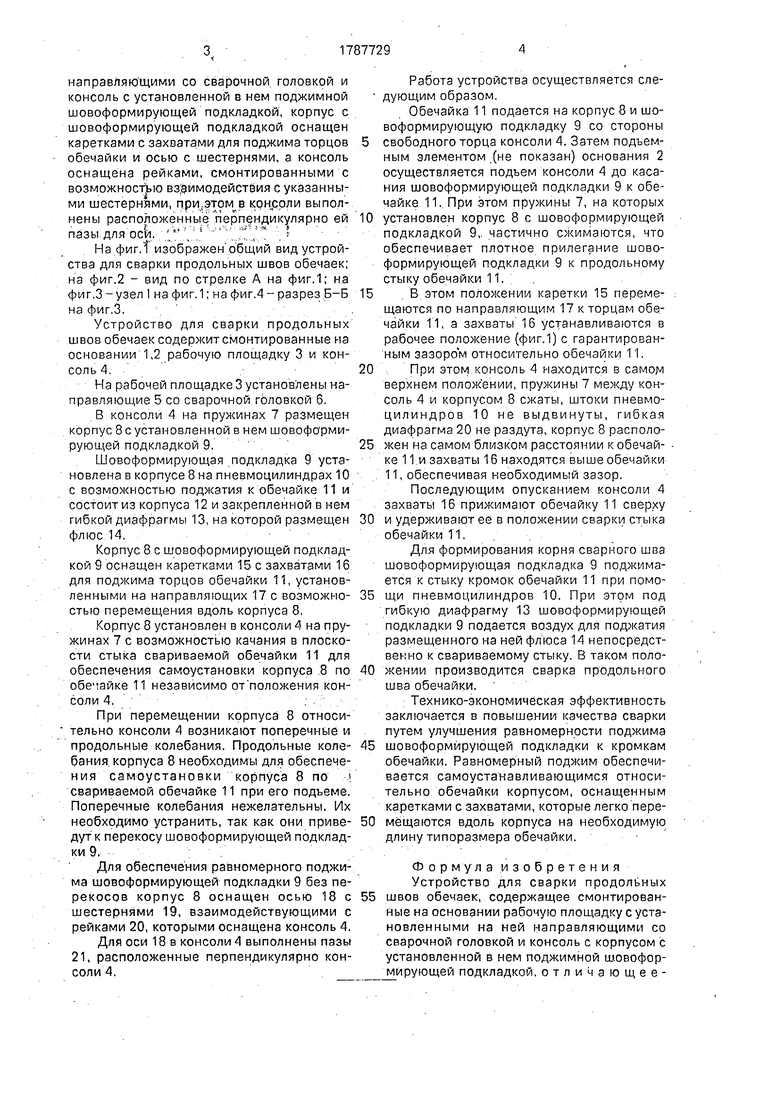
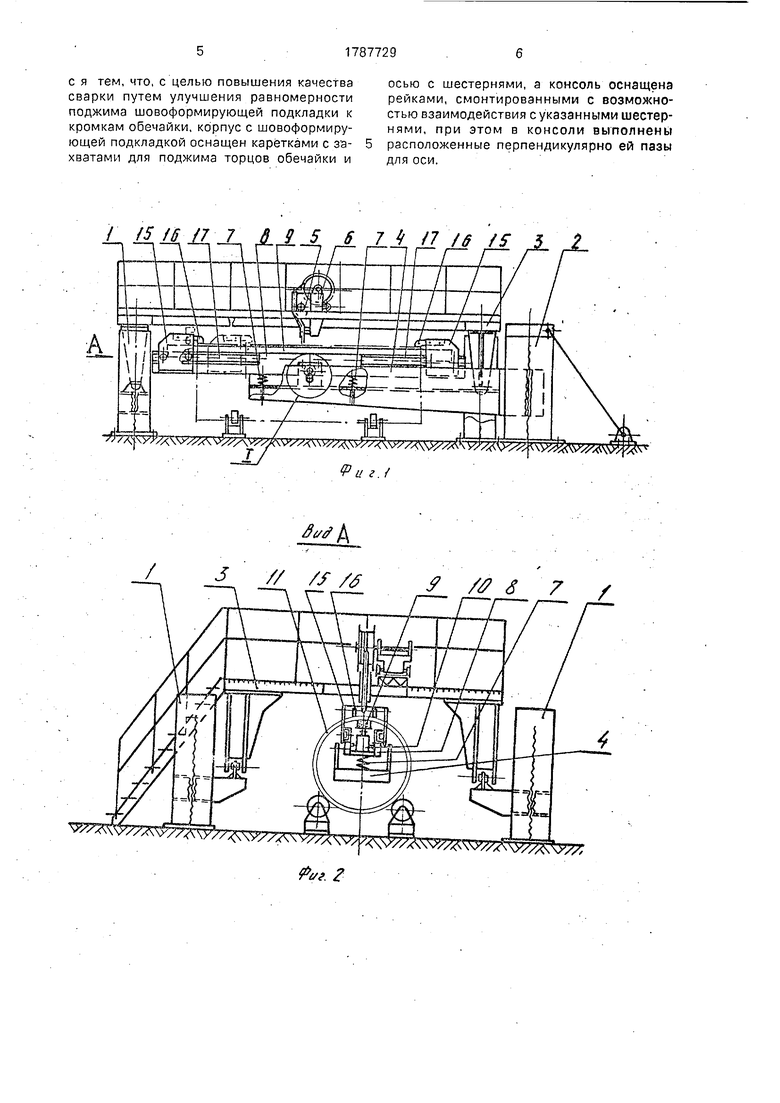
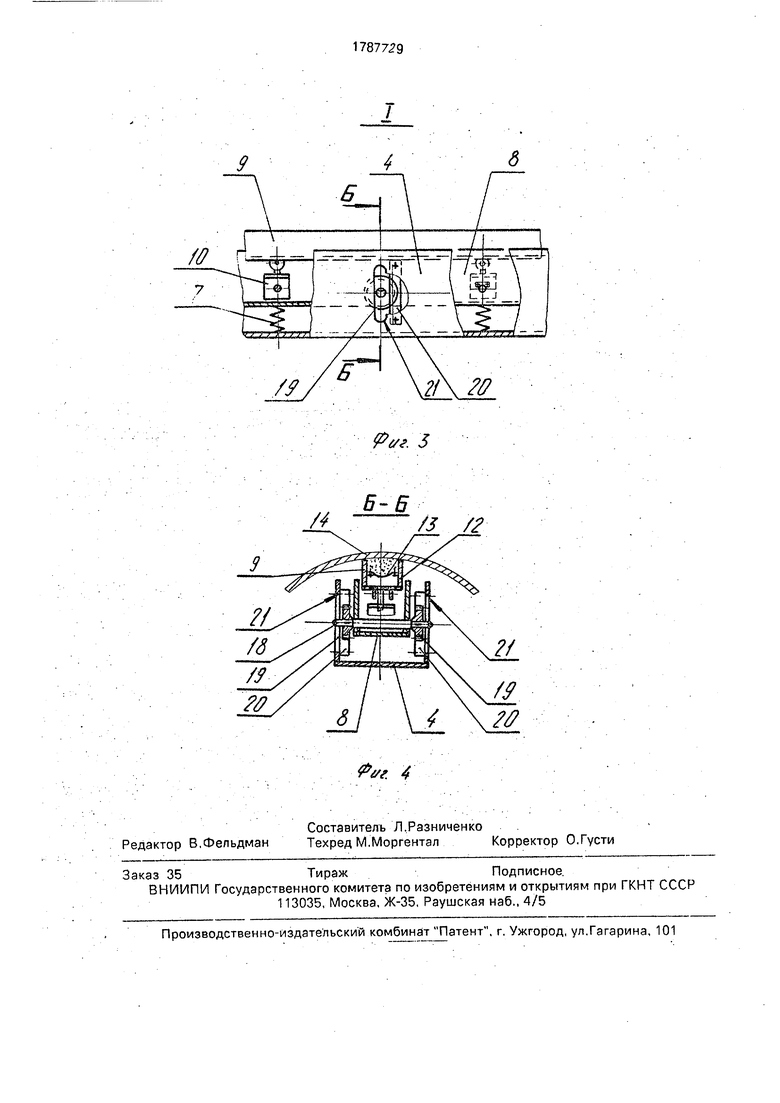
На фигЛ изображен общий вид устройства для сварки продольных швов обечаек; на фиг.2 - вид по стрелке А на фиг.1; на фиг.3-узел I на фиг.1; на фиг.4- разрез Б-Б на фиг.З. . .
Устройство для сварки продольных швов обечаек содержит смонтированные на основании 1,2 рабочую площадку 3 и консоль 4..
На рабочей площадке 3 установлены направляющие 5 со сварочной головкой 6.
В консоли 4 на пружинах 7 размещен корпус 8 с установленной в нем шовофо рми- рукщей подкладкой 9.
Шовоформирующая подкладка 9 установлена в корпусе 8 на пневмоцилиндрах10 с возможностью поджатия к обечайке 11 и состоит из корпуса 12 и закрепленной в нем гибкой диафрагмы 13, на которой размещен флюс 14. .
Корпус 8 с шовоформирующей подкладкой 9 оснащен каретками 15 с захватами 16 для поджима торцов обечайки 11, установленными на направляющих 17 с возможностью перемещения вдоль корпуса 8,
Корпус 8 установлен в консоли 4 на пружинах 7 с возможностью качания в плоскости стыка свариваемой обечайки 11 для обеспечения самоустановки корпуса .8 по обечайке 11 независимо от положения консоли 4, . ; ..
При перемещении корпуса 8 относительно консоли 4 возникают поперечные и продольные колебания. Продольные колебания, корпуса 8 необходимы для обеспечения самоустановки корпуса 8 по :i свариваемой обечайке 11 при его подъеме. Поперечные колебания нежелательны. Их необходимо устранить, так как они приведут к перекосу шовоформирующей подкладки 9.: .
Для обеспечения равномерного поджима шовоформирующей подкладки 9 без перекосов корпус 8 оснащен осью 18 с шестернями 19, взаимодействующими с рейками 20, которыми оснащена консоль 4,
Для оси 18 в консоли 4 выполнены пазы 21, расположенные перпендикулярно консоли 4.
Работа устройства осуществляется сле- дующим образом.
Обечайка 11 подается на корпус 8 и шо- воформирующую подкладку 9 со стороны
свободного торца консоли 4. Затем подъемным элементом (не показан) основания 2 осуществляется подъем консоли 4 до касания шовоформирующей подкладки 9 к обечайке 11.. При этом пружины 7, на которых
установлен корпус 8 с шовоформирующей подкладкой 9,. частично сжимаются, что обеспечивает плотное прилегание шовоформирующей подкладки 9 к продольному стыку обечайки 11, .
. В этом положении каретки 15 перемещаются по направляющим 17 к торцам обечайки 11, а захваты 16 устанавливаются в рабочее положение (фиг.1) с гарантированным зазоро м относительно обечайки 11,
При этом.консоль 4 находится в самом верхнем положении, пружины 7 между консоль 4 и корпусом 8 сжаты, штоки пневмо- цилиндров 10 не выдвинуты, гибкая диафрагма 20 не раздута, корпус 8 расположен на самом близком расстоянии к обечайке 11.и захваты 16 находятся выше обечайки
. 11, обеспечивая необходимый зазор.
Последующим опусканием консоли 4 захваты 16 прижимают обечайку 11 сверху
и удерживают ее в положении сварки стыка обечайки 11,
Для формирования корня сварного шва шовоформиругощая подкладка 9 поджимается к стыку кромок обечайки 11 при помощи пневмоцилиндров 10. При этом под гибкую диафрагму 13 шовоформирующей подкладки 9 подается воздух для поджатия размещенного на ней флюса 14 непосредственно к свариваемому стыку. В таком положении производится сварка продольного шва обечайки.
Технико-экономическая эффективность заключается в повышении качества сварки путем улучшения равномерности поджима
шовоформирующей подкладки к кромкам обечайки, Равномерный поджим обеспечивается самоустанавливающимся относительно обечайки корпусом, оснащенным каретками с захватами, которые легко перемёщаются вдоль корпуса на необходимую длину типоразмера обечайки.
Формула изобретения Устройство для сварки продольных швов обечаек, содержащее смонтированные на основании рабочую площадку с установленными на ней направляющими со сварочной головкой и консоль с корпусом с установленной в нем поджимной шовофор- мирующей подкладкой, отличающеес я тем, что, с целью повышения качества сварки путем улучшения равномерности поджима шовоформирующей подкладки к
осью с шестернями, а консоль оснащена рейками, смонтированными с возможностью взаимодействия с указанными шестеркромкам обечайки, корпус с шовоформиру-нями, при этом в консоли выполнены
ющей подкладкой оснащен каретками с за-5 расположенные перпендикулярно ей пазы
хватами для поджима торцов обечайки идля оси.
осью с шестернями, а консоль оснащена рейками, смонтированными с возможностью взаимодействия с указанными шестер
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Устройство для сборки и сварки продольных швов цилиндрических изделий | 1976 |
|
SU612774A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| СТЕНД ДЛЯ ФРИКЦИОННОЙ СВАРКИ | 2009 |
|
RU2393948C1 |
| Стенд для сборки и одностороннейАВТОМАТичЕСКОй СВАРКи ТОНКОлиСТОВыХКОНСТРуКций | 1979 |
|
SU837694A1 |
| Устройство для сварки продольных швов обечаек | 1977 |
|
SU727385A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Сварочная установка | 1981 |
|
SU1031704A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
Использование: сварка продольных швов обечаек на шовоформирующей подкладке. Сущность изобретения: устройство содержит смонтированные на основании рабочую площадку 3 с направляющими 4 со сварочной головкой 5 и консоль 6 с корпусом 8 с установленной в нем поджимной шовоформирующей подкладкой 9. Корпус 8 с шовоформирующей подкладкой 9 оснащен каретками 12 с захватами 13 для поджима торцов обечайки и осью с шестернями, а консоль 6 оснащена рейками, смонтированными с возможностью взаимодействия с указанными шестернями, при этом в консоли 6 выполнены расположенные перпендикулярно ей пазы для оси. 4 ил.
Риг. 2
Рм З
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
