1 ,
Изобретение относите к металлургии, конкретнее к непрерывной разливке металлов, в частности к получению непрерьюно-литых биметаллических заготовок.
Цель изобретения - улучшение качества непрерывно-литых заготовок.
На фиг.1 изображена схема устройства для осуществления способа непрерывной разливки металлов, продольный разрез; на фиг.2 - схема темпле- та закристаллизовавшегося слитка; на фиг.3 - схема устройства для осуществления способа непрерывной разливки металлов, вариант продольньм разрез; на фиг.4 - схема темплета закристаллизовавшегося слитка.
Улучшение качества непрерывно-литых заготовок достигается за счет отсутствия осевой ликвации и рыхлости вследствие установки по оси слитка пакета металлических листов. Кроме того, при установке двух пакетов металлических листов в объеме между ними за счет Снижения теплоотвода увеличивается двухфазная зона, уменьшается зона
столбчатых кристаллов, что также уменьшает развитие осевой ликвации и рыхлости. Краевые участки слитка имеют высокое качество по макроструктуре за счет кристаллизационного треугольника, возникающего по краям слитка вследствие теплоотвода в процессе кристаллизации в трех направлениях. Эти участки слитка после продольной резки можно использовать самостоятельно. В то же время после резки получают несколько биметалли- ческих заготовок, плакированных с одной или двух сторон. Качество сварки однородных пакетов и исключение их коробления достигается за счет нагрева пакета с двух сторон.
Диапазон величины суммарной толщины пакета листов в пределах 1/8- 1/20 толщины слитка объясняется условием сварки листов и кристаллизующегося металла. При меньшей толщине возможно подп-павление пакета листов и смещение металлов, что делает невозможным получение биметаллических заготовок. При большей толщине происходит значительное снижение температуры жидкого металла, что приводит к ухудшению качества макроструктуры ос ионного слитка. Указанный диапазон устанавливают в прямо пропорциональной зависимости от толщины слитка.
245407 2
Неюбходимость установки пакетов листов симметрично относительно его продольной и поперечной осей слитка объясняется закономерностями формиро5 вания и кристаллизации осевой части слитка. В обратном случае теплоотвод от центральной зоны слитка не будет симметричным, что вызовет нарушение равномерности распределения свойств
to слитка по толщине.
Диапазон расстояния между пакетами металлических листов в пределах 1/2-1/3 толщины слитка объясняется условиями формирования и кристалли15 зации осевой зоны слитка. При меньшей толщине температура жидкого металла в осевой части слитка значительно понизится, что вызовет уменьшение величины двухфазной зоны и образова20 ние осевой ликвации. При больших значениях увеличится зона столбчатых кристаллов, что также приводит к образованию осевой ликвации и рыхлости. Указанный диапазон устанавливают в
25 прямо пропорциональной зависимости от толщины слитка..
Уменьшение ширины пакета металлических листов по сравнению с 1ш риной слитка на 0,1-0,5 его толш;ины с каж30, дой стороны объясняется необходимостью подачи металла в кристаллизатор одной струей. При этом металл имеет возможность затекать во все участки рабочей полости кристалдизатора. Подача металла несколькими струями усложнит процесс непрерывной разливки и затруднит обслуживание мениска металла в кристаллизаторе. При этом появляется возможность получения после резки краевых заготовок блюмового сортамента с макроструктурой высокого качества,:
Отрезание краевых участков слитка с ш:ириной в пределах 0,1-0,5 с каждой строны объясняется габаритами кристаллизационного треугольника, имеющего высоту, равную половине ТОЛ1ДИНЫ прямоугольного слитка. При больших значениях отрезаемая заготовка будет иметь низкое качество вследствие возникновения в слитке осевой ликвации. При меньших значениях будет затруднено заполнение яшд- ким мет,зллом всей площади рабочей полости кристаллизатора.
Процесс разделения слитка на отдельные непрерывно-литые заготовки возможен как после полного затвердевания слитка, так и после его прокат35
,-40
45
50
55
ки. в этом случае получаются плоские штрипсы необходимой толщины.
Устройство для осуществления способа литья непрерывных биметаллических заготовок состоит из кристаллизатора 1 и пакетов металлических листов 24 Кроме того, на фиг.1-4 показана струя 3 металла, участки 4-6 поперечного сечения слитка, границы 7 кристаллизационного треугольник
Способ осуществляют следующим образом.
Пример 1. В процессе непре- рьшной разливки металлов в кристаллизатор 1 подают пакет 2, состоящий из двух металлических листов, струей заливают сталь и вытягивают из крис- .таллизатора 1 слиток сечением 200х 1600 мм со скоростью 0,8 м/мин. Металлические листы 2 выполнены из нержавеющей стали. Суммарную толщину пакета листов 2 устанавливают равной 1/20 толщины слитка или 10 мм. Толщину каждого листа устанавливают равной 5 мм. Ширину пакета металлических листов 2 устанавливают равной щирине слитка, уменьщенной на его тощину или 1400 мм. Пакет листов 2 устанавливают симметрично продольной и поперечной осям слитка.
После кристаллизации слитка от его краевых участков отрезают краевые участки 6 шириной, равной половине толщины слитка или 100 мм. Участки 4 слитка разделяют между собой и в отдельности образуют биметаллические слитки, плакирование с одной сто ,роны, толщиной по 100 мм и шириной по 1400 мм.
При подаче двух пакетов листов 2 в кристаллизатор 1 расстояние между ними устанавливают равным 1/3 ны слитка или 66,6 мм. Ширину Пакета листов 2 устанавливают равной ширине слитка, уменьшенной с каждой стороны на 0,3 толщины слитка или равной 1480 мм. После полной кристаллизации слитка от его краевых участков отрезают краевые участки 6 шириной, равной 0,3 ТОЛЩИНЫ слитка или по 60 мм. Участки 4 и 5 слитка разделяют- между собой, которые в отдельности образуют биметаллические -заготовки: две краевые 4, плакированные с одной стороны, толщиной по 61,7 мм, и одну центральную 5, плакированную с двух сторон, толщиной 76,6 мм. Ширина биметаллических заготовок составляет 1480 мм.
2А54074
Перед подачей в кристаллизатор 1 контактирующие поверхности листов 2 в пакете смазывают раствором магнезии MgO в жидком стекле . Наруж5 ные поверхности листов 2 в пакете покрьшают хлористым аммонием (наща- тырем) NHyCl. В первом случае смазка необходима для облегчения разделения биметаллических заготовок. Во втором
10 случае покрытие необходимо для предотвращения окисления наружных поверхностей листов 2 в пакете.
По мере вытягивания слитков пакеты ЛИСТОВ 2 подают последовательно
15 один за другим.
В результате применения предлагаемого способа получают биметаллические заготовки, а также непрерьшно- литые заготовки блюмового сечения
2Q высокого качества вследствие наличия в их теле кристаллизационного треугольника 7..
И р им ер 2. В процессе непрерывной разливки металлов в кристалли25 затор 1 подают пакет 2, состоящий из двух металлических листов, струей 3 заливают сталь и вытягивают из кристаллизатора 1 слиток сечением 250х xlBOO мм со скоростью 0,6 м/мин.Металлические листы 2 выполнены из нержавеющей стали. Суммарную толщину пакета листов 2 устанавливают равной 1/16 толщины слитка или 15 мм.-Тол- щину каждого слитка устанавливают равной 7,5 мм. Ширину пакета металлических листов 2 устанавливают равной ширине слитка, уменьшенной на 0,4 его толщины с каяадой стороны или 1600 мм. Пакет листов 2 устанавливаipT симметрично продольной и попереч ной осям слитка.
После полной кристаллизации слитка от его краевых участков отрезают . краевые участки 6 шириной, равной половине толщины слитка или по 100 мм.
45 Участки 4 слитка разделяют между собой, которые в отдельности образуют биметаллические заготовки, плакированные с одной стороны, толщиной по 100 мм и шириной по 1600 мм.
50 При подаче двух пакетов листов 2 в кристаллизатор 1 расстояние между ними устанавливают равным 1/2,5 толщины слитка или 100 мм. Ширину пакета листов 2 устанавливают равной
55 ширине слитка, уменьшенной с каждой стороны на 0,3 толщины слитка и равной 1650 мм. После полной кристаллизации слитка от его краевых участков
30
35
40
отрезают краевые участки 6 шириной, равной 0,3 толщины слитка или по 75м З частки 4 и 5 слитка разделяют между собой, которые в отдельности образу ют биметаллические заготовки: две краевые 4, плакированные с одной стороны, толщиной 67,5 мм, и одну центральную 5, плакированную с двух сто- poHj толщиной 75 мм. Ширина биметаллических слитков составляет 1650 мм.
Перед установкой в кристаллизатор листы 2 обрабатывают так же, как и в примере 1.
По мере вытягивания слитков паке- ты листов 2 подают последовательно один за другим.
В результате применения предлагаемого способа получают биметалли-. ческие заготовки высокого качества,
также непрерывно-литые заготовки блю-20 которые в отдельности образуют биме30
нового сечения высокого качества вследствие наличия в их.теле кристаллизационного треугольника 7.
Пример 3. В процессе непрерывной разливки металлов в кристалли- 25 затор 1 подают пакет 2, состоящий из двух металлических листов, струей 3 заливают сталь и вытягивают из кристаллизатора 1 слиток сечением 300) 2000 мм со скоростью 0,4 м/мин. Металлические листы 2 вьтолнены из нержавеющей стали. Суммарную толщину пакета листов 2 устанавливают равной 1/8 толщины слитка или 37,5 мм. Толщину листов устанавливают равной 20 и 17,5 мм. Ширину пакета метс1лличес- ких листов 2 устанавливают равной ширине слитка, уменьшенной на 0,1 его толш;ины с каждой стороны или 1940 мм. Пакет листов 2 устанавливают симмет- 40 рично продольной и поперечной осям слитка.
После полной кристаллизации слитка от его краевых участков отрезают краевые участку 6 шириной, равной 0,1 егодз
35
толщины слитка или по 130 мм. Участки 4 слитка разделяют между собой, которые в отдельности образуют биме- та-;1лические заготовки, плакированные с. одной стороны, толпщной по 150 мм и. шириной по 1940 мм.
При подаче двух пакетов листов 2 в кристаллизатор. 1 расстояние между ними устанавливают равным 1/2 толщины слитка или 150 мм. Ширину пакета листов 2 устанавливают равной ширине олитка, уменьшенной с каждой стороны на 0,1 толш;ины слитка и равной 1940 мм.
После полной кристаллизации слитка от его краевых участков отрезают краевые участки: 6 шириной, равной 0,1 толщины слитка или по 30 мм. Участки 4 и 5 слитрса разделяют между собой,
0
5 0
з
5
таллические заготовки; две краевые 4, плакированные с одной стороны, толщиной по 57 „5 мм., и одну центральную 5, плакированную с двух сторон, толщ11ной 185 мм. Ширина биметаллических заготовок составляет 1940 мм.
Перед подачей в кристаллизатор 1 листы 2 обрабатывают так же, как и в примере 1.
По мере вытягивания слитков паке- ты листов 2 подают последовательно один за другим.
Применение предлагаемого способа позволяет ликвидировать осевую ликва- .цию и рыхлость в заготовках, получить качественные биметаллические заготовки,, не расслаиваюгднеся при прокатке, а также заготовки сортового и блюмового сортамента с высоким качеством макроструктуры, сократить брак заготовок по качеству макроструктуры на 0,2%, а по расслою биметаллических заготовок на 0,3%, количество обрезн уменьшить на 0,25%.
Л
Фиг.2
2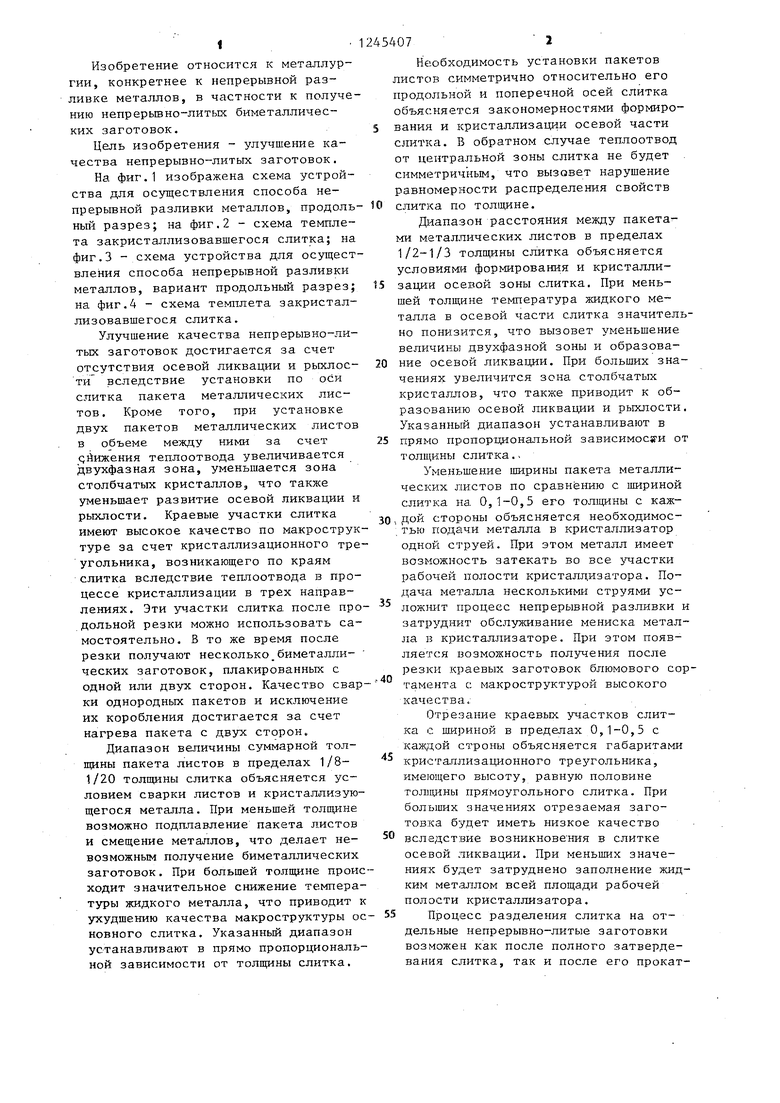


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения непрерывнолитых заготовок | 1988 |
|
SU1715473A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2403121C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ПЛОСКИХ СЛИТКОВ | 1991 |
|
RU2017570C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| Способ непрерывного литья заготовок | 1989 |
|
SU1715480A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ ПОВЫШЕННОГО КАЧЕСТВА | 2009 |
|
RU2407606C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОЙ ШИНЫ | 2008 |
|
RU2402404C2 |
| Способ непрерывного литья биметаллических слитков и устройство для его осуществления | 1983 |
|
SU1271635A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК МАЛОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2073585C1 |

Редактор С.Пекарь
Составитель Л.Дымшиц Техред В.Кадар
Заказ 3944/7Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-цолиграфическое предприятие, г.Ужгород, ул. Проектная, 4
Корректор Г.Решетник
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Германи Э | |||
| Непрерывное литье | |||
| М.: Металлургиздат, 1961, с | |||
| Перепускной клапан для паровозов | 1922 |
|
SU327A1 |
