Изобретение относится к металлургий, конкретнее к непрерывной разливке металлов, в частности к технологии получения не- прерывнолитыхзаготовок,
преимущественно для производства биметаллического листа.
Целью изобретения является повышение качества заготовок за счет исключения сварки листов плакирующего металла и брака готовой продукции.
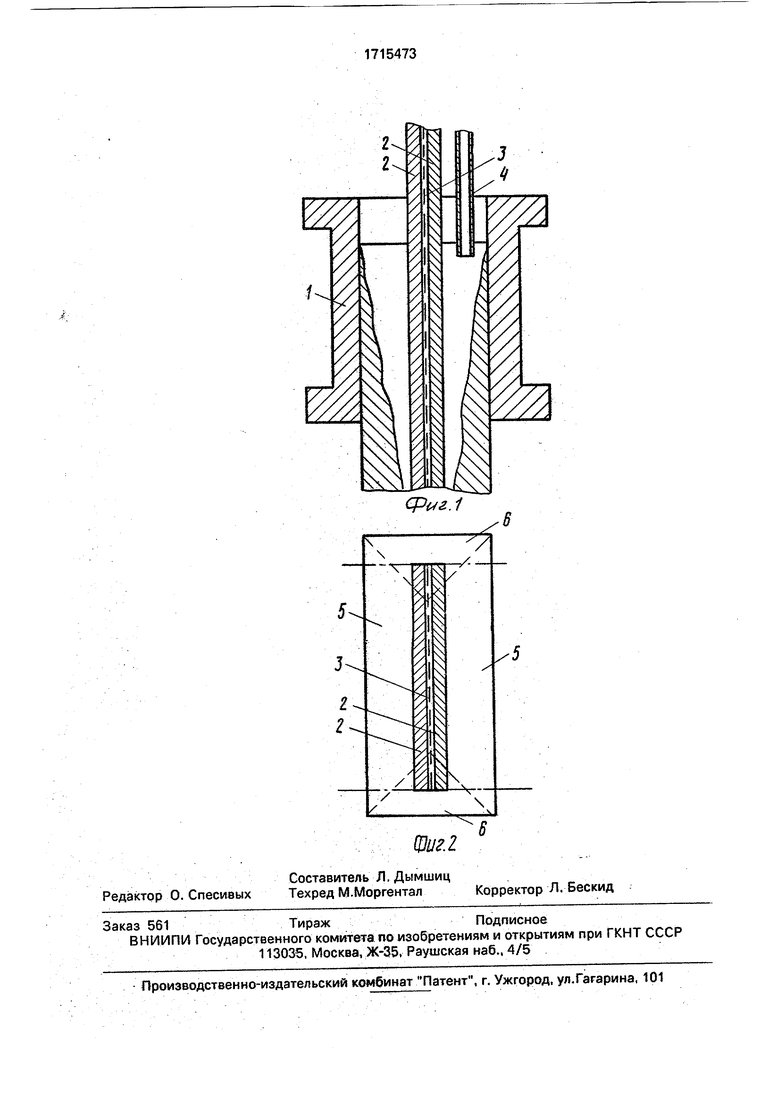
На фиг. 1 показан фрагмент схемы установки для осуществления способа получения непрерывнолитой биметаллической установки, продольный разрез; на фиг..2 - схема темплета закристаллизовавшегося слитка.
В процессе непрерыной разливки металла в кристаллизатор 1 устанавливают пакеты, выполненные из двух металлических листов 2 из стали 9ХН1 ОТ, разделенных прокладкой 3, например, из древесного шпона толщиной 0,5 мм. В качествве прокладки могут быть использованы неметаллические волокнистые материалы, образующие при термическом разложении сухой остаток без промежуточных жидких фаз. Прокладка 3 закреплена на одном из листов 2 с помощью жидкого стекла. По размерам прокладка 3 меньше размеров листа 2 на 5-10 мм и при закреплении края ее не доводят до краев листа по всему периметру равномерно. Листы 2 по периметру соединены между собой
К
Ы СО
сварным швом, при этом торцовой шов, располагаемый при установке в кристаллизатор пакета в верхней части последнего, выполнен прерывистым для удаления газов из внутренней полости пакета и предотвращения его деформации. Струей 4 в кристаллизатор 1 заливают жидкую сталь марки Зсп и вытягивают из кристаллизатора слиток се- чением 200x1600 мм со скоростью 0,8 м/мин. Суммарная толщина пакета 10,5 мм, при этом металлические листы имеют толщину 5мм каждый. Ширина пакета 1400мм. Пакеты листов устанавливают симметрично относительно продольной и поперечной осей сечения слитка с помощью специальных приспособлений (направляющих роликов, не показаны). По мере вытягивания слитка пакеты листов устанавливают в кристаллизатор 1 последовательно один за другим.
После порезки вытягиваемого слитка на мерные длины и необходимого охлаждения его частей осуществляют обрезку боковых кромок по краевым участкам б шириной 100 мм, при этом участки 5 слитка свободно разделяются, образуя каждый биметаллическую заготовку сечением 100x1400 мм и плакированную с одной стороны листом 2. Прокладка 3 из древесного шпона, разделявшая листы 2 в подготовленных пакетах, частично обугленная, легко удаляется с поверхности плакирующего слоя биметаллической заготовки струей воды, металлическими щетками и другим механическим воздействием.
Охлажденные заготовки подвергнуты прокатке до толщины 100мм без их предварительной обрезки и разделения на биметаллические заготовки. После обрезки кромок прокатанные заготовки легко разделялись на два биметаллических листа толщиной 5,0 мм, в которых и плакирующий слой имел толщину 0,6 мм.
Использование способа обеспечивает повышение выхода годной продукции и качества поверхности плакирующего слоя би- металлических заготовок.
Формула изобретения
1.Способ получения непрерывнолитых заготовок, преимущественно биметаллических листов, включающий предварительную
подготовку пакетов в виде двух листов плакирующего металла, подвод в кристаллизатор жидкого металла и подачу пакетов последовательно один за другим по мере вытягивания слитка с последующей порезкой его на заготовки и их продольным разделением, отличающийся тем, что, с целью повышения качества заготовок за счет исключения сварки листов плакирующего металла и брака готовой продукции,
при подготовке пакетов между листами плакирующего металла размещают разделит тельную прокладку из твердых, неметаллических волокнистых материалов
и соединяют листы пакета торцовыми сварными швами, при этом по крайней мере один из швов выполняют прерывистым и при подаче пакета в кристаллизатор шов ориентируют в его верхней части.
2.Способ поп. 1, отличающийся тем, что прокладку закрепляют на одном из листов пакета, например, жидким стеклом.
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного литья заготовок | 1984 |
|
SU1245407A1 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ производства листов | 1983 |
|
SU1176983A1 |
| СПОСОБ ПРОИЗВОДСТВА КВАДРАТНЫХ СОРТОВЫХ ЗАГОТОВОК | 1994 |
|
RU2048965C1 |
| СПОСОБ ПРОИЗВОДСТВА НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2427443C2 |
| Устройство для подвода металла | 1983 |
|
SU1101325A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА | 2010 |
|
RU2433005C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОКАТАНЫХ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1994 |
|
RU2049586C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС ИЗ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1998 |
|
RU2139768C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов, в частности к способу получения непре- рывнолитых заготовок, преимущественно для производства биметаллического-листа. Целью изобретения является повышение качества заготовок за счет исключения сварки образующих пакеты листов плакирующего металла и брака готовой продукции. Для этого при подготовке пакетов между листами плакирующего металла размещают разделительную прокладку из твердых, преимущественно неметаллических волокнистых материалов, образующих при термическом разложении сухой остаток без промежуточных жидких фаз. Кроме того, разделительную прокладку крепят на одном из листов пакета (например, жидким стеклом), а листы пакета соединяют между собой по периметру сваркой, причем по крайней мере один из торцовых сварных швов выполняют прерывистым, и при установке пакета в кристаллизатор этот шов располагают в верхней части. 1 з.п. ф-лы, 2 ил. ел С
| Способ непрерывного литья заготовок | 1984 |
|
SU1245407A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
