Изобретение относится к приборе- строению „и может быть использовано при изготовлении магнитных головок.
Целью изобретения является уменьшение технологического отхода и разброса параметров полюсных наконечников магнитных головок I
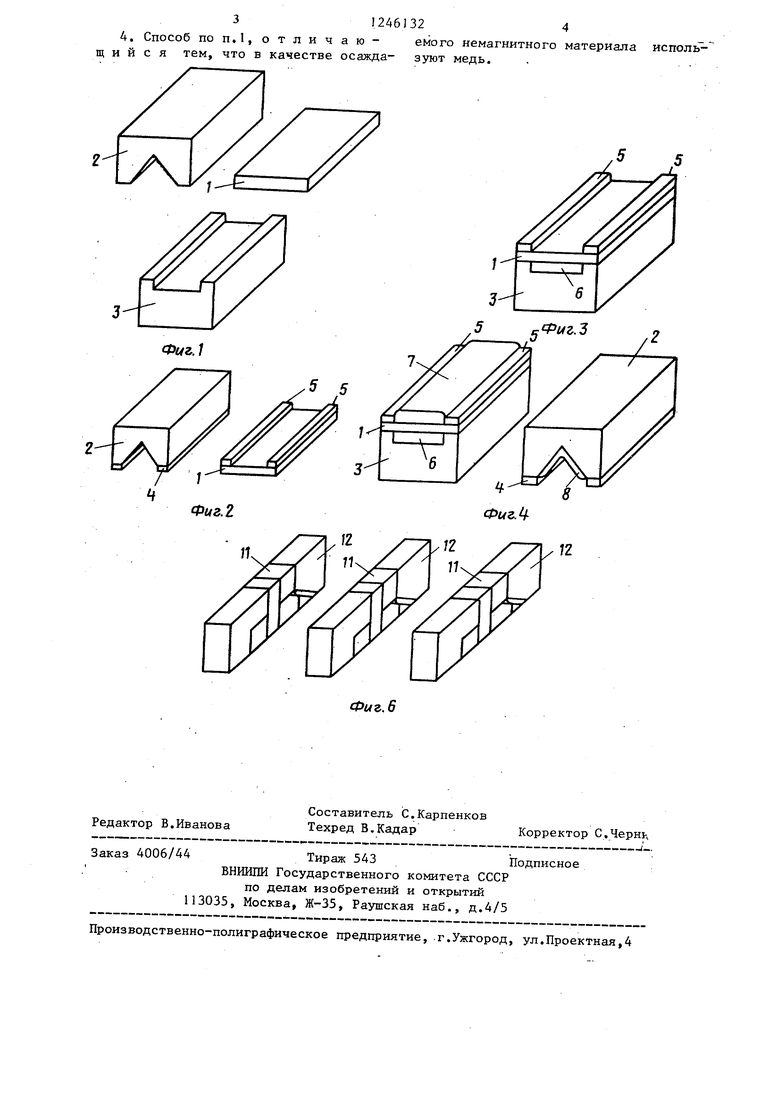
На , 1-6 иллюстрируется процесс изготовления полюсных наконечников.
Предлагаемый способ заключается в следующем.
Первый и второй полублоки 1 и 2 (фигс) из магнитомягкого сплава
лублоки гальванически никелируют при плотности тока 5 А/дм в течение 1 мин, После нанесения подслоя никеля полублоки промывают в воде, переноIJ сят в серно-кислотный электролит,
состоящий из 200-250 г/л медного купороса, 50-70 г/л серной кислоты и наносят слой 7 и, 8 меди при 17-27 С с плотностью тока 1-2 А/дм до получе10 ния толщины слоя 12-20 мкм (фиг.4), Затем между полублоками 1 и 2 помещают навеску второго припоя 9 ПОС-61, с температурой плавления меньшей, чем у первого припоя 6 и проводят пай10СЮ (сендаст) и полублок 3 из немаг- 15 ку в блок 10 в воздушной среде, нагревая заготовки 1 и 2 до 2 5-240 С с произвольной скоростью и охлаждая далее до комнатной температуры. Затем разрезают блок 10 на разделенные рабочими зазорами 11 полюсные наконечники 12 с окончательной их механической обработкой (фиг. 5 и 6).
нитного сплава 36 ХНЮФ шлифзтот и доводят, а затем производят отжиг полублоков 1 и.2 по следующему режиму: нагрев с произвольной скоростью в вакуумной печи (вакуум 10 - Ю мм рт.ст.) или в печи с атмосферой водорода до 1050 - 20 С; выдержка в течение 1,5 ч и охлаждение вместе с печью со скоростью 50 - 100° С/ч. Затем проводят отпуск по- лублоков 1 - 3 в воздушной среде при 650 t 20 С с последующим охлаждением со скоростью 50 - 100 С/ч до комнатной температуры (фиг.1). Далее на торцовых поверхностях полублоков 1 и 2 формируют при помощи напыления немагнитные прокладки 4 и 5 из GeO.
Напыление производят по следующему режиму: нагрев полублоков 1 и 2 до 80 -120°С в вакууме 10 - 10 мм рт.ст., скорость напыления 0,7 мкм/ч (фиг.2).
Затем между полублоками 1 и 3 помещают навеску 6 припоя ПСр - 40 и проводят пайку в вакуумной печи (вакуум 10 - 10 мм рт.ст) 1ШИ в печи с атмосферой инертного газа, например, по следующему режиму : нагрев с произвольной скоростью до 650 - 700°С; выдержка 2-3 мин и охлаждение вместе с печью со скоростью 50 - . 100° С/ч до комнатной температуры (фиг.З).
Затем проводят осажд,ение немагнитного материала 7 и 8, в качестве которого используют медь на внутренние поверхности полублоков 1 и 2 (фиг. 4 и 5). Режим осаждения следующий: в электролитической ванне полублоки 1 и 2 обрабатывают в электролите, содержащем 200 г/л хлористого никеля и 200 г/л соляной кислоты при комантной температуре в течение 1-2 мнн, а затем, включив ток, по
лублоки гальванически никелируют при плотности тока 5 А/дм в течение 1 мин, После нанесения подслоя никеля полублоки промывают в воде, переносят в серно-кислотный электролит,
состоящий из 200-250 г/л медного купороса, 50-70 г/л серной кислоты и наносят слой 7 и, 8 меди при 17-27 С с плотностью тока 1-2 А/дм до получения толщины слоя 12-20 мкм (фиг.4), Затем между полублоками 1 и 2 помещают навеску второго припоя 9 ПОС-61, с температурой плавления меньшей, чем у первого припоя 6 и проводят пайку в блок 10 в воздушной среде, нагревая заготовки 1 и 2 до 2 5-240 С с произвольной скоростью и охлаждая далее до комнатной температуры. Затем разрезают блок 10 на разделенные рабочими зазорами 11 полюсные наконечники 12 с окончательной их механической обработкой (фиг. 5 и 6).
Формула изобретения
1. Способ изготовления полюсных наконечников магнитных головок, включающий ш.пифование и доводку первого и второго полублоков из магнитомягкого сплава 10СЮ и полублока из немагнитного, сплава, отжиг и отпуск полублоков, формирование на торцовых поверхностях первого и второго полублоков немагнитных прокладок, пайку в блок, разрезку блока на разделенные
рабочими зазорами полюсные наконечники с окончательной их механической обработкой, отличающийся тем, что, с целью уменьшения технологического отхода и разброса параметров полюсных наконечников, проводят пайку .первого полублока из немагнитного сплава первым припоем, затем на внутренние поверхности первого и второго полублоков осаждают немагнитный ма-
териал и проводят пайку вторым припоем с температурой плавления,, меньшей, чем у первого.
55
50
2.Способ по п.1, о т л и ч а ющ и и с я тем, что в качестве неманитного сплава используют сплав ЗбХНТО.
3.Способ по п.1, о т л и ч а ю- щ и и с я тем, что в качестве первого припоя используют припой ПСр-40, в качестве второго припоя - ПОС-61.
312461324
4. Способ ПОП.1, отличаю- емого немагнитного материала исполь щ и и с я тем, что в качестве осажда- зуют медь. .Фиг.1
5 5
Фиг. 2
Фиг.
Редактор В.Иванова
Составитель С.Карпенков Техред В.Кадар
Заказ 4006/44
Тираж 543Подписное
ВНИИШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
Фиг.6
Корректор С,Черн1ч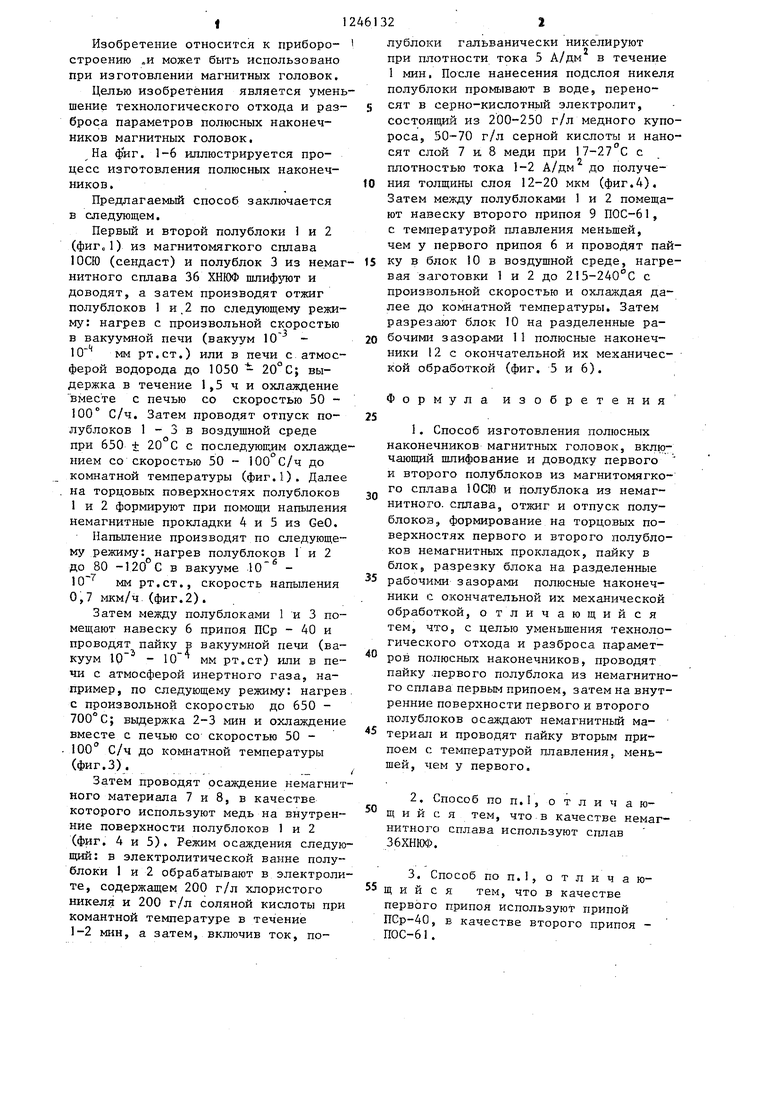
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников магнитных головок | 1983 |
|
SU1113846A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| МОЩНАЯ СПИРАЛЬНАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2004 |
|
RU2285310C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1972 |
|
SU451124A1 |
| Способ изготовления магнитных головок | 1984 |
|
SU1244707A1 |
| Блок магнитных головок | 1985 |
|
SU1314377A1 |
| Способ изготовления сердечников магнитных головок | 1980 |
|
SU964716A1 |
Изобретение относится к приборостроению и может быть использовано при изготовлении магнитных головок. Цель изобретения - уменьшение -технологического отхода и разброса параметров полюсных наконечников. Для этого после шлифовки, доводки, отжига и отпуска полублоков 1,2 из магнитомягкого сплава 10СЮ и полублока 3 из немагнитного блока и напыления на торцовых по:1грхностях полублоков 1,2 немагнитных прокладок 4,5 помещают между прлублоками 1,3 припой 6 и проводят пайку в вакуумной печи. Затем на внутренние поверхности полублоков 1,2 осаждают немагнитный материал 7,8 и с помощью припоя с температурой плавления, меньшей, чем у первого припоя, проводят их пайку в блок 10. После охлаждения разрезают блок на полюсные наконечники. В качестве припоев могут быть использованы соответственно припои ПСр-40 и ПОС-61. 3 з.п. ф-лы, 6 ил. i СО Фиъ.5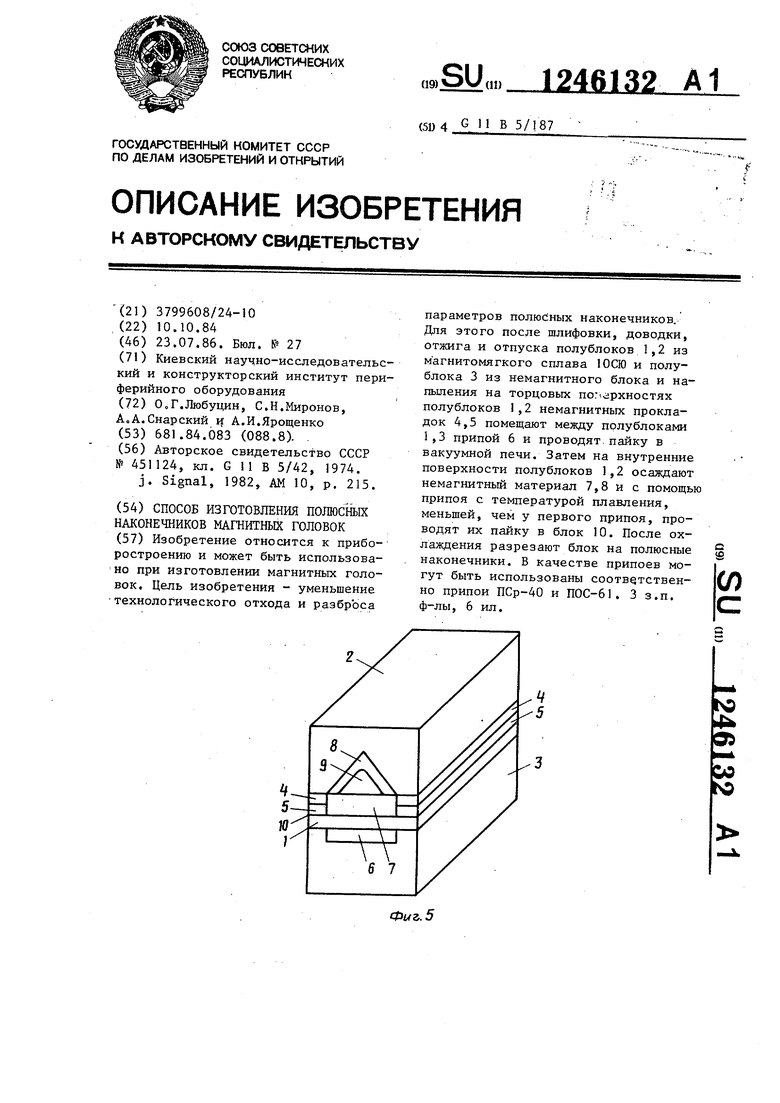
| Способ изготовления полюсных наконечников магнитных головок | 1972 |
|
SU451124A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| J | |||
| Signal, 1982, AM 10, p | |||
| Кузнечный горн | 1921 |
|
SU215A1 |
