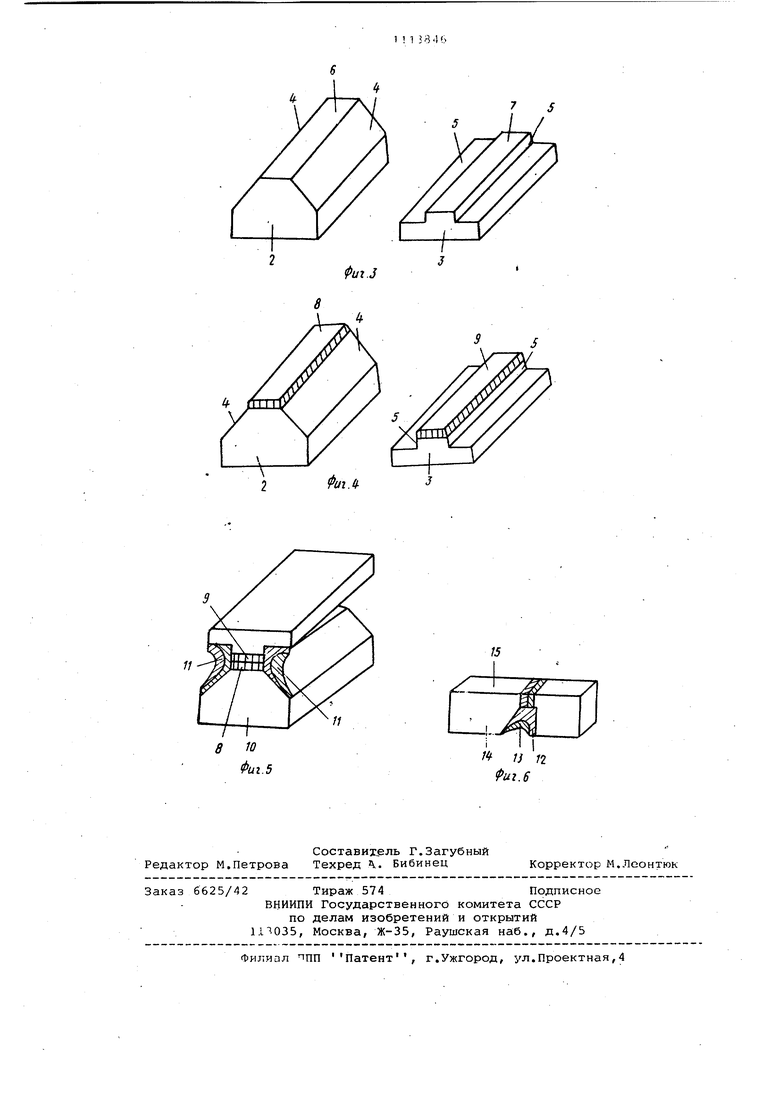
Изобретение относится к технике магнитной записи, а именно к способам иэготовлени-я сердечников магнит ных головок. Известен способ изготовления сердечников путем соединения полублоков с нанесением стеклянного порошка на поверхность соединения и последующего нагревания полублоков и спекания их в печи 1. Однако по этому способу процесс расплавления стекла и спекания полублоков сопровоясдается явлениями остаточных деформаций и внутренних напряжений, приводящих к снижению эффективности способа из-за ухудшения магнитных и механических свойст изготавливаемыхполусердечников. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ изготовления сердечников магнитных голо вок, включающий резку полублоков, из магнитомягких заготовок, шлифование боковых и торцовых поверхностей полублоков, отжиг и отпуск, полу блоков, полирование торцовых поверх ностей,напыление немагнитного матер ала на торцовые поверхности, скрепление полублоков в блок, резку блоков на отдельные сердечники и после дующую доводку рабочей поверхности сердечников 2. Данный способ в меньшей мере, но отличается указанным .недостатком, так как срепление полублоков ведут методом пайки. Цель изЪбретения - уменьшение технологического отхода и разброса параметров сердечников. Поставленная цель достигается тем, что согласно способу изготовления, включающему резку полублоков из магнитомягких заготовок, шлифование боковых и торцовых поверхностей полублоков, отжиг и отпуск полублоков, полирование торцовых поверхностей полублоков, напыление немагнитного материала на торцовые поверхности, скрепление полублоков в блок, резку блоков на отдельные сердечники и последующую доводку рабочей поверхности сердечников, скрепление полублоков в блок осуществляют путем напыления немагнитного материала на боковые поверхности полублоков. I На фиг. 1-4 показана последовательность обработки заготовок; на фиг. 5 и фиг. 6 - последовательность обработки сердечников. Заготовку магнитомягкого материала режут на полублоки /i и 3 (фиг. 1). Шлифуют боковые 4 и 5, а затем торцовые б и 7 поверхности полублоков 2 и 3 (фиг. 2). Проводят отжиг и отпуск полублоков 2 и 3, причем отжиг проводится в воздушной среде при 1170+20°С, а отпуск - при 650+20с. Далее полируют торцовые поверхности 6 и 7 полублоков 2 и 3, проводят напыление немагнитного материала 8 и 9 со скоростью 0,7 мкм/ч на торцовые поверхности 6 и 7 полу- блоков 2 и 3 при температуре нагрева 300-400с, при этом в качестве немагнитного материала используют сплав меди и хрома (фиг, 4). Затем совмещают полублоки 2 и 3 по торцовым поверхностям 6 и 7 и скрепляют полублоки 2 и 3 в блок 10 путем напыления немагнитного материала 11 на боковые поверхности 4 и 5 совмещенных полублоков (фиг. 5), причем при напылении выполняют пленку 12 сплава меди и хрома и пленку 13 меди (фиг. 6). Блок 10 режут на отдельные сердечники 14 и доводят рабочую поверхность 15 путем механической обработки. Так как второе напыление немагнитного материала проводят при температуре 30-0-400с, то снижаются остаточные деформации и внутренние напряжения в сердечниках, в результате чего уменьшается технологический отход и разброс параметров сердечников.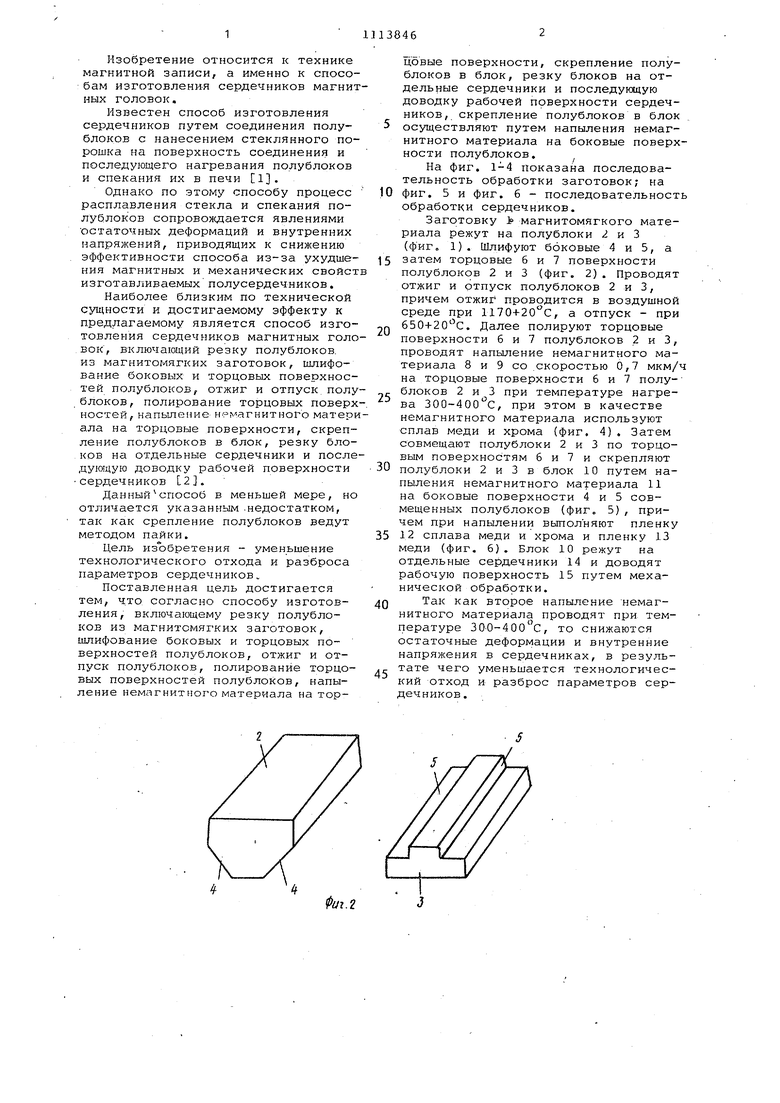
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления сердечников магнитных головок | 1980 |
|
SU964716A1 |
| Способ изготовления полюсных наконечников магнитных головок | 1984 |
|
SU1246132A1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК | 1971 |
|
SU302747A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления магнитной головки | 1976 |
|
SU566263A1 |
| Блок магнитных головок | 1981 |
|
SU995116A1 |
| Двухдорожечный блок магнитных головок | 1982 |
|
SU1081655A1 |
| Способ изготовления магнитной головки | 1977 |
|
SU656103A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК, включающий резку полублоков из магнитомягких заготовок, шлифование боковых и торцовых поверхностей полублоков, отжиг и отпуск полублоков, полирование торцовых поверхностей полублоков, напыление немагнитного материала на торцовые поверхности,скрепление полублоков в блок, резку блоков на отдельные сердечники и последующую доводку рабочей поверхности сердечников, отличающийся тем, что, с целью уменьшения технологического отхода и разброса параметров сердечников, скрепление полублоков в блок осуществляют путем напыления немагнитного материала на боковые поверхности полублоков. S 00 с 4 О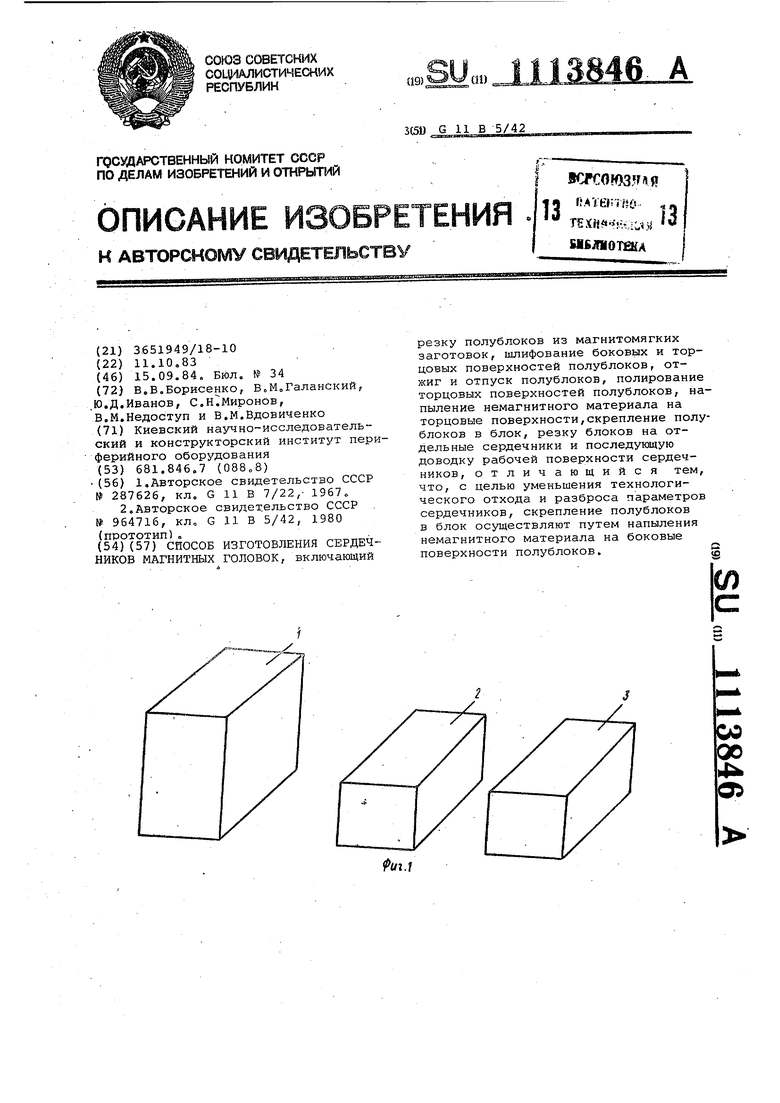
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Способ изготовления сердечников магнитных головок | 1980 |
|
SU964716A1 |
