(54) СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКОВ МАГНИТНЫХ ГОЛОВОК

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления полюсных наконечников магнитных головок | 1984 |
|
SU1246132A1 |
| Способ изготовления сердечников магнитных головок | 1983 |
|
SU1113846A1 |
| Блок магнитных головок | 1990 |
|
SU1758672A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитныхгОлОВОК | 1979 |
|
SU815751A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСПЕРСНО-УПРОЧНЕННОГО СПЛАВА | 1994 |
|
RU2100453C1 |
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДИСПЕРСНО-УПРОЧНЕННОГО СПЛАВА | 1994 |
|
RU2100860C1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1714672A1 |
| Блок магнитных головок | 1981 |
|
SU995116A1 |
Изобретение относится к приборб строению, в. частности к технике маг нитной записи, и может быть использовано при изготовлении магнитных головок..
Известен способ изготовления сердечников магнитных головок из сплава, состоямего из 4-6% А1, 8г11% Si и остальное Fe. Пористость материала составляет менее 1%, твердость по Виккерсу 650 кг/мм при нагрузке 300 г, проницаемость 15000 при 10 Гц и удельное сопротивление 100 .
НелСостатком таких сердечников является их низкое удельное сопротивление обусловливающее высокие потег ри на вихревые токи.
Известен также способ изготов- лёния сердечников магнитных головок, включающий предварительную механическую обработку, отжиг, механическую обработку, напыление полублоков, пайку в .блок, резку на отдельные сердечники, окончательную механическую обработку и отпуск в вакууме при 550--бОО с С выдержкой 2-30 мин с последующим охлс1ждением со скоростью 20-30 С/мин C2l.
Недостатком такого способа изготовления является недостаточно высокая износостойкость и низкое удельное сопротивление сердечника.
Цель изобретения - повышение износостойкости и увеличение электросопротивления сердечника.
Поставленная цель достигается тем, что при изготовлении сердечtoников магнитных головок, включающем резку заготовки из сплава сендаст на полублоки, шлифование пазов на боковой поверхности полублоков, шлифовку торцовых граней
15 полученных пазов, отжиг и отпуск полублоков, полирование торцовых граней пазов, напыление окиси кремния на .эти грани, пайку серебром в блок, резку блока на отдельные сер20дечники и доводку рабочей поверхности сердечников путём механической . обработки до заданных размеров, отжиг и отпуск полублоков производят в воздушной атмосфере, причем
25 отжиг - при 1170 + в течение 2 ч i 5 мин, а отпуск - при 650 + + в течение 30 ± 2 мин с последукщим. охлаждением, при этом после резки блока на сердечники в них
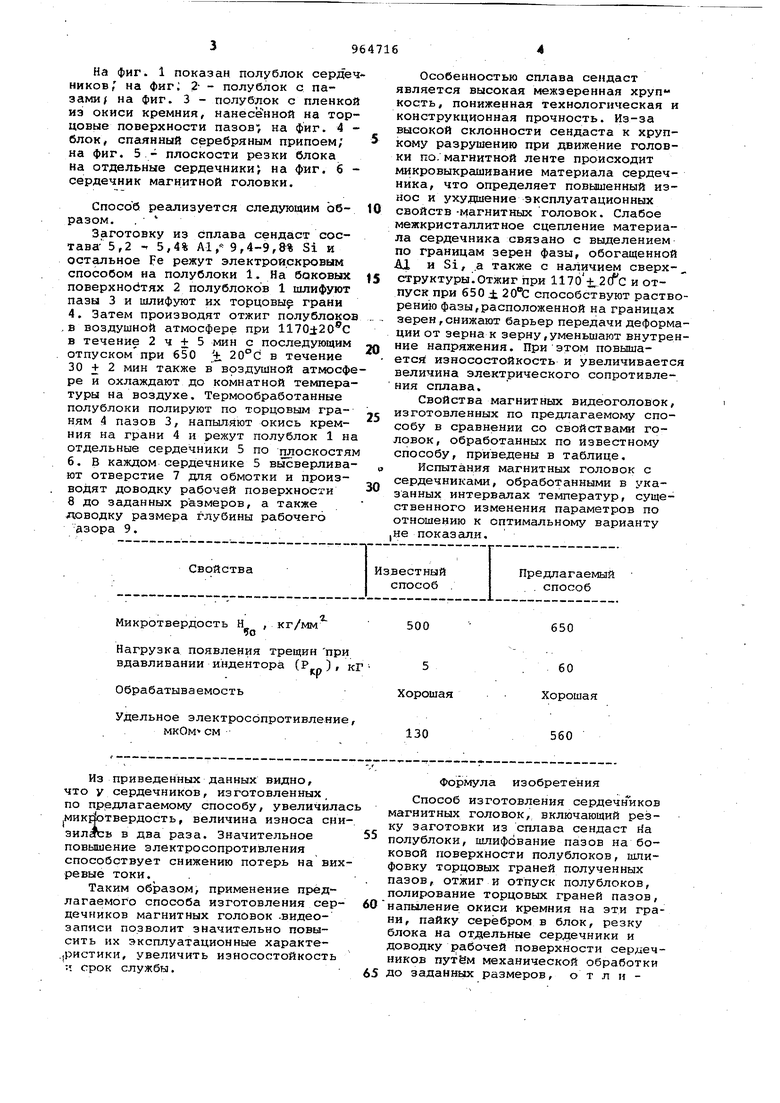
30 с.верлят отверстия для обмотки. На фиг. 1 показан полублок сердеч НИКОВ, на фиг; 2- - полублок с пазами/ на фиг. 3 - полублок с пленкой из окиси кремния, нанесенной на торцовые поверхности пазов, на Фиг. 4 блок, спаянный серебряным припоем; на фиг. 5 - плоскости резки блока на отдельные сердечникиj на фиг. б сердечник магнитной головки. Способ реаипизуется следующим образом. . Заготовку из сплава сендаст состава 5,2 т 5,4% А1,«9,4-9,&% Si и остальное ре режут электроискровым способом на полублоки 1. На баковых поверхноЬтях 2 полублоков 1 шлифуют пазы 3 и шлифуют их торцовы грани 4. Затем производят отжиг полублоков ,в воздушной атмосфере при в течение 24+5 мин с последующим отпускомпри 650 + 20°С в течение 30+2 мин также в воздушной атмосфе ре и охлаждают до комнатной темпера туры на воздухе. Термообработанные полублоки полируют по торцовым граням 4 пазов 3/ напыляют окись кремния на грани 4 и режут полублок 1 н отдельные сердечники 5 по плоскостя 6. В каждом сердечнике 5 высверлива ют отверстие 7 для обмотки и производят доводку рабочей поверхности 8 до заданных размеров, а также /юводку размера глубины рабочего азора 9.
Микротвердость Н , кг/мм то
Нагрузка появления трещин при вдавливании индентора (Р.гр ) кГ
Обрабатываемость
Удельное электросопротивление,
мкОм см
Из приведенных данных видно, что у сердечников, изготовленных, по предлагаемому способу, увеличилась
микпотвердость, величина износа снизил тев в два раза. Значительное повышение электросопротизвления способствует снижению потерь на вихревые токи. .
Таким образом, применение предлагаемого способа изготовления сердечников магнитных головок -видеозаписи позволит значительно повысить их эксплуатационные характе,ристики, увеличить износостойкость : срок службы.
650
60 Хорошая
560
Формула изобретения
Способ изготовления сердечников магнитных головок, включающий резку заготовки из сплава сендаст ria полублоки, шлифование пазов на боковой поверхности полублоков, шлифовку торцовых граней полученных пазов, отжиг и отпуск полублоков, полирование торцовых граней пазов, напыление окиси кремния на эти грани, пайку серебром в блок, резку блока на отдельные сердечники и доводку рабочей поверхности сердечников путём механической обработки до заданных размеров, о т л и Особенностью сплава сендаст является высокая межзеренная хруп кость, пониженная технологическая и конструкционная прочность. Из-за высокой склонности сендаста к хрупкому разрушению при движение головки по. магнитной ленте происходит микровыкрашивание материала сердечника, что определяет повышенный износ и ухудшение эксплуатационных свойств -магнитных головок. Слабое межкристаллитное сцепление материала сердечника связано с выделением по границам зерен фазы, обогащенной А1 и Si, а также с наличием сверх-, структуры.Отжиг при 1176+,2cfc и отпуск при 650 ± 2(fc способствуют растворению фазы,расположенной на границах зерен, снижают барьер передачи деформации от зерна к зерну,уменьшают внутренние напряжения. При этом повышается износостойкость и увеличивается величина электрического сопротивления сплава. Свойства магнитных видеоголовок, изготовленных по предлагаемому способу в сравнении со свойствами головок, обработанных по известному способу, приведены в таблице. Испытания магнитных головок с сердечниками, обработанными в указанных интервалах температур, существенного изменения параметров по отношению к оптимальному варианту .не показали.
чающийся тем, что, с целью повышения износостойкости и увеличения электросопротивления сердечника, отжиг и oTnycit полублоков производят в воздушной атмосфере, причём отжиг - при 1170 + в течение 2 ч + 5 мин, а отпуск - при 650 t 20 С в течение 30 t 2 мин с последующим охлаждением, при этом
после резки блока на сердечники в них сверлят отверстия для .обмотки.
Источники информации, принятые во внимание при экспертиве
фиг. 1
9
фуг.
Фиг.
