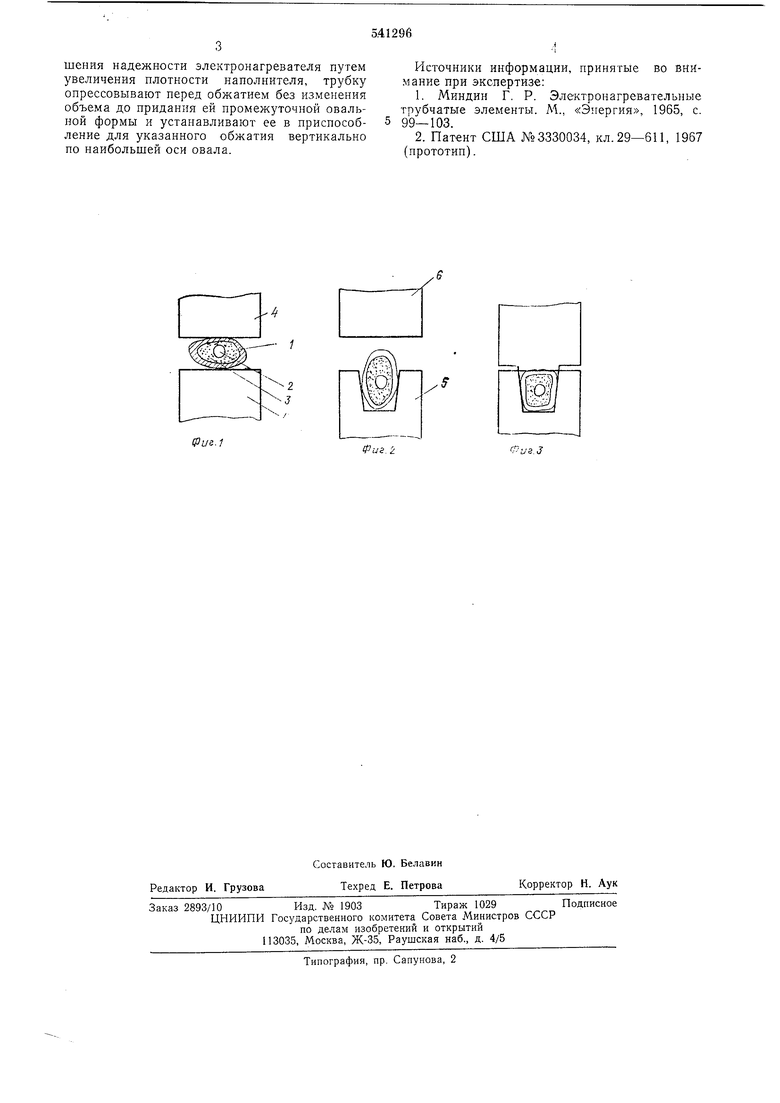
шения надежности электронагревателя путем увеличения плотности наполнителя, трубку опрессовывают перед обжатием без изменения объема до придания ей промежуточной овальной формы и устанавливают ее в приспособление для указанного обжатия вертикально по наибольшей оси овала. Источники информации, принятые во внимание при экспертизе: 1.Миндин Г. Р. Электронагревательные трубчатые элементы. М., «Э:гергия, 1965, с. 99-103. 2.Патент США №3330034, кл.29-611, 1967 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОТЯЖКИ ЗАГОТОВКИ | 1995 |
|
RU2083309C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПЛОСКИХ СЛИТКОВ | 1990 |
|
RU1693786C |
| СПОСОБ МЯГКОГО ОБЖАТИЯ НЕПРЕРЫВНОЛИТОЙ ЗАГОТОВКИ | 2014 |
|
RU2564192C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛИ | 2014 |
|
RU2678112C2 |
| Способ протяжки заготовок | 1989 |
|
SU1609544A1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2004 |
|
RU2269395C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБЖАТИЯ КОМПОЗИТНЫХ ЭЛЕКТРИЧЕСКИХ ИЗОЛЯТОРОВ | 2000 |
|
RU2241284C2 |
| Способ регулирования относительного обжатия полосы | 1984 |
|
SU1194524A1 |
| Способ прокатки слябов | 1988 |
|
SU1696014A1 |
| Способ прокатки заготовок из кипящих и полуспокойных марок сталей | 1990 |
|
SU1766546A1 |
-2
-J
Фиг.1
Фиг. г
.З
