2. Устройство по п 1; о т л к ч i ю щ е е С я теМд что прижрмньге элементы для предотвращения опрокпдЕ-.irui- Мия готового изделия при иззлечеикл
Изобретение относится к техиологи изготовления бетонных и железобето 1иьгА изделий, npei-шущественно тюбингов -гон- 5еяьной обделки, а именно к устройсч ва:- дп их распалубки.
Целью изобретен1-1я является улу Т- шемне качества. изделш 5 изготавлива-- емых в неразъемньк формах с однозре менны -. повьоиением производительности
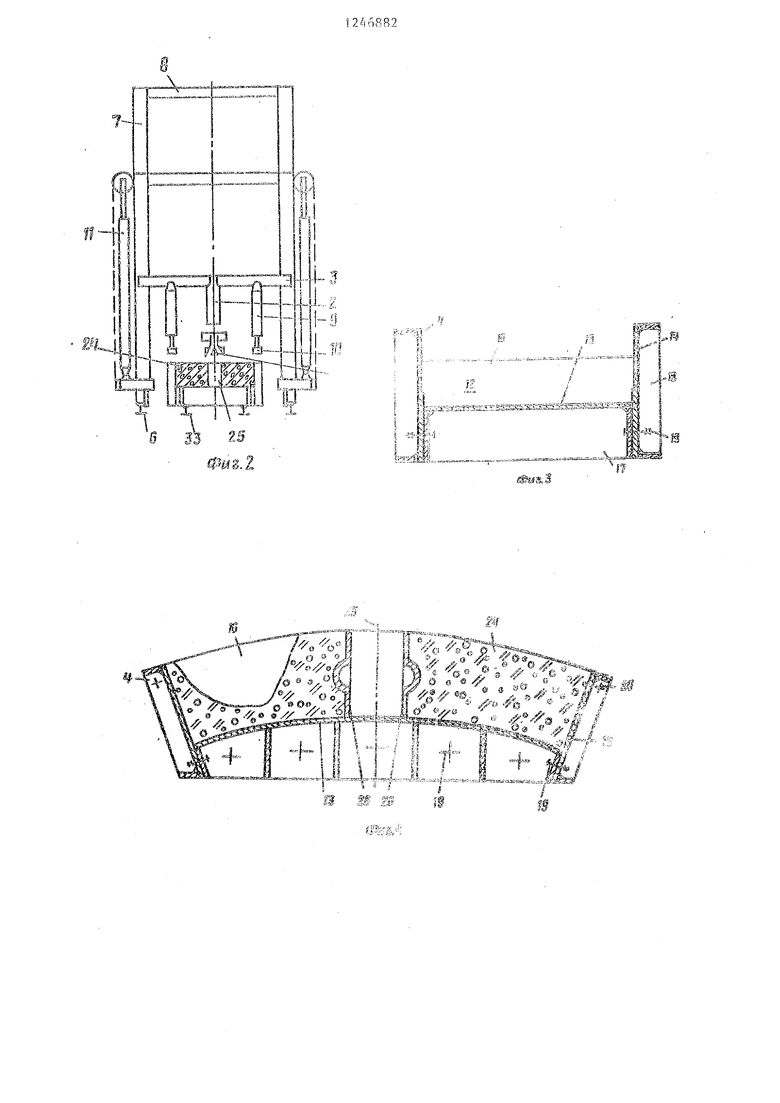
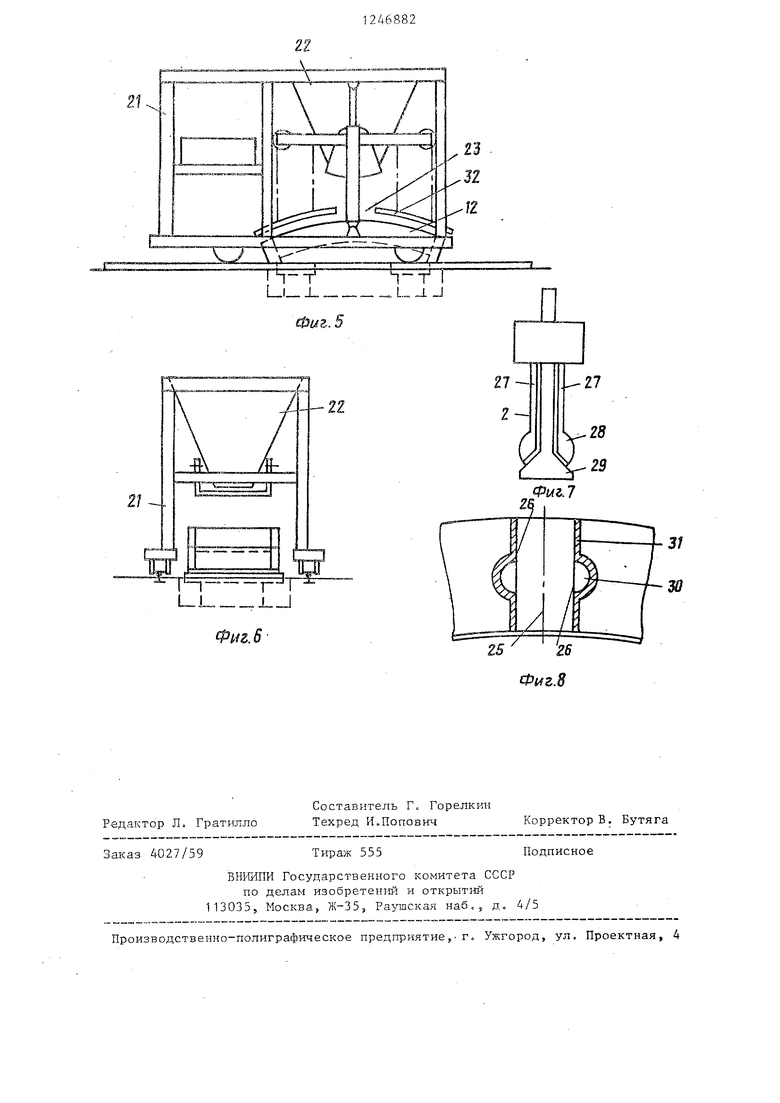
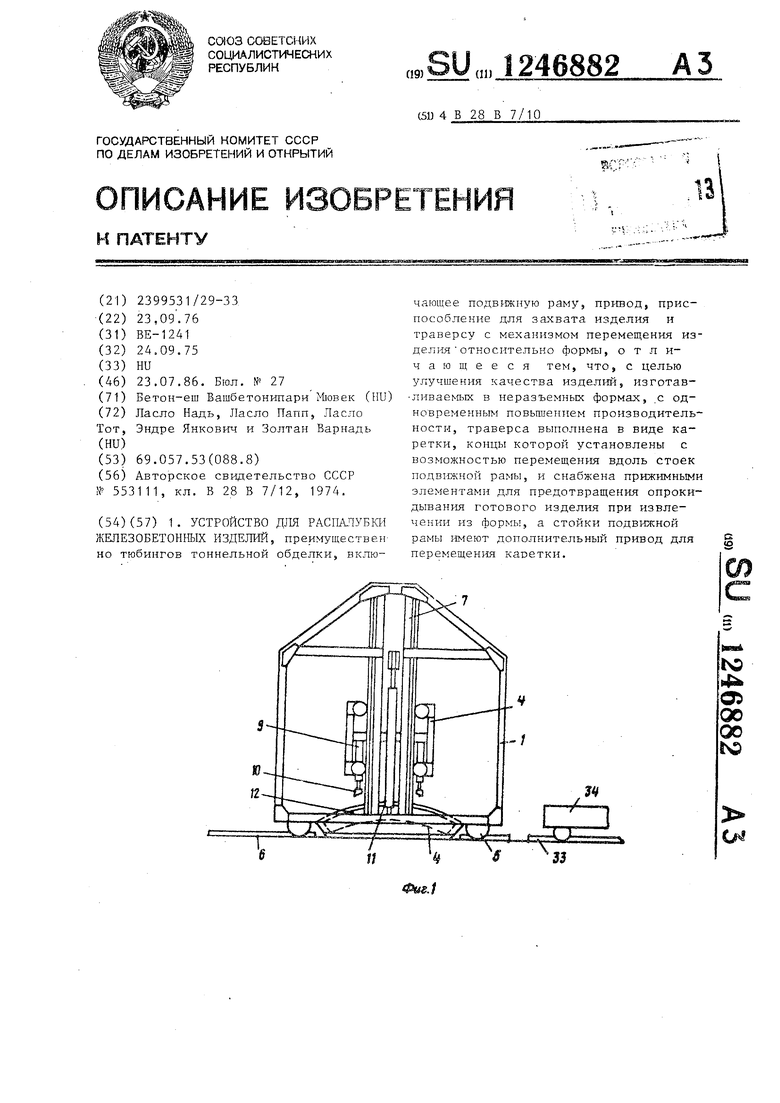
На фиг, 1 показаны формующая сек-- дия и устройство для ра-спалубки жела зобетонных изделий5 вид сбоку; нэ фи, 2 - то же,, вид спереди; на ф1-:г, 3 форьгующая секция э поперечное сечен -: -. на фиг, 4 - бетонньш элемент на.хо-- ДЯЩ1-1ЙСЯ в формующей .HKj продол ь--- кое сечение на фиг. .5 - бетонирую- щая секция, вгед сбоку; па фиг. Г; - то же; вид спереди: на фиг. 7 - приспособление для захвата изделия,, вид сбоку; на фиг, 8 - облгщовочньш. зпс- мент.
Устройство для распалубки желе- зобетониъЕ изделий преимуществепно .гов тоннельной обдел1 :и5 содет)-- й;ит ПОДВ11ЖНУЮ раму 1 привод ее перемещения (не показан), приспособление 2 для захвата изделия и траверсу 3 с механизмом перемещения изделия относительно формующей ции 4„
Рама 15 передвигающаяся колесами 5 по пути 6, имеет стойки 7 и соединительные элементы 8, На стойках 7 с возможностью перемещения в вертикальном направлении уста.новлена траверса Зэ выполненная в виде каретки и снабженная прккимными элементами 9.для предотвращения опрокиды- ванкя готового изделия при извлечении из формующей секции, Приж тмн ыа элементы 9 выполнены в виде силовьк ЦИП.ИНДРОВ двойного действия с опор-- ными пятами 10, I paBepca 3 снабжена до.гЕол1-штельным приводом 11 э выполненным в виде силовых цилиндров,, гид
из фг.|-мы 1 .:1нителы 1 П))инод ка
ретки выполнены в иипе С Апо вьк цилнид . идравлнчрски снязд:: - ,/; меясду
г; с П о / -i г
рапл:-1чески С1:язанньпг с ги/7Иид; );гНМ 1ф Г ;ИМга- Х ЙЛП-.Ю) г;-;..; :
4 ijpMyjoi ia i секция пи.;- .:; :.в:7яет co::u.)ii iiiaCijTOH 12, KrvioohK :.;.iCG : под-дон Г-, боковые стогопь: ; ; .. .чо -га,, а. т .чк;;се одну в(.()лir.tiK; Т i;ji;..-M : Т ог 131;ы 13 .бп.ои: .. Эти с;-;.ои1Ь отрг и:Г1М13-1;0 Г .,JMyiJIi ifc UjOr. K . i BO 16
i ira oioi.; г:.гу :ае i,,, ii сгорс:ь UJao.noi
,i:: f OPUj 4 : : 6.ji On Г:)..- iiano; l{e-IHli
A обработке бетона и алрекде асего ;;Dri :к;1С1га.: 1упке не кепял геометрию iiiopMbu так как при распалубке 1ааблон
.-г1ытывает пьгсокую наг рузку. Для , тост:-Е;;ея -1я требуемой iicecTKocTii шаблон )1елесообразно выполнять ;лз сталь- :..:.--о листа. Иоддо;- 13 сиаб:лсе:1 ребра- п. 1 17 жестг.:ос 1а-1 J а бскопьк стороиь
1- о: блона ре()рагти 18 усиления. . 17 и 1й .закреплены на поддоне : 3 и покоаьк с:торонах 14 ; аб;юна лосредстзом сварки. Поддели 13 и сюропы i А и 1.5 шаблона соадиненгз
ио;;{ду прияп1П1Ы; л бол га:.;
и 20 1)ез поз можно с ;л-: пзаичтт,:::- о С1.:сще Г1;-тя,; Целесообразно гео;:-)е : р1-;-.1еску ; :;)орму и способ обработки бсжоз;;;; c ropcKi шаблона вь биратъ i au i i. :6;:-.;.j зм
обесие Ч 1па :сс:; :VL-..-. . ;:: л1а..лубки ; ;;j;eли.h.. illui ::.( /: : -.к .-т vyiesj: ;; (на изобря сиьь ; ;.::; ; ;,:;.. .ггаом KOTojjbix ii;:a.i,j)nMf.p,. ;.1. ;. .jirnan: ; :) с ВОЗМОЖНОСТЬ О pr;:i6:;):5 i: ; -i.jHpviijuHe пггыри. onpeii.f; 1л;оп;ие ппложе- :-;:a.:.M i-ra HX дрЗ Г с .аруго;- nh,:-,. 3.:ieMei TOB о
и - -опнрующая сскц: я jK-i&e-f бетон- ; Г олежку 21 и еккос Гь 22 для
-- ;o:::;j. которые устаиоУле- iib на рельсовом пути„ Из емксгстн 22 дл л pi-тона последний пос гупасгт через бетонозапс.Л;-::итель1 ое оклс1 23 в форму :01цер пространство 16.
В гтситре тяжести изделия 24
.фиг, 4) у меется iu/ .ip смлое окно 25,, 1:и1ут1:к нняя стенка J oroporo Л жрыт-а
облицовочными элементами 26 для того, чтобы с помощью введенного сверху в подъемное окно 25 и закрепленного приспособления 2 для захвата изделия при распалубке извлекать из шаблона 12 готовое изделие 24. В представленном случае приспособление для захвата изделия представляет собой составной инструмент 27 (фиг. 7), между которым посредством предусмотренных на половинах инструмента 27 концевых .утолщений 28 могут устанавливаться зажимные клинья 29. Через усилия (фиг, 7), действующие вверх на зажимные клинья 29, половины инструмента 27 удаляются друг от друга, благодаря чему концевые утолщения 28 захватывают соответствующие утолщения 30 облицовочных пластин 31 облицовочного элемента 26.
Изготовление бетонных элементов с высокой точностью размеров вляется в соответствии с предлагаемы изобретением следующим образом.
Пустой щаблон 12 с помощью подъемного органа, например мостового крана, устанавливают на место очистки и там тщательно очищают от веществ, оставщнхся от предыдущего цикла изготовления, а в случае необходимости поверхности, формующие элемент, под- шлифовываются тонкой наждачной гой (мостовой кран и место очистки не показаны). Затем охватывающие формующее пространство 16 по.верхнос- ти, т.е. стороны 14 и 15 шаблона, а также поддон 13 шаблона покрывают смазочным средством, облегчающим распалубку изделия 24, например жиром. Если изготовляемьш элемент должен содержать усиливающие вставки, то последние вводятся в формующее пространство 16 и там крепятся с возможностью разборки. Одновременно устанавливают облицовочные элементы 26, обеспечивающие выемку изделия, и закрепляют их с возможностью разборки. Затем шаблон 12 мостовым краном транспортируют к бетонирующей секции, где в шаблон 12 подают бетон и обрабатьтают с помощью вибрации. В связи с тем, что шаблон 12 охватывает изделие с пяти сторон и верхняя сторона выбранного бетонного элемента имеет выпуклость, при заполнении и обработке бетона в шаблоне 12 следует также позаботиться и об окончательной отделке шестой стороны, та как в противном случае часть бетона
Т
5
2468824
выступала бы из шаблона -12. Это предотвращается с помощью подвижной в вертикальном направлении пластины 32 окончательной отделки, которая в данном случае образует составную часть бетонирующей секции (фиг. 3 и 6). Перед заполнением и обработкой бетона в шаблоне 12 пластину 32 окончательной обработки опускают на шаблон 12 и крепят на нем с возможностью разборки.
После обработки бетона шаблон 12 вместе с находящимся в нем изделием помещают в ванну схватьгоания (не по- j казана), где осуществляется схваты10
20
25
30
35
40
45
50
55
вание бетона известным способом с ускорением воздействия тепла.
После окончания процесса схватьша- ния шаблон 12, содержащей изделие 24, с помощью мостового крана устанавливают на путь 33, находящийся в пределах шргрины колеи пути 6. Затем на изделие по пути 6 накатывают: распа- лубочную секцию. Вьщвинутая силовыми цилиндрами привода 11 вверх траверса 3 и связанное с ней приспособление 2 для захвата изделия соединяются с изделием 24. Затем приводимые силовыми цилиндрами прижимного элемента 9 опорные пяты 10 устанавливают на верхней поверхности изделия. Опорные пяты 10 обеспечивают фиксацию шабло- на 12 в отношении устройства для распалубки и относительное движение между изделием 24 и шаблоном 12.
Приспособление 2 для подъема изделия- (фиг. 7) находится в опущенном закрытом положении между боковыми стенками облицовочного элемента 26, т.е. концевые утолщения 28 не взаимораздвинуты зажимными клиньями 29. После вертикальной выемки изделия 24 из шаблона 12 траверса 3 вместе с изделием 24 поднимается силовыми цилиндрами привода 1 1 . Во время подъема относительное положение опорных пят 10 не изменяется. После того, изделие 24 покинет шаблон 12, подпорное действие силовых цилиндров прижимного элемента 9 прекращается и изделие 24 зависает лишь на приспособлении 2 для подъема изделия. В этом положении изделие 24 с помощью оборудованной собственным приводом рамы 1 поднимают на транспортировочную тележку 34. Шаблон 12 посредством мостового крана снова подают на место очистки и способ циклично повторяют.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления предварительно напряженных железобетонных изделий и устройство для его осуществления | 1990 |
|
SU1838549A3 |
| Способ приготовления эмульсионной смазки для форм при изготовлении бетонных изделий | 1976 |
|
SU741787A3 |
| Форма для изготовления предварительно напряженных шпал из железобетона | 1988 |
|
SU1660575A3 |
| Установка для изготовления предварительно напряженных железобетонных изделий типа шпал | 1989 |
|
SU1768025A3 |
| Рельсовый путь с блочным основанием | 1975 |
|
SU923376A3 |
| Рельсовое скрепление | 1979 |
|
SU1119610A3 |
| Устройство питания для диаг-НОСТичЕСКОй РЕНТгЕНОВСКОй уСТА-НОВКи бОльшОй МОщНОСТи | 1979 |
|
SU841618A3 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1990 |
|
SU1761919A2 |
| Устройство для изготовления бетонных объемных элементов | 1975 |
|
SU527289A1 |
| Кассетная установка для изготовленияСТРОиТЕльНыХ издЕлий | 1979 |
|
SU841982A1 |
/rt а о 1 W,:./f: э, V f Р.« «5.
«« J:. tff
« ;sfta
о--. ,„ ,
.иt (} t -i i t Й , sL.-..A-
иIi ,1 s ,.i ; {(.:,,0- :..
ц i M f I..}-.-; i
I U M
F1
ц1Д-иi.i:..i
IS « ;I
II m; us If
«5.
«« J:. tff
« ;sfta,,|f
F1
21
„ПИ
d
.„
УТГ
, J -„„ L. J.J
. 5
22
7- 24
27
25 23
2/
fT- LL
-.±.J
Фд/г. 5
Фиг.7
Редактор Л. Гратилло
Составитель Г. Горелкин Техред И.Попович
Заказ 4027/59
Тираж 555
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д„ 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В, Бутяга
Подписное
| Устройство для отрыва от поверхности формы и транспортировки изделий | 1974 |
|
SU553111A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
