(54) УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ОБЪЕМНЫХ ЭЛЕМЕНТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий из бетонных смесей | 1987 |
|
SU1678613A1 |
| Пост сборки и разборки форм в технологической линии для изготовления железобетонных труб | 1981 |
|
SU961961A1 |
| ЛИНИЯ ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ШПАЛ | 1996 |
|
RU2113989C1 |
| СКОРОСТНОЙ СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ, СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ ПОВЫШЕННОЙ ПУСТОТНОСТИ, ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ПОВЫШЕННОЙ ПУСТОТНОСТИ С ОБЪЕМНОЙ ВЕРТИКАЛЬНОЙ ФОРМОВКОЙ ИЗ РАЗНОРОДНЫХ СМЕСЕЙ | 2013 |
|
RU2533475C1 |
| Поточно-механизированная линия сшивки поддонов | 1976 |
|
SU655531A1 |
| Устройство для распалубки изделий из бетонных смесей | 1981 |
|
SU977175A1 |
| Устройство для возведения трубопроводов из монолитного железобетона | 1984 |
|
SU1266946A1 |
| Устройство для распалубки бортов формы | 1990 |
|
SU1791131A1 |
| Установка для изготовления преимущественно преднапряженных железобетонных изделий | 1986 |
|
SU1433813A1 |
| ГРУЗОПОДЪЕМНОЕ УСТРОЙСТВО ПРЕИМУЩЕСТВЕННО ДЛЯ МОНТАЖА МОБИЛЬНОГО ОБЪЕКТА | 1996 |
|
RU2097312C1 |
1
, Изобретение относится к промышленности сборного бетона и железобетона.
Известна установка, состоящая из виброштампа, поддона и пневмопригруза 1.
Недостатком указанной установки является невозможность получения длинномерныхизделий и отсутствие автоматизащи процессов распалубки и формования.
Наиболее близким из известных устройств является устройство, содержащее установленную на прокладках матрицу, в виде поддона с закрепленными на его боковых поверхностях упорными кронштейнами и накидными серьгами, поперечные траверсы, из которых смонтированы силовые цилиндры допрессовочных механизмов, соединенных с виброголовкой (2 .
Это устройство не обеспечивает автоматизацию процессов формования и рашалубки и получения длинномерных изделий.
Целью изобретения является снижение трудоемкости, повышение удобства обслуживания, автоматизация процессов формования и распалубки.
Это достигается тем, что устройство снабжено самоходным порталом и приспособлением для распaлyбkи, причем съемная виброголовка вьшолнена
составной из связанных кинематически одна с другой секций, а поперечные траверсы - в виде вертикально подвижных ригалей, опирающихся на портал
Кроме того, приспособление для распалубки вьшолнено в виде качающихся роликов упоров, смонтированных на портале, симметричных жестких захватов, закрепленных на ригелях, и ползунов с толкателями, размещенными в горизонтальных направляющих портала, причем толкатели смонтированы на концах штоков силовых цилиндров и взаимодействуют с качающимися роликовыми упорами.
Допрессов очный механизм каждой секции виброголовки выполнен в виде шарнирного рычажного четырехзвенника, вершина которого при помощи упругих элементов соединена с виброголовкой, а свободные концы рычагов - с ползуналш.
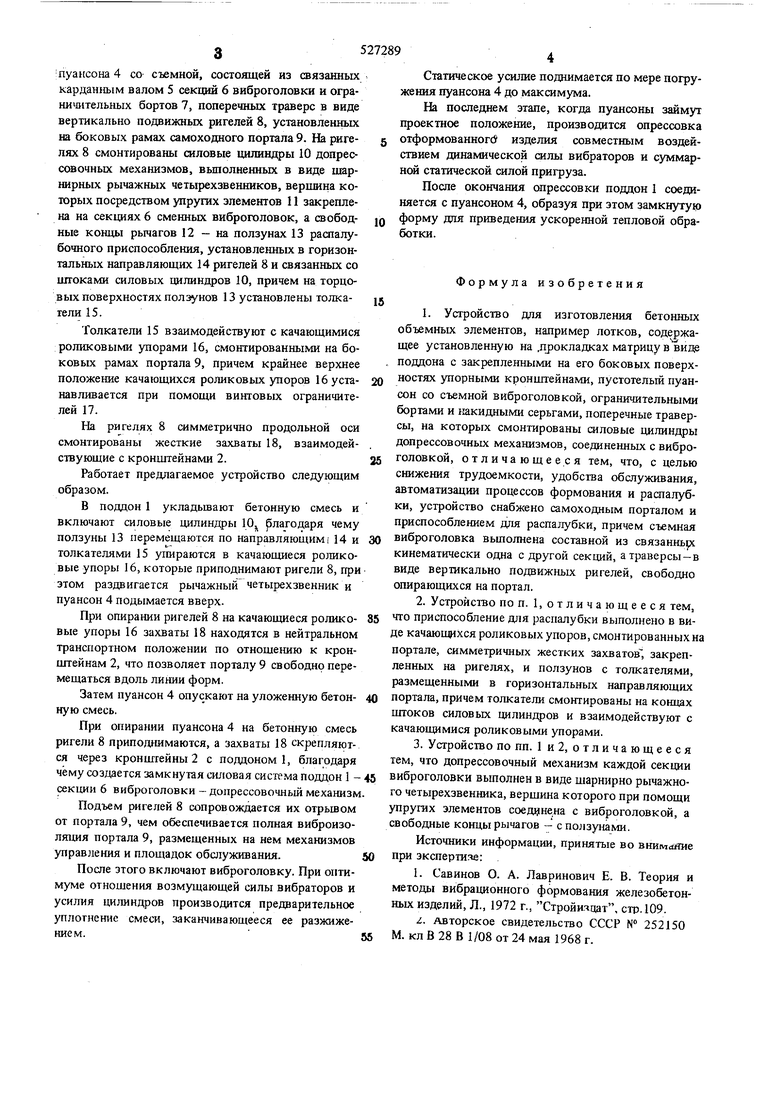
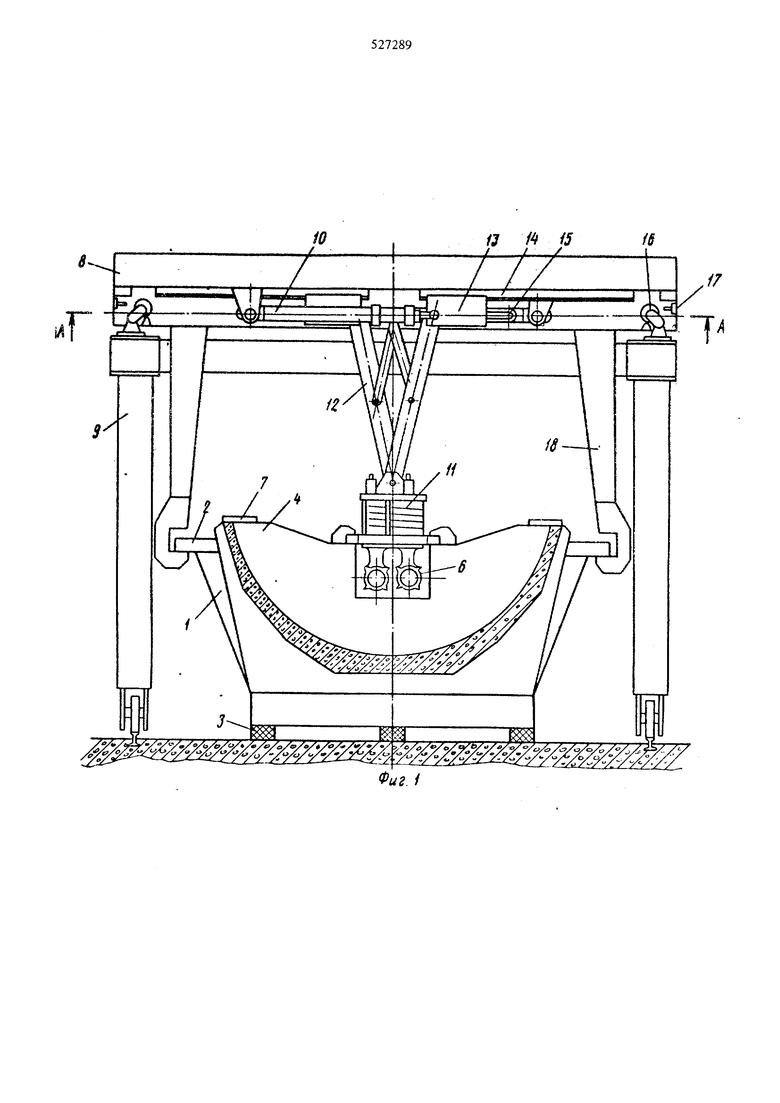
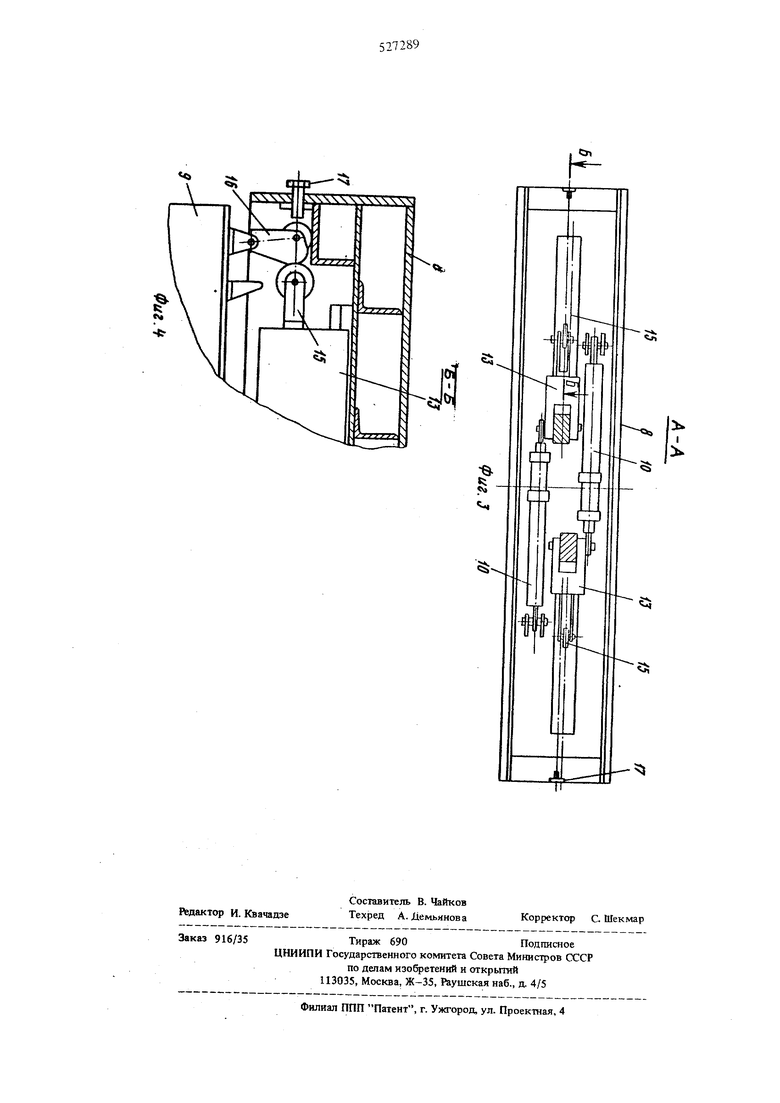
На фиг. 1 схематически изображено предлагаемое устройство, общий вид; на фиг. 2 то же, вид сбоку; на фиг. 3 - разрез по А- Ана фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 3.
Устройство для изготовления объемных элементов состоит из матрицы в виде поддона i с упорными двусторонними кронптгейнами 2, установленного на упругих прокладках 3, пустотелого
пуансона 4 со съемной, состоящей из связанных карданным валом 5 секций 6 виброголовки и ограниадтельных бортов 7, поперечных траверс в виде вертикально подвижных ригелей 8, установленных на боковых рамах самоходного портала 9. На ригелях 8 смонтированы силовые циливдры 10 допрессовочных механизмов, вьшолнениьк в виде шарнирных рычажных четырехзвенников, вершина которых посредством упругих злементов 11 закреплена на секциях 6 сменных виброголовок, а свободные концы рычагов 12 - на ползунах 13 распалубочного приспособления, установленных в горизонтальных направляющих 14 ригелей 8 и связанных со штоками силовых цилиндров 10, причем на торцовых поверхностях ползунов 13 установлены толкатели 15.
Толкатели 15 взаимодействуют с качающимися роликовыми упорами 16, смонтированными на боковых рамах портала 9, причем крайнее верхнее положение качающихся роликовых упоров 16 устанавливается при помощи винтовых ограничителей 17.
На ригелях 8 симметрично продольной оси смонтированы жесткие захваты 18, взаимодействующие с кронштейнами 2.
Работает предлагаемое устройство следующим образом.
В поддон 1 укладьшают бетонную смесь и включают силовые цилиндры 10 рлагодаря чему ползуны 13 перемещаются по направляющим; 14 и толкателями 15 угшраются в качающиеся ро;шковые упоры 16, которые приподнимают ригели 8, при зтом раздвигается рычажный четырехзвенник и пуансон 4 подымается вверх.
При опирании ригелей 8 на качающиеся роликовые упоры 16 захваты 18 находятся в нейтральном транспортном положении по отношению к кронштейнам 2, что позволяет порталу 9 свободно перемещаться вдоль линии форм.
Затем пуансон 4 опускают на уложенную бетонную смесь.
При опирании пуансона 4 на бетонную смесь ригели 8 припощшмаются, а захваты 18 скрепляются через кронштейны 2 с поддоном, благодаря чему создается замкнутая силовая система поддон 1 секции 6 виброголовки-допрессовочный механизм
Подъем ригелей 8 сопровождается их отрьшом от портала 9, чем обеспечивается полная виброизоляция портала 9, размещенных на нем механизмов управления и площадок обслуживания.
После этого включают виброголовку. При оптимуме отношения возмущающей силы вибраторов и усилия цилиндров производится предварительное уплотнение смеси, заканчивающееся ее разжижением.
Статическое усилие поднимается по мере погружения пуансона 4 до максимума.
На последнем зтапе, когда пуансоны займут проектное положение, производится опрессовка отформованного изделия совместным воздействием динамической шлы вибраторов и суммарной статической силой пригруза.
После окончания опрессовки поддон 1 соединяется с пуансоном 4, образуя при зтом замкнутую форму для приведения ускоренной тепловой обработки.
Формула изобретения
Источники информации, принятые во внимсйне при зкспертняе:
/. Авторское свидетельство СССР № 252150 М. кл В 28 В 1/08 от 24 мая 1968 г.
sj
Г
Na
ь
I
