f.
Изобретение относится к обработке металлов давлением, в частности к обработке давлением листового материала путем штамповки с помощью гибких и упругих элементов.
Цель изобретения - повьппение качества готовых изделий.
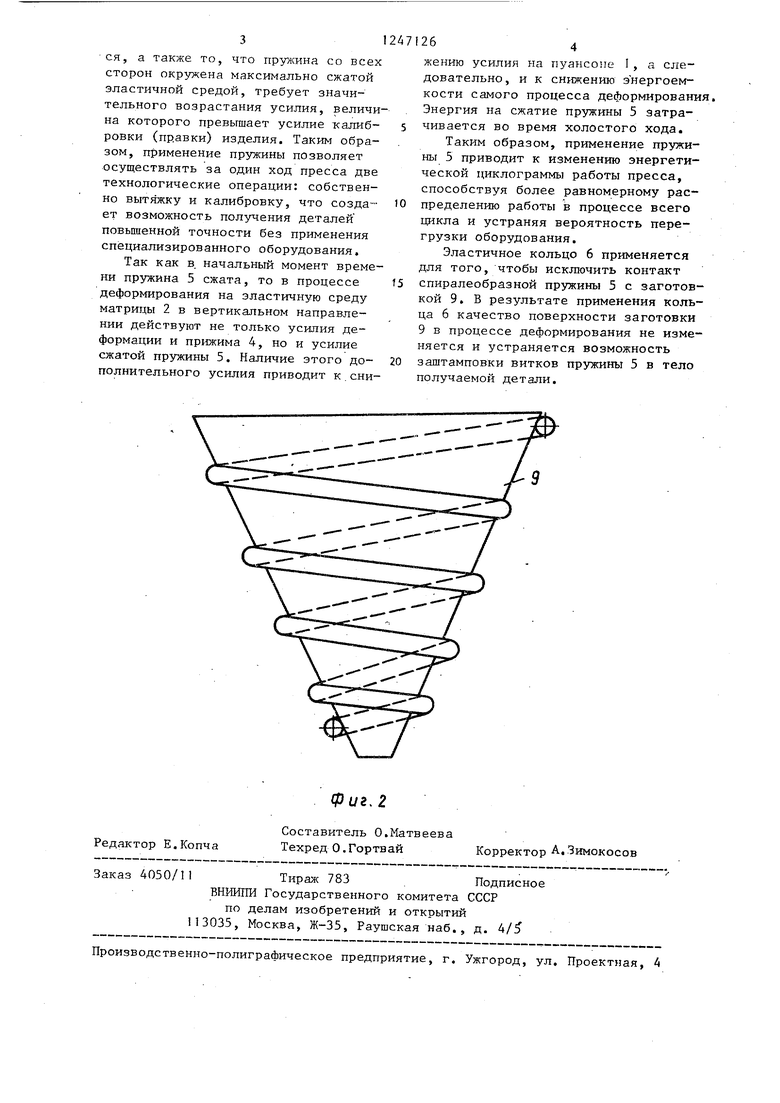
На фиг. 1 изображена схема штампа для вытяжки эластичной средой; на фиг. 2 - стальная вставка в виде ко- нической пружины перед ее установкой в штамп.
Штамп для вытяжки конических деталей состоит из пуансона 1, эластичной матрицы 2, помещенной в контей- нер 3, прижима 4, связанного с буферными штифтами. На матрице 2 установлены коническая спир альная пружина 5 и эластичное кольцо 6. Пружина 5 установлена на матрицу 2 мень- шим диаметром и закреплена посредством винтов 7.
Пружина 5 навивается из проволоки диаметром 1,5-2 мм. Навивка осуществляется по оправке 8, повторя- ющей форму поверхности получаемой детали. Шаг пружины 5 выбирается таким образом, чтобы прз жину при сжатии можно было сложить в одну плос- кость, кроме того, в сжатом состо- ЯНИН между витками должны быть гарантированные зазоры для предотвращения быстрого износа пружины 5. Штамп предназначен для вытяжки высоких конусов с увеличенным отношением высоты кбнуса к диаметру основания. Сле- довательно, отношение шага пружины 5 к длине витка намного больше, чем у известных пружин.
В процессе штамповки эластичная среда матрицы 2 затекает между витками пружины 5 лишь на 0,5 толщины про-волоки, так как вторая половина, заполняется материалом эластичного кольца 6.
В начальный момент времени (перед деформацией) пружина 5 сжата в осевом направлении. Жесткость пружины 5 в радиальном направлении зависит от степени ее деформации. В сжатом состоянии жесткость пружи- ны 5 в радиальном направлении максимальна, поскольку в одной плоскости находится максимально возможное число витков и расстояния в вертикальном направлении между витками равны нулю. В свободном СОСТОЯНИИ жесткост пружины 5 в радиальном направлении минимальна. Таким образом, жесткость
Q
j Q
5 о
5
0
5
262
пружины 5 в процессе вытяжки конуса изменяется от максимума до минимума. Давление, действующее со стороны эластичной среды матрицы 2 на заготовку 9, в процессе вытяжки изменяется от минимума до максимума. Таким образом, применение пружины 5 позволяет значительно увеличить радиальные, сжимающие усилия, действующие на заготовку 9 в начальной стадии процесса вытяжки. Тем самым исключается возможность потери заготовкой устойчивости и гофрообразования при малых степенях деформации заготовки.
Штамп работает следующим образом.
Заготовку 9 устанавливают на эластичное кольцо 6, приясимают лргокимом 4 и осуществляют вытяжку пуансоном 1 . По окончании процесса эластичная матрица 2, принимая исходное положение, выталкивает деталь и одновременно сжимает пружину 5, возвращая ее в исходное состояние.
Наличие пружины оказывает сущест- венное влияние на жесткость всей эластичной среды матрицы 2. Поскольку жесткость пружины 5 в процессе деформации заготовки 9 изменяется, то, следовательно, изменяется и жесткость всей упругой системы. Последнее влияет на величину усилия деформирования. Таким образом, спиральная пружина 5 выступает в роли своеобразного регулятора усилия вытяжки.
Такой регулятор характеризуется значительной простотой,регулировка усилия не требует проведения математических вычислений по определению требуемого усилия деформирования в каь сдый момент процесса, на основании которых строится поверхность копира. Регулировка осуществляется автоматически, поскольку пружина в каждый момент времени повторяет фор -ту деформируемой заготовки, а жесткость ее обратно пропорциональна высоте заготовки на каждой стадии процесса вытяжки.
В конечный момент деформирования пружина 5 находится в свободном (расправленном) состоянии, т.е. принима-. ет форму получаемой детали. Дальнейшее продолжение процесса деформирования, приводящее к тому, что пружина. 5, пройдя нейтральное положение, начинает растягиваться и разгибать3
ся, а также то, что пружина со всех сторон окружена максимально сжатой эластичной средой, требует значительного возрастания усилия, величина которого превышает усилие калиб- ровки (правки) изделия. Таким образом, применение пружины позволяет осуществлять за один ход пресса две технологические операции: собственно вытяжку и калибровку, что созда-- ет возможность получения деталей повышенной точности без применения специализированного оборудования.
Так как в, начальный момент времени пружина 5 сжата, то в процессе деформирования на эластичную среду матрицы 2 в вертикальном направлении действуют не только усилия деформации и прижима 4, но и усилие сжатой пружины 5. Наличие этого до- полнительного усилия приводит к сни64
жению усилия на пуансоне I, а следовательно , и к снижению энергоемкости самого процесса деформирования. Энергия на сжатие пружины 5 затрачивается во время холостого хода.
Таким образом, применение пружины 5 приводит к изменению энергетической циклограммы работы пресса, способствуя более равномерному распределению работы в процессе всего цикла и устраняя вероятность перегрузки оборудования.
Эластичное кольцо 6 применяется для того, чтобы исключить контакт спиралеобразной пружины 5 с заготовкой 9. В результате применения кольца 6 качество поверхности заготовки 9 в процессе деформирования не изменяется и устраняется возможность заштамповки витков пружины 5 в тело получаемой детали.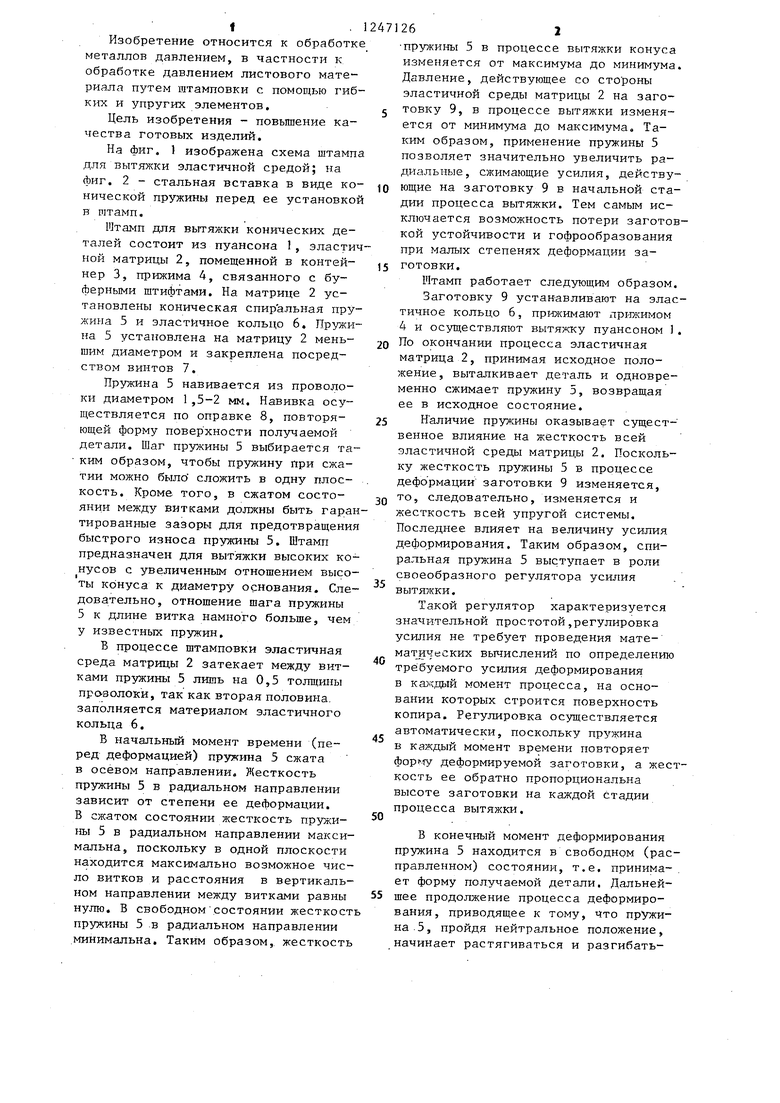
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2532581C2 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2012 |
|
RU2493928C1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| Способ изготовления полых изделий | 1989 |
|
SU1722656A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЕМКОСТЕЙ | 1994 |
|
RU2074038C1 |
| Способ изготовления полых тонкостенных изделий с многослойным краевым утолщением в виде профильного венца | 1987 |
|
SU1480956A1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1994 |
|
RU2082525C1 |
| Способ изготовления дисков с центральным утолщением и инструмент для его осуществления | 1990 |
|
SU1745394A1 |
ор Е.Копча 4050/11
Фиг.2
Составитель О.Матвеева Техред О.Гортвай
Корректор
1 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор А.Зимокосов
| Мещврин В.Т | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Машгиз, 1975, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Ступка | 1922 |
|
SU536A1 |
