Изобретение относится к обработке металлов давлением, и в частности к листовой штамповке.
Цель изобретения - расширение технологических возможностей и увеличение стойкости эластичного пуансона.
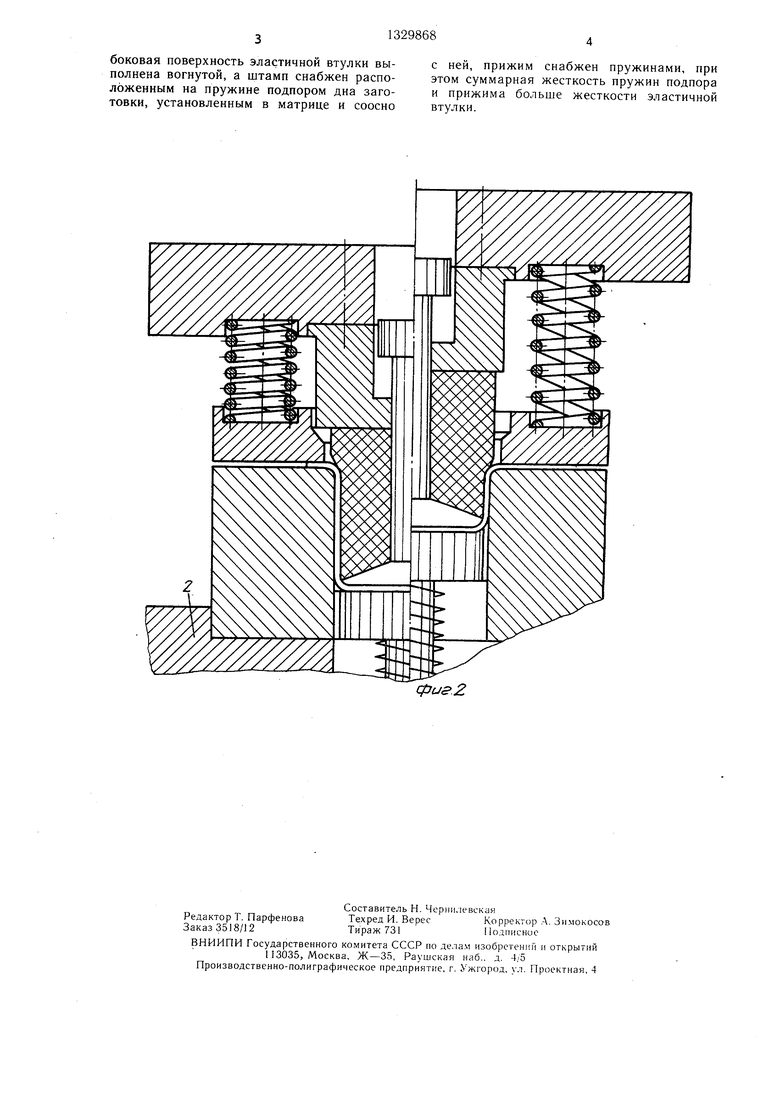
На фиг. 1 показан штамп для осуществления предлагаемого способа, продольный разрез (слева от оси показано положение деталей штампа в момент соприкосновения пуансона с заготовкой, а справа - заключительный этап предварительной деформации пуансона); на фиг. 2 - то же (справа от оси показан промежуточный момент вытяжки, а слева - момент окончания вытяжки).
Штамп содержит жесткую матрицу 1, установленную на опорной плите 2, прижим 3, действующий от упругих элементов - пружин 4, установленный в матрицу выталкиватель 5, действующий от пружин 6, а также пуансонодержатель 7, закрепленный в нажимной плите 8. Пуансон штампа представляет собой коаксиально установленные втулку 9 из эластичного материала и жесткий ступенчатый стержень 10.
Нижняя ступень 11 стержня, выполненная по конфигурации и размерам дна изделия, сопрягается с эластичной втулкой 9 по конусу, а верхняя ступень 12 стержня свободно подвешена в пуансонодержателе 7 и удерживается в глухом отверстии пуансоно- держателя своим заплечиком. При этом эластичная втулка 9 заключена между пуансо- нодержателем 7 и нижней ступенью 11 стержня 10. Образующая эластичной втулки 9 выполнена профилированной с таким расчетом, что при предварительном сжатии втулки осевым усилием она выпрямляется с образованием размера, обеспечивающим ей натяг по отношению к полости матрицы, а на участке, прилегающим к нижней ступени стержня пуансона образуется заходная часть.
Предлагаемый способ реализуется следующим образом.
Установленная на матрицу 1 штампа заготовка 13 при .рабочем ходе пресса прижимается прижимом 3. Когда пуансон достигает поверхности заготовки, то его эластичная втулка 9 начинает сжиматься от действия осевого технологического усилия. При этом суммарное усилие пружин 4 и 6 «а этом этапе деформации превосходит усилие деформации эластичной втулки 9 пуансона.
Поэтому до начала вытяжки вначале происходит деформация эластичной части пуансона, которая продолжается до выпрямления образующей втулки 9. И благодаря сопряжению втулки 9 по конусу с нижней ступенью 11 стержня 10 на втулке к этому моменту образуется заходная часть, обеспечивающая направление ей в полости матрицы при вытяжке.
На этом этапе деформации эластичного пуансона жесткость эластичной втулки возрастает настолько, что превосходит жесткость удерживающих заготовку пружин 4 и противодавление пружин 6 выталкивателя.
При дальнейшем рабочем ходе оформляется вытягиваемое изделие. При этом вытяжка происходит с постоянным усилием
0
деформации эластичного пуансона, что
объясняется постоянным значением величины натяга пуансона по отношению к полости матрицы. При обратном ходе пресса эластичная втулка 9, возвращаясь к своей первоначальной форме, не удерживает на се5 бе готовое изделие (в случае отсутствия на нем фланца).
Способ имеет следующие технические преимущества: позволяет производить вытяжку предварительно сдеформированным эластичным пуансоном, что расширяет грани0 цы использования способа; позволяет производить вытяжку с постоянным значением натяга эластичного пуансона по отношению к полости матрицы.
Указанные технические преимущества
5 дают возможность в результате использования изобретения по сравнению с прототипом получить положительный эффект, определяемый расширением технологических возможностей способа за счет расширения номенклатуры изделий, получаемых с по0 мощью заявляемого способа, например изделий, изготовляемых из более толстого либо прочного материала; увеличением стойкости эластичного пуансона за счет создания постоянных и оптимальных усилий деформации эластичного пуансона.
5
Формула изобретения
1.Способ вытяжки изделий из листовых заготовок, включающий операции прижима фланца заготовки и формообразование пу тем деформации эластичного пуансона и самой заготовки, отличающийся тем, что, с целью расширения технологических возможностей и увеличения стойкости эластичного пуансона, деформацию эластичного пуансое| на осуществляют перед деформацией заготовки усилием, не превыщающим усилие прижима, а деформацию заготовки осуществляют с постоянным усилием, равным усилию деформации эластичного пуансона, при этом вытяжку осуществляют с подпором
0 донной части заготовки.
2.Штамп для вытяжки изделий, содержащий соосно установленные жесткую матрицу, прижим, пуансонодержатель и пуансон, выполненный в виде коаксиально расположенных жесткого ступенчатого стерж5 ня, свободно размещенного в пуансонодержателе, и эластичной втулки, установленной между пуансонодержателем и нижней ступенью стержня, отличающийся тем, что.
боковая поверхность эластичной втулки выполнена вогнутой, а штамп снабжен расположенным на пружине подпором дна заготовки, установленным в матрице и соосно
с ней, прижим снабжен пружинами, при этом суммарная жесткость пружин подпора и прижима больше жесткости эластичной втулки.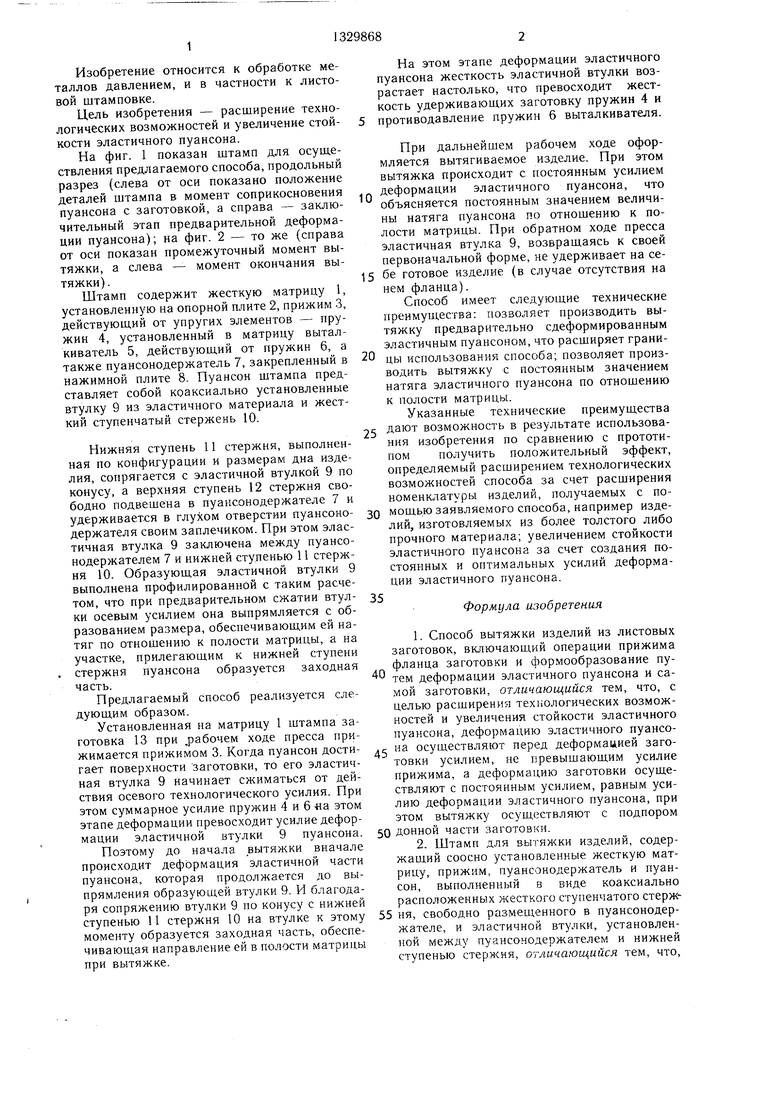
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп для вытяжки | 1981 |
|
SU997912A1 |
| Способ изготовления деталей из полых полуфабрикатов | 1986 |
|
SU1423226A1 |
| Комбинированный штамп | 1979 |
|
SU963620A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU1007786A1 |
| Штамп для глубокой вытяжки полых изделий | 1981 |
|
SU980899A1 |
| Штамп для вытяжки деталей иОбРЕзКи пРипуСКА | 1976 |
|
SU816626A1 |
| Штамп для вытяжки листового материала | 1982 |
|
SU1082521A1 |
| Штамп для изготовления полых деталей | 1987 |
|
SU1634349A1 |
| Штамп для формовки | 1980 |
|
SU912339A1 |
Изобретение относится к обработке металлов давлением, в частности к листовой штамповке. Цель изобретения - рас12 ширение технологических возможностей и увеличение стойкости эластичного пуансона. Заготовку 13 устанавливают в штамп и прижимают прижимом 3. При достижении пуансоном поверхности заготовки 13 эластичная втулка (ЭВ) 9 начнет сжиматься. На этом этапе деформирования суммарное усилие пружин 4 и 6 будет больше усилия деформации ЭВ 9, в силу чего вначале будет деформироваться ЭВ 9 до выпрямления ее образуюшей. На ЭВ 9 в этот момент образуется заходная часть, обеспечиваюш.ая ей направление в полости матрицы 1. При дальнейшем перемеш.ении пуансона путем вытяжки будет оформляться изделие. 2 с.п. ф-лы, 2 ил. 73 s 6 (Л со ю со СХ) О5 00 фие.1
фи$2
| Способ вытяжки листовых заготовок и штамп для его осуществления | 1978 |
|
SU771986A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас схем | |||
| М.: Машиностроение, 1975, с | |||
| Универсальный двойной гаечный ключ | 1920 |
|
SU169A1 |
| Кухонный очаг | 1922 |
|
SU537A1 |
