Изобретение относится к сварке и пайке и может быть использовано в устройствах для механизированной и автоматической сварки и пайки, а также в качестве гибкого направляющего канала.
Цель изобретения уменьшение трудоемкости подготовки шла}1га к работе и ние технологических возможностей.
Шланг снабжен втулками и выполнен в виде отдельных секций, причем отдельные секции соединены между собой втулками с возможностью их быстрого разъема, во втулках установлены подпружиненные шарики.
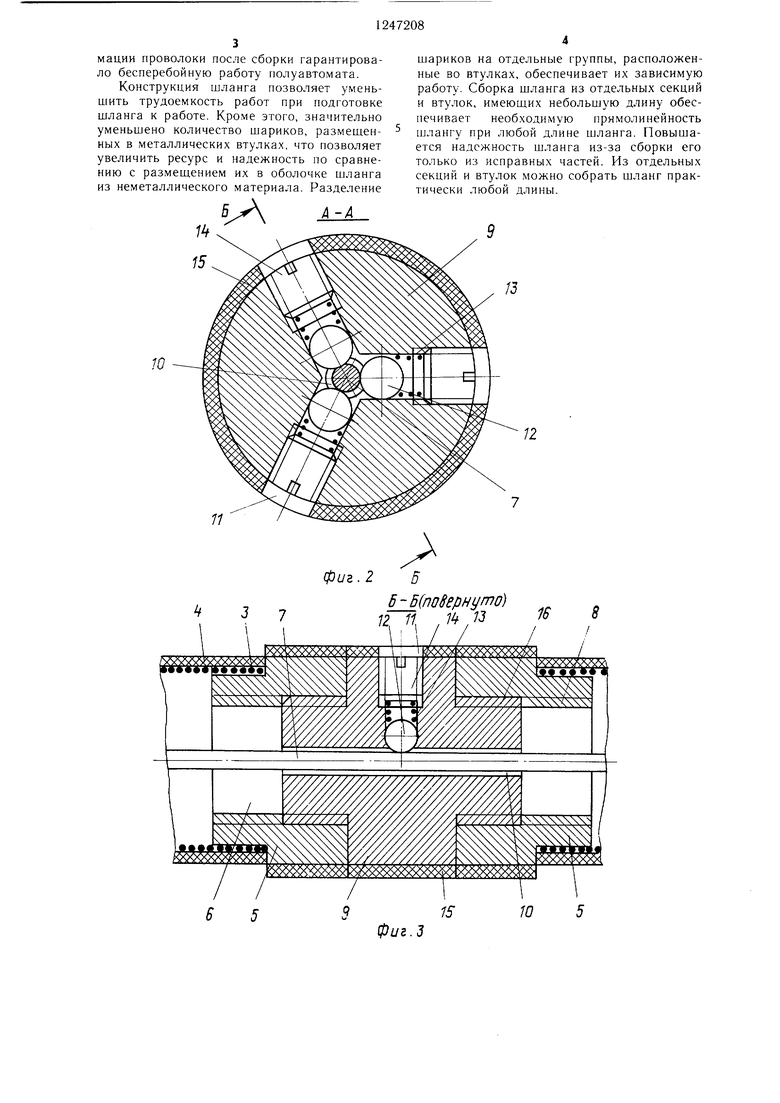
На фиг. 1 изображен шланг в собранном рабочем состоянии, общий вид; на фиг. 2 - разрез А - . на фиг. 1; на фиг. 3 разрез Б--Б на фиг. 2; на фиг. 4 - размещение in. iaiira в ящике при транспортировке и хранепии; на фиг. 5 - разрез В - В на (})иг . 4.
Шланг состоит из отдельпых секций длиной 15-30 см и соединительных вту- лок 2. Отдельная секция 1 состоит из внутренней трубки, выполненной в виде спирали 3, наружной оболочки 4 и торцовых флапцев 5. По оси фланцев 5 выполнены отверстия 6 для прохода сварочной прово- локи 7. Внутри отверстий 6 выполнена резьба 8 для соедине}1ия отдельных секций 1 между собой с помошью соединительных вту.пок 2. Соединительная втулка 2 состоит из корпуса 9, внутри которого выполнены но оси втулки дюзы 10 для прохода проволоки 7. ДюзЬ) И) вьпюлнены в форме двух конусов, на11равлен1П)Гх вершинами к центру втулки 2. В корпусе 9 радиально дюзе 10 для прохода проволоки 7 выполпены отверстия 11. Внутри отверстий 11 расположены njapHKn 12, юдпружиненные пружинами 13 и контак- тирующие со сварочной прово. юкой 7. Г1)у- жипы 13 взаимодействуют с винта.ми 14. ввернутыми в корпус 9 втулки 2. Снаружи корпус 9 покрыт изо;1яцией 15. Торцовые части корпуса 9 снабжены резьбой 16,
Подготовку шлан1-а к работе осу1цествля- ют следующи.м образом.
Подают проволоку на величину, равную 1,5 длины отдельной секции 1. Берут соединительную втулку 2 и надевают ее на проволоку 7. При этом парики 12 раздви- гаются, сжав пружины 13. Величину усилия взаимодействия шариков 12 с прово;1окой 7, а следовательно, и усилие падевания соединительной втулки 2 }ia проволоку 7 регулируют винтами 14. Величина усилия выбирается такой, чтобы втулка 2 свободно проскальзывала вдоль проволоки 7 и отсутствовала деформация поверхности ipo- вилоки 7. После надевания coeди штeльнoй втулки 2 на проволоку 7 ее крепят к кассете с проволокой 7. Затем на проволоку 7 надевают отдельную секцию 1. При это.м диа.метр отверстия 6, значительно больший диаметра проволоки 7, и небольшая длина
0 „ о
5 5
0
0
отдельной секции 1 упрощают надевание ее на |роволоку 7. После этого надетую отдельную секцию 1 соединяют с надетой втулкой 2. Для получения необходимой длины П1ланга продолжают соединять отдельные секции 1 с помоп1ью втулок 2, как указано выще. При этом перед надеванием очередной секции 1 производят подачу проволоки 7 на величину, равную 1,5-2 длины отдель {ой секции 1. После того, как собран П1ланг необходимой длины, свободный конец щланга привинчивают к механизму подачи проволоки тяпущего типа, соединенного с орелкой.
Внутренняя трубка, выполненная в виде спирали 3, жестко скрепленная с торцовым фланце.м 5 и втулкой 2, обспечивает необходимую упругость и жесткость как самой отдельной секции 1, так и всего шланга.
lloc;ie окончания работы, если это необходимо, производят демонтаж шланга на отде;Ц)Ные секции 1 и соединительные втулки 2 и уклад1 шают их внутрь ящика. Ремонт плапга заключается в замепе поврежденной части па исправную секцию, или втулку 2.
Пример. Ш.1анг выполнен из отдельных секций длиной 15-- 30 см, наружным диаметром 6 --20 мм. Внутренняя трубка выполнена из сталистой прово. юки диаметром 0,5-- 1,2 мм и припаяна тугоплавки.м припоем к фланцу. Внутренний диаметр спирали 4 16 мм. Внутри (})ланпа нарезана резьба. Паруж){ая защитная оболочка ц|лан1 а резиновая, а наружная боковая поверхность (})ланца, примыкаю цая к соеди- ните. 1ьпой втулке, выиолпена из пластмассьг Ма обо.ючке вы11о;1нен )ельеф для соединения секции с вту;|кой. Соедипитель)1ая втулка представляет co6oii мета;1лический ци- лппдр с резьбой на торнах, соответствующей резьбе lu) фланцах отде, 1Ь}1ой секции. По оси втулки выполнено сквозное отверстие для прохода прово.юки в виде двух конусов, направленных .ми в сторону шариков. Радиа;1ьпо осевому отверстию для прохода нрово;1оки вьпюлнены отверстия, в которых размен1ены стальные шарики, под |ружиненные с одной стороны пружинами, а с другой контактирующие друг с другом в случае отсутствия проволоки или взаимодействующие с проволокой, Korvaa П1ланг собран. Диаметр пшриков равен 0,5-5 мм. В разобранном виде шланг размещается в ящике п ямоу|-олы1ой формы. Отдельные секции н втулки крепятся хо.мутами к стенкам япшка. llL. ianr предназначен для работы с механизмом подачи тяпущего типа в полуавтомате для герметизапии откачного отверстия реле. При этом используется прово- ;1ока из припоя диаметром 0,4-1,2 мм. Сборку П1,лап1 а д. шной 4 5 м i-ia проволоке из припоя 1ЮС--61, диаметром 1,2 мм производили в течерше 3--4 мин. Отсутствие деформации проволоки после сборки гарантировало бесперебойную работу полуавтомата.
Конструкция шланга позволяет уменьшить трудоемкость работ при подготовке шланга к работе. Кроме этого, значительно уменьшено количество шариков, размещенных в металлических втулках, что позволяет увеличить ресурс и надежность по сравнению с размеш.ением их в оболочке шланга из неметаллического материала. Разделение
шариков на отдельные группы, расположенные во втулках, обеспечивает их зависимую работу. Сборка шланга из отдельных секций и втулок, имеюших небольшую длину обеспечивает необходимую прямолинейность шлангу при любой длине шланга. Повышается надежность шланга из-за сборки его только из исправных частей. Из отдельных секций и втулок можно собрать шланг практически любой длины.
фиг. 2 5
l2l.(noSepHymo)
ViiY i
13
7
фиг.З
ФигЛ
в-в
ipui. 5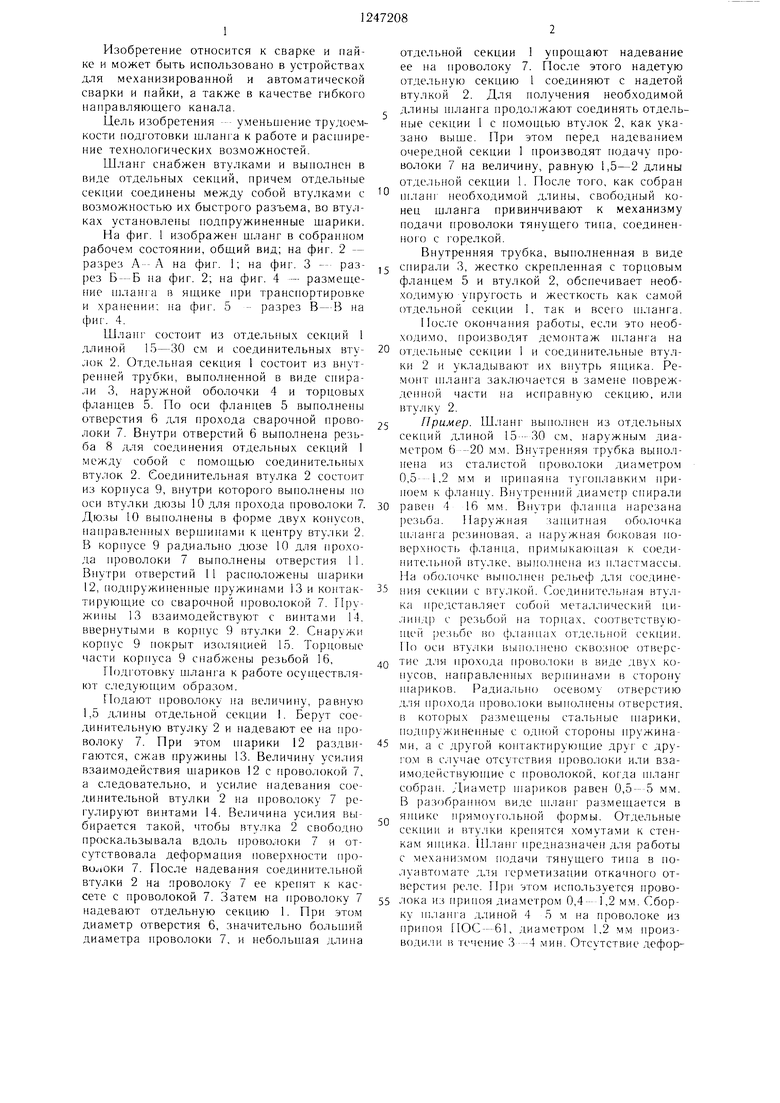
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи проволокиК пРиСпОСОблЕНию для СбОРКи дЕТАлЕй | 1979 |
|
SU820991A1 |
| Устройство для обжатия муфты | 1988 |
|
SU1516194A1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ ЭЛЕКТРИЧЕСКОГО СОЕДИНЕНИЯ МЕЖДУ НАБОРОМ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 1992 |
|
RU2096876C1 |
| Способ изготовления многослойной трубы | 1984 |
|
SU1247214A1 |
| Соединительная система шланга для сельскохозяйственной распределительной машины | 2015 |
|
RU2682227C2 |
| ФИЛЬТР ДЛЯ ЗАКАЧКИ ВОДЫ В СКВАЖИНЫ | 2014 |
|
RU2567307C1 |
| ФИЛЬТР ДЛЯ СКВАЖИН | 2014 |
|
RU2553874C1 |
| Горелка для сварки в среде защитных газов | 1985 |
|
SU1344538A1 |
| Анкерная крепь | 1973 |
|
SU625048A1 |
| НАГНЕТАТЕЛЬНОЕ ОБОРУДОВАНИЕ | 1994 |
|
RU2088754C1 |

Релпктор , 1 11ч1мииск;|я Заказ 41)о8 16
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва. Ж -35, Раушская наб., д, 4;5
Фи,1иал ППП «Патент, г. Ужг ород, ул. Проектная. 4
| Направляющий канал для подачи электродной проволоки | 1976 |
|
SU642103A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Шланг для подачи электродной проволоки | 1976 |
|
SU575186A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
