Изобретение относится к способам пайки, в частности к изготовлению многос; ой}1ых труб, и может быть использовано для изготовления длинномерных многослойных труб из иесваривиЮ Цихся в окислительной атмосфере и труднодеформируемых материалов.
11ель изобретения новьпнение работоспособности длинномерной трубы.
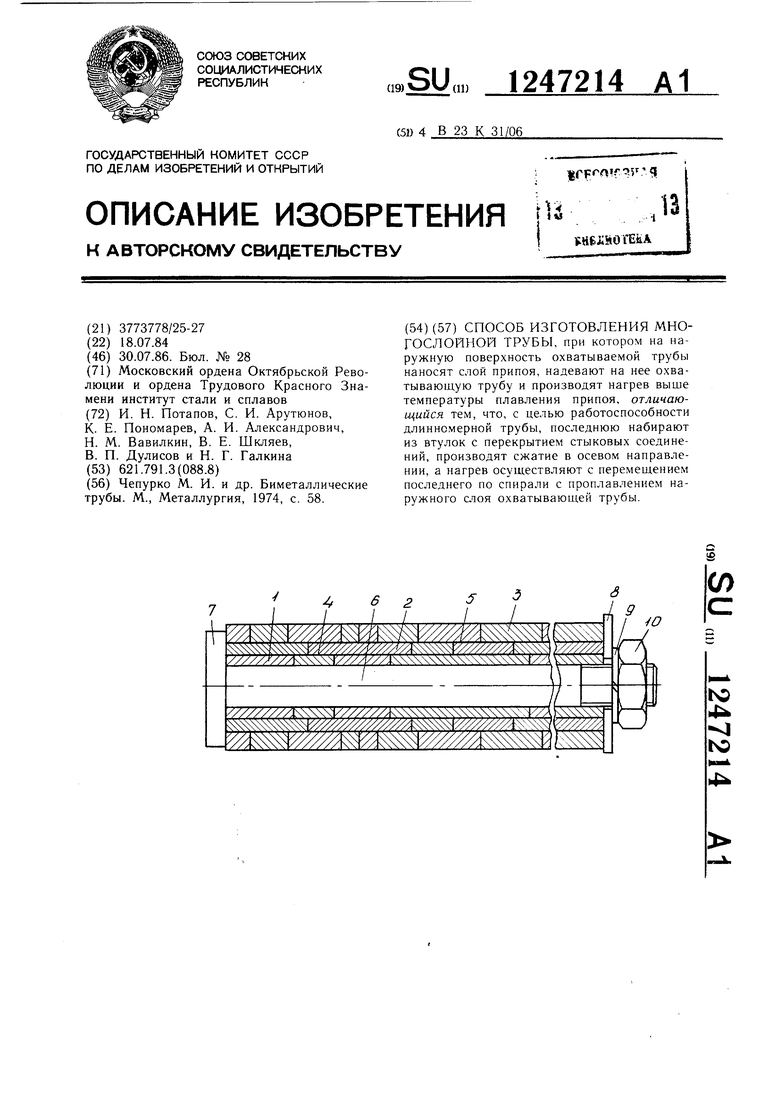
На чертеже с.хематически изображена собранная под найку многослойная труба со сборочной оснасткой.
Способ реализуется следующи.м образом.
Трубу собирают из отде;1ьных втулок 1-3, образуюн.и1х внутренний, средний и наружный смой, из разных материалов. Втулки каж;и)Г1; охватываюикмч) слоя нерекры- пают ст1,ки итул лк (охватываемого слоя, ila наружные DoiscpxiiocTH вту;1ок внутреннего 1 и срс.икчс 1: с. юен нанесено нокрытие нри- ноя 4 и : . При сборке вту.чки внутреннего слон 1 p; ;i vie iu K)T на се)дечнике онравки 6. ( ердечник представ.чяет собой стерже)1ь длиной незначитель.но 1рев1,пиаю1цей д.чину требуемой многослойной трубы. На одном конце стержня вьнюлнен бурт 7 с диа.метром, меньшим наружного диаметра трубы, на друго.мрезьба. Втулки состав. 1як)Н1их
труб1 ых заготовок слоев надевают на сердечник до упора в Втулки собирают с минимал1 11ым зазором.
умс1:Ы11ить вероятиость повреждения слоя 11)И11()я нрн 1роведении втулок трубной заготовки через всю д.лину нредыдуи1ей трубной заготовки и новысить качество многослойной трубы, целесообразно надевать вту.км друг на дру1-а поочередно в шахматном порядке: вначале 2 3 вту;1ки внутренней трубной заготовки, на них 2-3 или
1--2 (в зависимости от длины) втулки еле- дуюн1,ей трубной заготовки и т.д., затем опять
23 втулки внутренней трубной заготовки и далее в том же порядке пока не будет нол- ноетью соб)ана многос. юйная труба. После этого на се)деч11ик онравки 6 надевают нрижямную 8 и пружинную 9 шайбы и -ай- кой 10 плотно поджимают втулки трубных 3ai OTOBOK торцами друг к другу. Наружную поверхность составленной трубы оплавляют сварочной дугой, для чего труба получает вращательное, а сварочная дуга поступательное движения. Под сварочной ду1 ой образуется лока.чьная ванна жидкого металла, который после неремен1епия дуги застывает с образованием остаточных напряжений сжатия. Таким образом последовательно с малым шагом он. швлиется вся наружная поверхность многослойной трубы. При этом тепло сварочной дуги проникает внут((ь и способствует последовательному расплавлению всех припоев между составляю щими тоубу втулками. Расплавляясь, припой заполняет все зазоры межлл втулками, в то
же время под деиствие.м сжимающих напряжений остывающего наружного слоя последний получает радиальную усадку и окончательно выбирает все микрозазоры между
слоями втулок. Образуется плотное паяное соединение слоев. После остывания трубу снимают с сердечника и обрабатывают до конечных размеров.
Так можно изготовить многослойные тру- 6iji практически любой длины из любых не- сваривак)Н1,ихся и труднодефор.мируемых ма- гериа. юв. Составляющие втулки могут быть сколь угодно ма;1ой длины, что особенно актуаль.ю для особопрочных, малон;1астич- ньгх и тугонлавких материалов, из которых
5 трудно изготовить длинную трубу. Шахматное расположение составляюн1их втулок слоев способствует повышению предела нроч- ности трубы на изгиб и сдвиг, повышая таким образом качество мно1 ослойной трубы. Режимы и глубина оплавления выбираются
0 исходи из конкретных материалов, толщин составляющих втулок, температур расплав- .1ения припоев с учетом потерь тепла при п)охождении вг лубь многослойной трубы и ре1 у;1ируются мопик)стью сварочной дуги.
5 Пример 1. Десять втулок из сплава .Х12К60В14Н11 с наружны.м диаметром 50 мм, внутренним диаметром 30 мм и длиной 150 мм после нанесения на их наружную поверхность припоя надели на сердечник диаметром 29 мм и длиной 1600 мм. Сверху
D надели семь втулок из стали ЗОХН2МФА с наружным диаметром 70 мм, внутренним диа.метром 50,5 мм, длиной 200 мм, одну втулку длиной 100 мм. После плотного под- жатия втулок друг к другу наружную по- верхпость биметаллической заготовки оп5 лавили по винтовой линии с щаго.м 3 мм в api one вольфрамовым электродом со скоростью расплавления 36 м/ч. Глубина оплавления 7 мм. Поеле остывания биметаллическую трубу длиной 1500 мм сняли с
Q сердечника и обточили по наружной поверхности до диа.метра 67 мм на токарно.м станке. В нескольких местах трубу нрострогали вдоль сечения с целью обнаружения дефектов найки. Несплошностей .между слоями не обнаружено.
5Пример 2. Втулки из никеля с наружным
диаметром 30 мм, внутренним диаметром 20 мм и д;1иной 90 мм (всего 10 шт.) носле нанесения на их наружную поверхность при- ноя надели на сердечник диаметром 19,5 мм и д. щной 1000 мм. Второй слой составили из втулок из стали ШХ-15 с наружным диаметром 45 мм, внутренним диаметром 30,5 мм и длиной 120 мм (7 щт.) и 60 мм (1 щт.), на который после нанесения припоя надели третий С.1ОЙ из молибденовых колец с на5 ружным диаметром 60 м.м, внутренним диаметром 45,5 мм и толщиной от 10 до 30 мм. Вту. 1ки слоев надели друг на друга в шахматном порядке: 2 никелевые - 1 сталь0
1247214
3Ч
ная - 5-6 (в зависимости от толщины) МО-со скоростью расплавления 50 м/ч. Глубилибденовых и т.д. Составленную таким об-на оплавления 5 мм. После остывания труразом трехслойную трубу длиной 900 ммбу сняли с сердечника и обточили до диапосле поджатия втулок друг к другу оп-метра 58 мм. Визуальный осмотр поперечнолавили по наружной поверхности вольфра-с сечения трубы после строгания показал
мовым электродом с шагом 2 мм в аргонеотсутствие несплошностей между слоями.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ ПАЙКОЙ | 2012 |
|
RU2537979C2 |
| Способ изготовления биметаллических труб диффузионной сваркой | 1983 |
|
SU1088901A1 |
| Способ изготовления биметаллических цилиндрических изделий | 1982 |
|
SU1087221A1 |
| Способ изготовления прямошовных труб | 1987 |
|
SU1473873A1 |
| Шланг для подачи сварочной проволоки | 1983 |
|
SU1247208A1 |
| СПОСОБ МНОГОСЛОЙНОЙ ГИБРИДНОЙ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ СТАЛЬНЫХ ПЛАКИРОВАННЫХ ТРУБ | 2018 |
|
RU2706988C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ БИМЕТАЛЛИЧЕСКИХ ТРУБ РАЗМЕРОМ ВН.279Х36 (351Х36) И ВН.346Х40 (426Х40) ММ ИЗ СТАЛИ МАРОК 10ГН2МФА+08Х18Н10Т С ВНУТРЕННИМ ПЛАКИРУЮЩИМ СЛОЕМ СТАЛЬЮ 08Х18Н10Т ТОЛЩИНОЙ 7±2 ММ | 2012 |
|
RU2516137C1 |
| СПОСОБ УПРОЧНЕНИЯ ИЛИ ВОССТАНОВЛЕНИЯ РАБОЧИХ ПОВЕРХНОСТЕЙ ШЕЕК ВАЛОВ | 2006 |
|
RU2316417C1 |
| БАНДАЖНОЕ КОЛЬЦО РОЛИКА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2124962C1 |
| Способ волочения труб | 1974 |
|
SU630023A1 |
| Чепурко М | |||
| И | |||
| и др | |||
| Биметаллические трубы | |||
| М., Металлургия, 1974, с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
