1
Изобретение относится к устройствам для дуговой сварки и может быть использовано для подачи как электродной, так и присадочной проводки.
Известен шланг дгш подачи электродной проволоки, содержащий оболочку с каналом, в котором для снижения трения скопьжения уменьшает площадь соприкосновения электрода с внутренней поверхностью шгганга за счет разнесения на одинаковое расстояние опорных поверхностей из синтетического материала с низким коэффициентом-трения .
Указанный шланг при больщой длине (до 10 м) требует тя.нуще-топкающих механизмов подачи, т.е. подающего механизма сдвумя приводами. В этом случае установка значительно усложняется.
Известен также направляющий канап для проволоки, в котором для уменьщения сил сопрот 1впения проталкиванию электродной проволоки делают ребристую внутреннюю поверхность направляющего канала.
Недостатком такого канала является то, что возникающие между проволокой и внутренней поверхностью шланга большие усилия
на трение скольжения затруд.няют подачу электрода на большие расстояния и вызывают: нестабильность режима сварки 2.
Наиболее близким к изобретению по технической сущности и достигаемому резупь гату является шланг для подачи электродной ароволки, выполненный в виде обопочкн с направляющим канапом|3.
Недостатком этого шланга является неравномерная и нестабильная подача из-за возникновения значительных сил сопротивления при прохождении подаваемой проволоки по каналу.
Цель изобретения - обеспечеяне равномености и стабильности подачи, проволоки.
Это достигается тем, что в оболочке выполнены по асей ее длине сообщающиеся попарно полости, внутри которых размещены свободно перемещающиеся щарики, причем часть полостей сообщается с направляющим каналом для взаимодействия шариков с подаваемой проволокой.
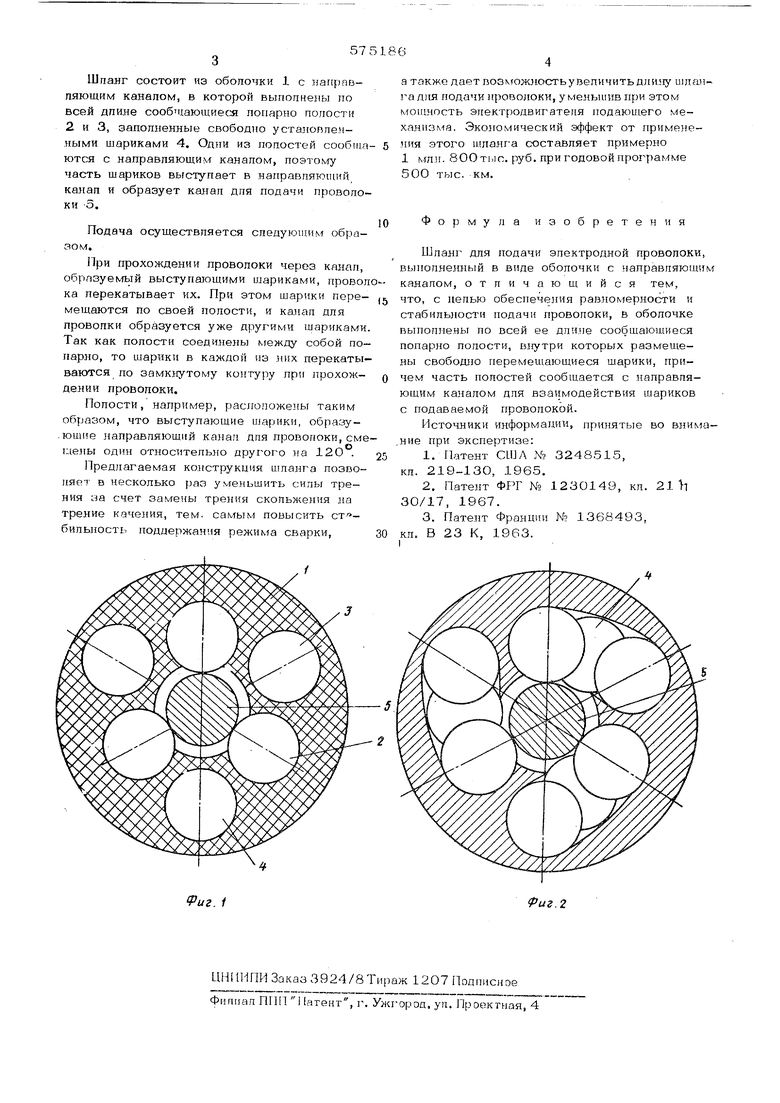
На фиг. 1 изображен предлагаемый щлан в разрезе; на фиг. 2 - вариант выпопнення полостей.
Шпанг состоит из оболочки 1 с нагграрзпяющим каналом, в которой выпопнены по всей дпине сообпшющиеся попарно полости 2 и 3, заполненные свободно устазюплеяными шариками 4. Одни из попостей сообща ются с направляющим каналом, поэтому часть шариков выступает в направпягоишй канал и образует канал для подачи проволоки 5. Подача осуществляется следующим обраПри прохояодении проволоки через канал, образуемь1й выступающими шариками, провол ка перекатывает их. При этом шарики перемещаются по своей полости, и канал для провопки образуется уже другими щарикамн Так как полости соединены межпу собой попарно, то шарики в каждой из ннх перекатываются по замкнутому контуру при прохождении провопоки. Полости, например, распопожены таким образом, что выступающие шарики, образу.ющие направляющий для проволоки, сме щены один относительно другого на 120 . Предлагаемая ко.нструкция шланга позволяет в несколько раз уменьщить сипы трения за счет замень трения скольже}1ия на трение качения, тем. самым повысить ст бильность поддержания режима сварки.
а также дает возкгожностьувепнчить длину шланга для подачи проволоки, уменьшив при этом мощность электродвигателя подающего механ1 зма. Эко}1омический эффект от примене я этого шланга составляет примерно 1 млн. 800 тыс, руб. при годовой программе 500 тыс. км. Формула изобретения Шланг для подачи электродной проволоки, выполненный в виде оболочки с направляющим каналом, отличающийся тем, что, с целью обеспечения равномерности и стабильности подачи проволоки, в оболочке выполнены по всей ее длине сообщающиеся попарно полости, внутри которых размещены свободно перемещающиеся щарики, при- цем часть полостей сообщается с направляющим каналом для взаимодействия шариков с подаваемой проволокой. Источники информации, принятые во В}1Имание при экспертизе: 1. Патент США № 3248515, кл. 219-13О, 1965. 2.Патент ФРГ № 123О149, кл. 21 h 30/17, 1967. 3.Патент Франции N 1368493, кл. В 23 К, 1963.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шланг для подачи сварочной проволоки | 1976 |
|
SU610629A1 |
| Устройство для подачи электродной проволоки | 1984 |
|
SU1219290A1 |
| Устройство для направления присадочной проволоки | 1980 |
|
SU994177A1 |
| АППАРАТ ДЛЯ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ПЛАВЯЩИМСЯ МУНДШТУКОМ | 1972 |
|
SU426774A1 |
| Способ дуговой сварки | 1979 |
|
SU1230772A1 |
| Устройство для подачи проволоки | 1976 |
|
SU604640A1 |
| Устройство для импульсной подачи электродной проволоки | 1983 |
|
SU1088898A1 |
| Токоподводящий элемент | 1977 |
|
SU682334A1 |
| КАТЕТЕР ДЛЯ ИНЪЕКЦИИ ЖИДКОСТИ ИЛИ ЛЕКАРСТВЕННОГО СРЕДСТВА | 1994 |
|
RU2139105C1 |
| Сварочный мундштук | 1978 |
|
SU841844A1 |
