Изобретение относится к режущим инструментам и может быть использовано при изготовлении точных отверстий в деталях из вязких и пластичных материалов.
Цель изобретения - повышение качества обработки отверстий.
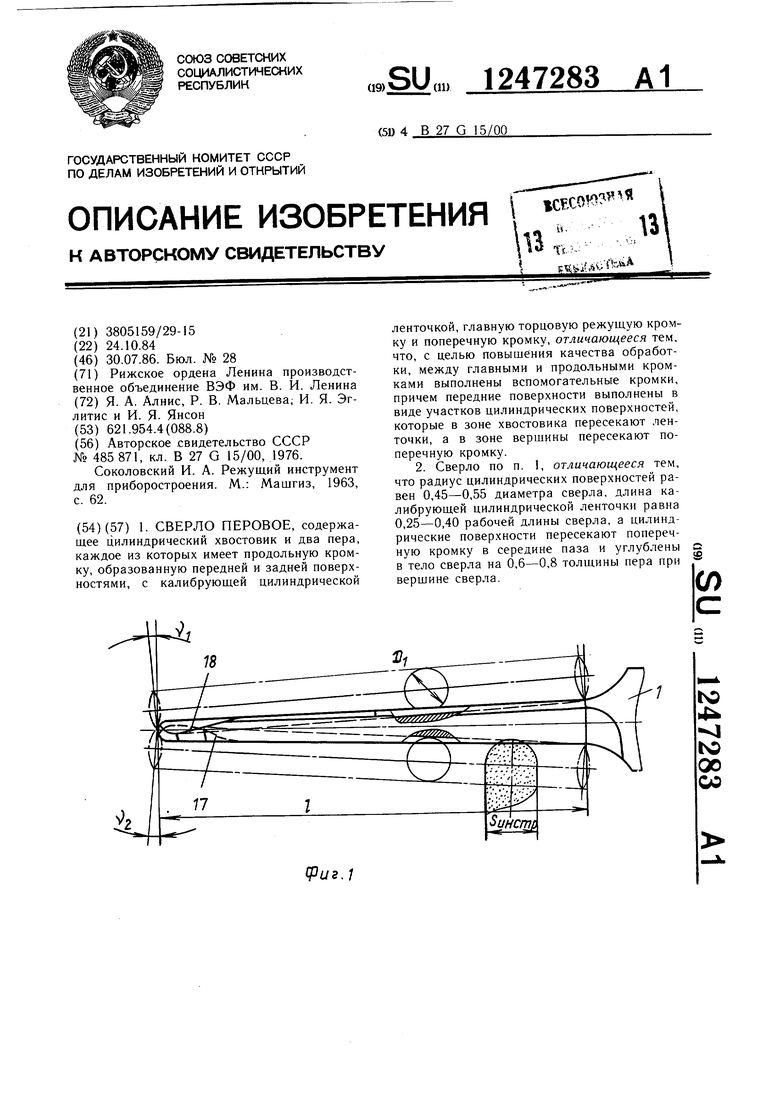
На фиг. I показано первое сверло для обработки вязких сплавов; на фиг. 2 - то же, передняя часть; на фиг. 3 - сечение А-А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 2; на фиг. 5 - сечение В-В на фиг. 2.
Сверло содержит цилиндрический хвостовик 1 и два пера 2 и 3, которые имеют продольные кромки 4 и 5, образованные цилиндрическими передними поверхностями 6 и 7 и задними поверхностями 8 и 9, с калибрующими цилиндрическими ленточками 10 и 11. Сверло имеет две главные торцовые режущие кромки 12 и 13. Между главными кромками 12 и 13 и продольными кромками 4 и 5 соответственно выполнены вспомогательные кромки 14 и 15. Цилиндрические поверхности б и 7 в зоне хвостовика 1 пересекают калибрующие цилиндрические ленточки 10 и 11, а в зоне верщины пересекают поперечную кромку 16. Радиус цилиндрических поверхностей 6 и 7 равен 0,45- 0,55 диаметра сверла D, длина калибрующей ленточки /Ц1,.п равна 0,25-0,40 рабочей длины сверла /. Цилиндрические поверхности 6 и 7 углублены в тело сверла на 0,6- 0,8 толщины пера при верщине сверла. На фиг. 3-5 показано, что углы резания непрерывно меняются вдоль рабочей длины сверла /. В результате выполнения цилиндрических поверхностей на перьях 2 и 3 рабочие кромки образуют вогнутые линии 17 и 18. Вспомогательные кромки 14 и 15 расположены под углом 2.У I f, где У - угол между главными кромками 12 и 13 в плане. Оси цилиндрических поверхностей 6 и 7 образуют с продольной осью сверла в плане угол in, а в плоскостях, перпендикулярных передним поверхностям 19 и 20, образуют углы V| и V2 соответственно.
Сверло работает следующим образом.
При рассверливании отверстий главные кромки 12 и 13 и вспомогательные кромки 14 и 15 снимают припуск на величину, зависящую от деформации кручения режущих кромок. Чем больще закручены кромки под действием сил резания, тем больщий припуск остается на продольные кромки 4 и 5, которые калибруют отверстие, снимая оставшийся припуск и уплотняя стенки отверстия при помощи ленточек 10 и 11. Вспомогательные кромки 14 и 15 обеспечивают более равномерное распределение сил резания, что предохраняет сверло от поломок при больщих аксиальных скоростях резания и неоднородности материала детали, а стружка при этом более тонкая, сливная.
Конструкция сверла позволяет повысить точность обработки, стойкость и возможность перезаточек благодаря цилиндрическому калибрующему участку.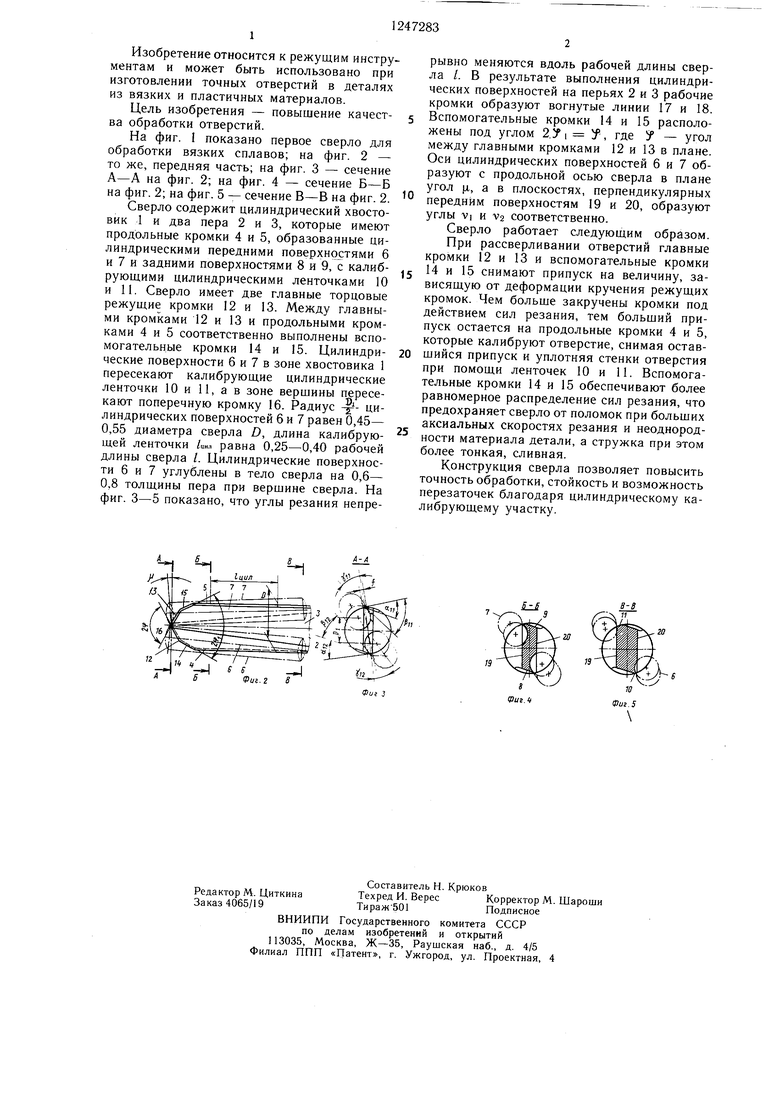
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЛЬЦЕВОЕ СВЕРЛО | 2005 |
|
RU2287407C1 |
| РЕВЕРСИВНОЕ СВЕРЛО | 2001 |
|
RU2214318C2 |
| Инструмент для чистовой обработки отверстий | 1990 |
|
SU1764858A1 |
| Сверло для сверления полимерных композиционных материалов | 1984 |
|
SU1238905A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| Спиральное сверло | 1974 |
|
SU795748A1 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| КОЛЬЦЕВОЕ РЕВЕРСИВНОЕ СВЕРЛО | 2008 |
|
RU2377101C1 |
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
Фиг. 2 S
го
УигЛ
| Прибор для автоматического контроля скорости поездов | 1923 |
|
SU485A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Соколовский и | |||
| А | |||
| Режущий инструмент для приборостроения | |||
| М.: Машгиз, 1963, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
