Изобретение относится к обработке материалов резанием, в частности к сверлам для сверления полимерных композиционных материалов типа органопластик.
Цель изобретения - повышение производительности и улучшение качества обработки нри сверлении полимерных композиционных материалов.
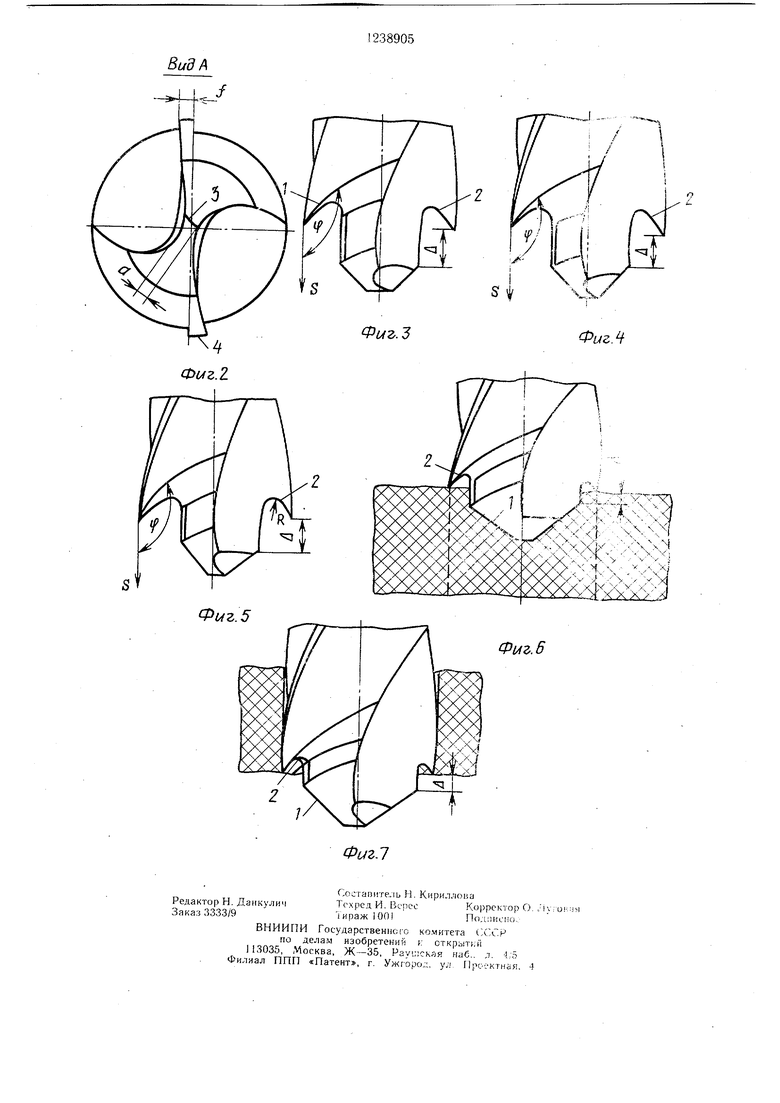
На фиг. 1 представлена режущая часть сверла; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - режущая часть с прямолинейной вспомогательной режущей кромкой; на фиг. 4 то же, с криволинейной вспомогательной режущей кромкой; на фиг. 5 - то же, с вспомогательной режущей кромкой, оформленной по радиусу; на фиг. 6 - момент сверления центральной частью сверла; на фиг. 7 - то же, вспомогательными режущими кромками.
Сверло имеет режущую часть, состоящую из центрального сверла с главными режущими кромками I и вспомогательные ре- жущие кромки 2 на периферии, поперечную режущую кромку 3, цилиндрические ленточки 4.
Верщина вспомогательных режущих кромок на периферии расположена ниже точки сопряжения этих режущих кромок с цилиндрическими ленточками центрального сверла, что позволяет одновременно сверлить и рассверливать с хорощей подрезкой периферийных участков полимерного композиционного материала.
Вспомогательные режущие кромки выполнены прямолинейной или криволинейной формы с углом в плане, равным 110-140°. При меньщих углах в плане ухудщается подрезка полимерного композиционного материала, а при больщих углах в плане повыщается интенсивность износа вспомогательных режущих кромок и уменьшается стойкость сверла.
Как показали опыты, вспомогательные
Экспериментально установлено ; ; огноше- ние между диаметром сверла на периферии и диаметром центрального сверла 2-3 и отношение диаметра сверла и дли.ны поперечной режущей кромки центрального свер 5 ла 20-10. Такие соотношения позволяют уменьшить на 70-80% осевую составляющую силы резания, действующую на подрезающие режущие кромки при расвер- ливании после выхода центрального сверла, to Этим достигается плавный вход и выход вспомогательных режущих кромок и обеспечивается хорошее качество кромок детали при высокой производительности и хорошем качестве обработки.
Установленное соотношение диаметра ts сверла и величины превышения вершин вспо могательных режущих кромок относительно главных режущих кромок сверла -2- 10-20 позволяет обеспечить плавный выход вершин вспомогательных режущих кромок при всем диапазоне реальных подач и уменьшить вспомогательное время при вреза нии и выходе сверла.
Соотношение 5- 50-25 позволяет рассчитать ширину цилиндрической ленточки на периферии, при которой обеспечивается 25 хорошее центрирование сверла, чистота обработки и малое трение цилиндрических ленточек.
Предлагаемое сверло работает следующим образом.
Вначале сверление материала осуществ- 30 ляется центральной частью сверла. При этом цилиндрические ленточки центрального сверла являются направляющими для инструмента. При указанных соотношениях -j и центральное сверло выполняет основную ра боту резания. Затем вспомогательные режу- 35 щие кромки на периферии подрезают поверхностные слои (по диаметру D) обрабатываемого материала до полного выхода сверла, подрезая также кромку на ;зыходе сверла.
В конце сверления первыми выходят из отверстия главные режущие кромки, при этом
20
режущие кромки на периферии могут быть вспомогательные кромки воспринимают только 20-30% общей осевой составляющей силы резания. Плавный выход вспомогательных режущих кромок обеспечивает хорошее подрезание полимерного композиционного материала на выходе сверла.
выполнены прямолинейной, криволинейной, произвольной формы или по радиусу, но угол в плане для всех форм вспомогательной режущей кромки должен находиться в пределах 110-140°.
Экспериментально установлено ; ; огноше- ние между диаметром сверла на периферии и диаметром центрального сверла 2-3 и отношение диаметра сверла и дли.ны поперечной режущей кромки центрального свер- ла 20-10. Такие соотношения позволяют уменьшить на 70-80% осевую составляющую силы резания, действующую на подрезающие режущие кромки при расвер- ливании после выхода центрального сверла, o Этим достигается плавный вход и выход вспомогательных режущих кромок и обеспечивается хорошее качество кромок детали при высокой производительности и хорошем качестве обработки.
Установленное соотношение диаметра s сверла и величины превышения вершин вспомогательных режущих кромок относительно главных режущих кромок сверла -2- 10-20 позволяет обеспечить плавный выход вершин вспомогательных режущих кромок при всем диапазоне реальных подач и уменьшить вспомогательное время при врезании и выходе сверла.
Соотношение 5- 50-25 позволяет рассчитать ширину цилиндрической ленточки на периферии, при которой обеспечивается 5 хорошее центрирование сверла, чистота обработки и малое трение цилиндрических ленточек.
Предлагаемое сверло работает следующим образом.
Вначале сверление материала осуществ- 0 ляется центральной частью сверла. При этом цилиндрические ленточки центрального сверла являются направляющими для инструмента. При указанных соотношениях -j и центральное сверло выполняет основную работу резания. Затем вспомогательные режу- 5 щие кромки на периферии подрезают поверхностные слои (по диаметру D) обрабатываемого материала до полного выхода сверла, подрезая также кромку на ;зыходе сверла.
В конце сверления первыми выходят из отверстия главные режущие кромки, при этом
0
вспомогательные кромки воспринимают толь вспомогательные кромки воспринимают только 20-30% общей осевой составляющей силы резания. Плавный выход вспомогательных режущих кромок обеспечивает хорошее подрезание полимерного композиционного материала на выходе сверла.
Состапитель Н. Кириллова
Редактор Н. ДапкуличТехред И. ВопесКорректор О. Лхгор гч
Заказ 3333/9Тираж 1001 По.инк-ио.
ВНИИПИ Государственно -о комитета с;ССР
по делам иэобретекий к открытий
113035, Моеква, Ж-35, Рауигскяя наб.. л. 4;5
Филиал ППП «Патент, г. Ужгоро;;. ул Проектная, 4
Фиг.7
| название | год | авторы | номер документа |
|---|---|---|---|
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
| Сверло для обработки композиционных материалов | 1989 |
|
SU1657394A1 |
| СБОРНОЕ КОЛЬЦЕВОЕ СВЕРЛО С МЕХАНИЧЕСКИМ КРЕПЛЕНИЕМ МНОГОГРАННЫХ РЕЖУЩИХ ПЛАСТИН И НЕПЕРЕТАЧИВАЕМЫЕ ПЛАСТИНЫ ДЛЯ ЕГО ОСНАЩЕНИЯ | 2014 |
|
RU2656190C2 |
| СВЕРЛО С КАНАЛОМ ДЛЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО СРЕДСТВА | 1996 |
|
RU2140341C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПЕРЕМЫЧКОЙ | 2009 |
|
RU2462334C2 |
| СПИРАЛЬНОЕ СВЕРЛО | 2006 |
|
RU2414996C2 |
| СПИРАЛЬНОЕ СВЕРЛО И СПОСОБ СВЕРЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРИМЕНЕНИЕ СВЕРЛА, СПОСОБЫ ЕГО ПЕРЕТАЧИВАНИЯ И ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2600465C2 |
| СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ КОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ СВЕРЛЕНИЯ С ПОМОЩЬЮ УКАЗАННОГО СВЕРЛА | 2008 |
|
RU2469820C2 |
| Сверло для пластмассы и т.п. материала | 1940 |
|
SU63889A1 |
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |

| Имшенник К | |||
| П | |||
| Спиральные сверла | |||
| М: НИИМАШ, 1966, с | |||
| Система механической тяги | 1919 |
|
SU158A1 |
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
