Известные прессформы для прессования древесины с использованием пуансонов не позволяют получить равнопрочных изделий.
Описываемая прессформа имеет преимущество перед известными, выражающееся в получении равнопрочных изделий, благодаря применению в нижнем пуансоне сердечника, подъем п опускание которого производятся посредством гидравлических толкателей, установленных на опорной раме прессформы и могущих подключаться к гидравлической системе пресса, на котором устанавливается прессформа.
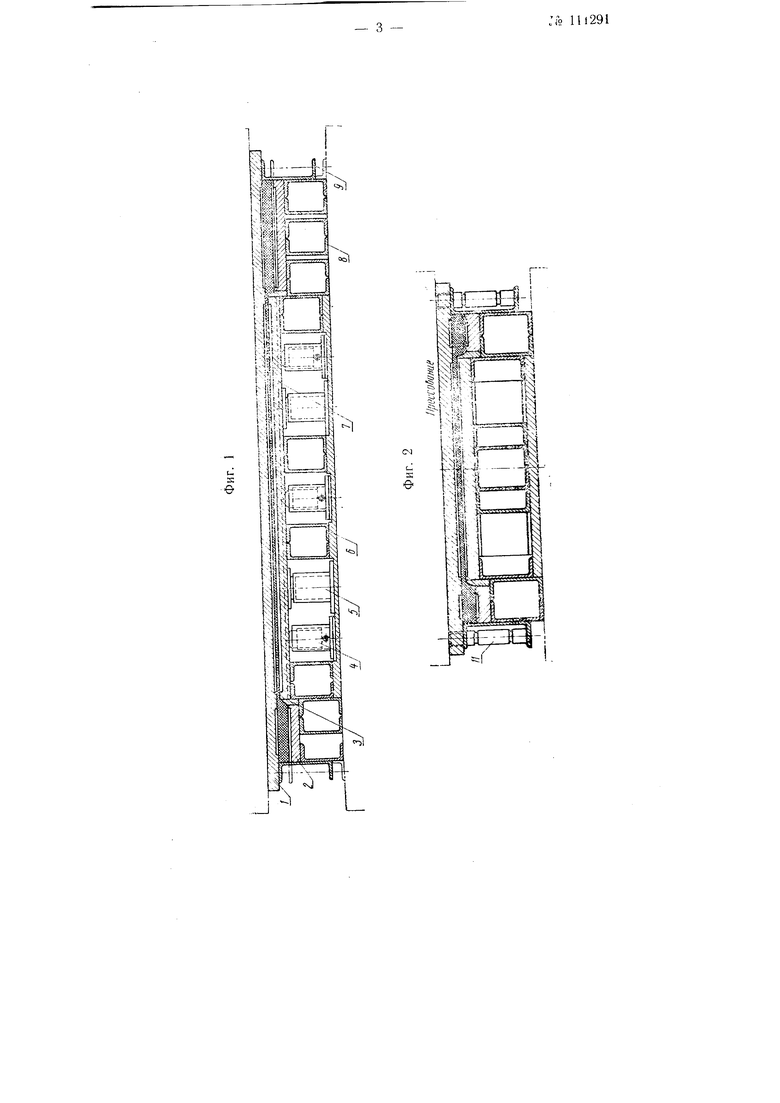
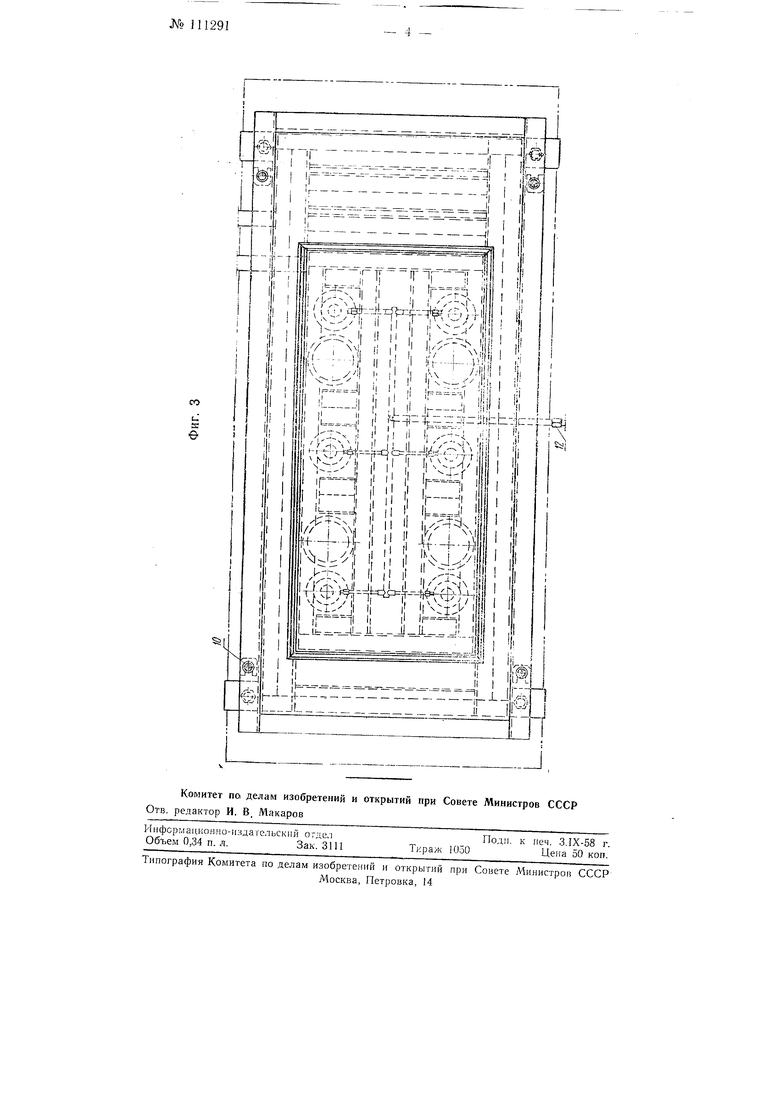
На фиг. 1 изображен продольный разрез прессформы; на фиг. 2- ее поперечный разрез; на фиг. 3 - вид сверху.
Прессформа состоит из плиты 1 верхнего пуансона, рамки 2 нижнего пуансона, сменных вкладыщей 3, гидравлических толкателей 4, направляющих колонок 5, опорной рамы 6, сердечника 7, опорной коробки 8, формовочной рамки-матрицы 9, выполненной в виде коробки из щвеллера, вилок W, упорных щтоков .//и гидравлической системы 12.
Прессформа устанавливается на гидравлическом прессе и через регулировочпо-распределительную аппаратуру подключается к его гидравлической системе.
Для прогрева и полимеризации прессуемого материала в поле токов высокой частоты плиту верхнего пуансона изолируют от остальной конструкции высокочастотными диэлектриками.
Прессование изделия производится следующим образом.
Перед засыпкой смеси сердечник гидравлическими толкателями устанавливается на нужную высоту. Колонки являются направляющими при подъеме и опускании сердечника. Формовочная рамка с помощью упорных щтоков и вилок верхней плитой пресса приподнимается
№ 111291
вдоль опорной коробки па высоту засыпки материала, зависящую от профиля и толщины готового изделия.
Сменные вкладыши и рамка нижнего пуансона остаются при этом неподвижными на опорной коробке.
Технологическая смесь засыпается на уровень верхнего торца формовочной рамки, затем включается пресс. Под действием усилия пресса смесь уплотняется, сердечник пуансона опускается, и материал, прогреваясь, полимериззется, а излишки растворителя испаряются.
После полимеризации смолы формовочная рамка прессом посредством упорных штоков и вилок опускается в крайнее нижнее положение и освобождает запрессованную деталь.
Затем в толкатели сердечника через гидравлическую систему подается давление, и изделие приподнимается и отделяется от рамки нижнего пуансона. Под паходящуюся на весу часть изделия заводится легкий рольганг, сердечник опускается, а изделие сталкивают по рольгангу к стеллажу готовой продукции.
Разная но.мепклатура изделий обеспечивается установкой сменных вкладышей, подкладок и т. д., а также регулировкой поднятия сердечника при засыпке с.меси, причем подъем и опускание сердечника позволяют запрессовать материал в одинаковом количестве по удельнолгу объему и получить равнопрочные изделия, несмотря на разлую толщину.
Предмет изобретения
1. Прессфор.ма-штамп для изготовления цельнопрессованных дверных по.1отен, деталей .мебели и т. п. деталей из древесных отходов, а также камыша, костры и пр., состоящая из верхнего и нижнего пуансонов п легкой подвижной матрицы - формовочной рамки, вынолнен.ной в виде коробки из швеллера, отличающаяся тем, что, с целью воз.можности получения равнопрочных изделий, в нижнем пуансоне применен сердечпик, подъем и опускание которого производится посредством гидравлических толкателей, установленных на опорной ра.ме прессфор.мы и могущих подключаться к гидравлической системе пресса, на котором устанавливается прессформа.
2. Прессформа-щтамп по п. 1, отличающаяся тем, что, с целью прогрева и полимеризации материала в поле токов высокой частоты, при прессовании, плиту верхнего пз ансона изолируют от остальной конструкции высокочастотными диэлектриками.
Ни
lilt:
е
--1
fr
STi ::::zzz::: :3
1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья различных строительных деталей из волокнистых масс | 1957 |
|
SU114141A1 |
| Автоматическая установка для непрерывного формования быстротвердеющих многопустотных строительных изделий, например панелей | 1958 |
|
SU124858A1 |
| Роторный пресс-автомат для изготовления строительных изделий из полимерных и других материалов | 1960 |
|
SU138850A1 |
| Устройство для формования изделий | 1977 |
|
SU733986A1 |
| Пресс-форма для абразивных кругов | 1939 |
|
SU59304A1 |
| СТАЦИОНАРНАЯ ПРЕССФОРМА ДЛЯ НЗГОТОВЛЕНИЯ АБРАЗИВНЫХ ШЕВЕРОВ | 1969 |
|
SU232795A1 |
| Пресс-форма для прессования изделий из порошка | 1983 |
|
SU1092005A1 |
| Устройство для формования штучных строительных изделий | 1990 |
|
SU1791122A1 |
| Пресс-форма | 1978 |
|
SU814742A1 |
| Роторный пресс для прессования порошковых материалов | 1979 |
|
SU935313A1 |
/
.
, - / ,r I
, и. ,1 1; ji IJi li I
I Iii ,1 bp -:v--J--: t pb-trr:
i I I , ., -; I ,
i x-x , I 11 ii | ,. : H
i ;;
I s--- Ii; ---х-Г
crrl J H
L...J i| lU-Ul, i| ii|Г Зч1
I -- I II -b-J
r,(, I, jU.:
,V i /Л л 11 ,Kv I //I
I l-b, I ,l ll,,.-:
Щн144йШ
-r
ii I i ii :t i
VI- ,1 i| I, ;i -к
I ( I i F ...
1
§
N--.
.-i-i ..
i-:; -J
(1
1 I
-. -
-- r-|f- llii Й
1}Ь-4т:{Ц %0||
i ii 11 I 1 --:-:; I
II чi
I i I ll - I
- 1I
iiilli i
r- ---VI I Ii;
- -ir iW
I, I
±J
ii
