1248726
Изобретение относится к обработке металлов резанием и касается.обработки отверстий глубиной от 2-3 до 10- 15 диаметров инструмента с винтовыми стружечными канавками.5
Цель изобретения - повьшение стойкости инструмента и производительности обработки путем полного удаления стружки из отверстия.
На фиг. 1 изображена схема осуще- JQ ствления способа; на фиг. 2 - разV
2 f
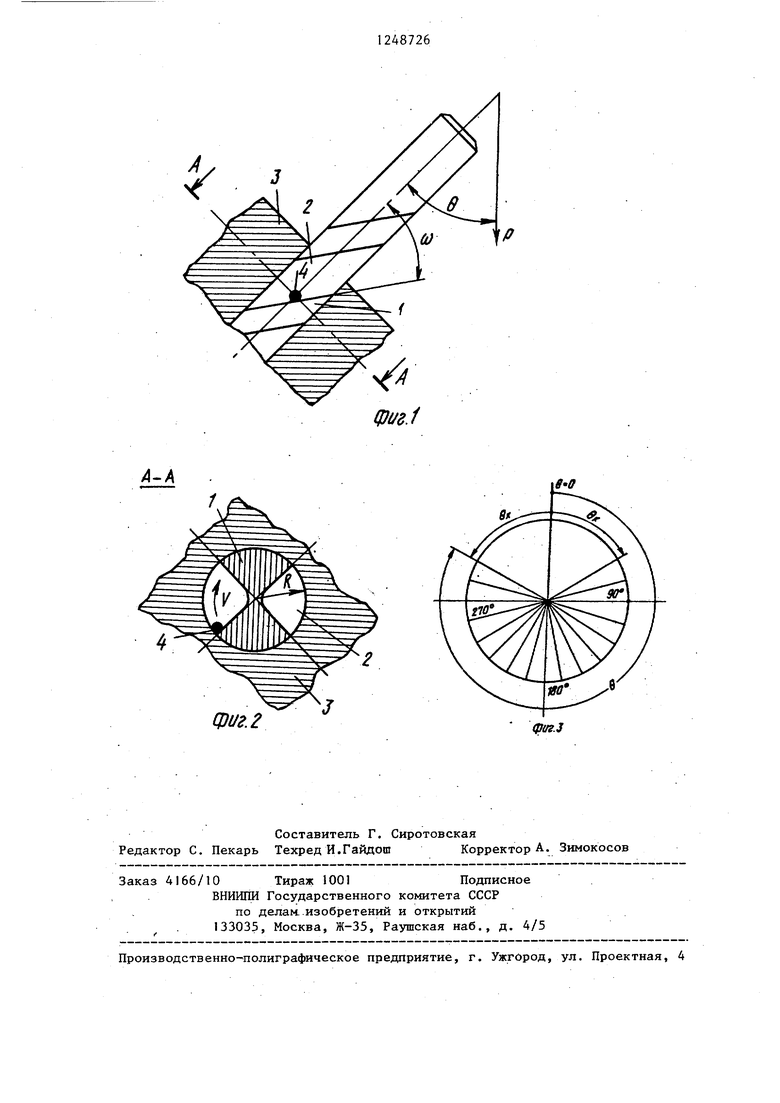
рез А-А на фиг. 1; на фиг. 3 - схема углов наклона инструмента и детали -К оси ординат.
Инструмент 1 с винтовыми стружеч- 5 нъгми канавками 2, расположенными под углом uj к его оси, устанавливают совместно с осью обрабатываемого отверстия под углом 0 относительно оси ординат. Сообщают инструменту 20 вращение и осевое перемещение в направлении, совпадающем с направлением винтовых стружечных.канавок.Деталь 3 не вращают. Угол в выбирают в цкапа-зоне 9 0 1360 -0„, ограниченном пре- 25
к. f
дельными углами © , при которых стружка не удаляется из отверстия. Инструмент радиусом R вращают со скоростью резания V. При обработке отверстия мелкая сыпучая стрзгаска 4 дви- ЗО жется по стружечной канавке. При стружка вращается вместе с инструментом, не смещаясь вдоль его оси. Если б меньшее , то она движет arCGOS gRj f7+tg2(90°-uH-4)
tg(90°-u)+)
° /f +tg490- -u v) где V - скорость резания;
g - ускорение свободного падения R f -.
о) У Гм радиус наружной окружности инструмента;
коэффициент трения стружки с поверхностью обрабатываемого отверстия;
угол наклона стружечных канавок инструмента; угол трения стружки с канавкой инструмента (. );
Ч
коэффициент трения стружки с канавкой инструмента.
Таким .образом, на удаление стружки влияют многие факторы.
С увеличением скорости резания величина 0 уменьшается и при больших скоростях достигает О. При этом инструмент установлен вертикально. Подача направлена сверху вниз.
Изменение угла наклона стружечной канавки от О до 60°, например, при F 7,25 мм; V 30 м/мин; ft, 0,05; f 0,4 ведет к уменьшению в от угла О .
. Изменение радиуса наружной окружности от 1 до 40 мм при тех же условиях ведет к изменению угла наклона инструмента от О до 71.
По мере роста угла трения стружки .
ся ко дну отверстия .в случае 9 боль- 35 инструментом предельный угол накло- о на инструмента увеличивается.
Если же увеличивается коэффициент трения стружки со стенкой отверстия.
ше Q стружка удаляется в сторону хвостовика инструмента. Открывается возможность работать на повьшгенных подачах без выводов инструмента для удаления стружки. Производительность повьшается.
то угол наклона инструмента уменьшается. Самым неблагоприятным является вертикальное сверление.
Величину предельного угла 0, ределяют из следующего соотношения:
V
2 f
arCGOS gRj f7+tg2(90°-uH-4)
tg(90°-u)+)
° /f +tg490- -u v) где V - скорость резания;
g - ускорение свободного падения R f -.
о) У Гм радиус наружной окружности инструмента;
коэффициент трения стружки с поверхностью обрабатываемого отверстия;
угол наклона стружечных канавок инструмента; угол трения стружки с канавкой инструмента (. );
Ч
коэффициент трения стружки с канавкой инструмента.
Таким .образом, на удаление стружки влияют многие факторы.
С увеличением скорости резания величина 0 уменьшается и при больших скоростях достигает О. При этом инструмент установлен вертикально. Подача направлена сверху вниз.
Изменение угла наклона стружечной канавки от О до 60°, например, при F 7,25 мм; V 30 м/мин; ft, 0,05; f 0,4 ведет к уменьшению в от угла О .
. Изменение радиуса наружной окружности от 1 до 40 мм при тех же условиях ведет к изменению угла наклона инструмента от О до 71.
По мере роста угла трения стружки
инструментом предельный угол наклоЕсли же увеличивается коэффициент трения стружки со стенкой отверстия.
то угол наклона инструмента уменьшается. Самым неблагоприятным является вертикальное сверление.
С уменьшением 6 расширяется диа- пазон рациональных углов наклона инструмента.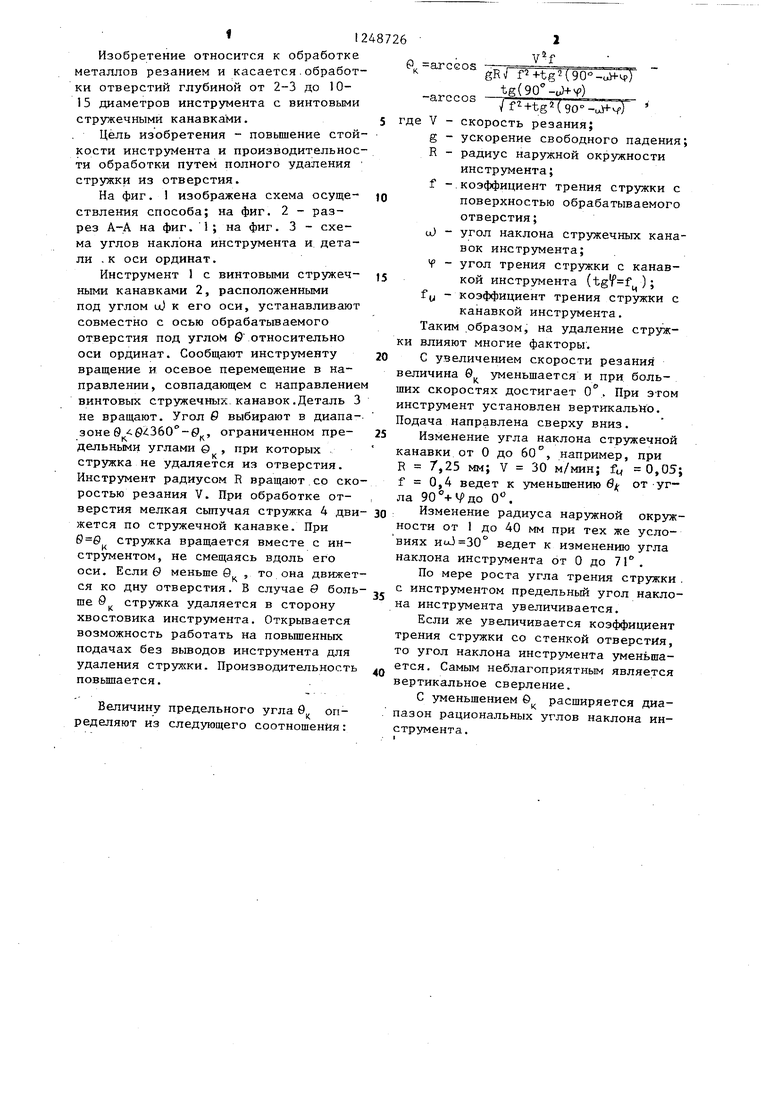
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления отверстий и режущий инструмент для его осуществления | 1991 |
|
SU1816247A3 |
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| Способ обработки внутренних кольцевых канавок | 1989 |
|
SU1683897A1 |
| Шевинговальный инструмент | 1987 |
|
SU1491631A1 |
| Способ удаления стружки из зоны резания при обработке отверстий и устройство для его осуществления | 1986 |
|
SU1484588A1 |
| Способ обработки отверстий инструментом с винтовыми стружечными канавками | 1988 |
|
SU1602628A1 |
| СВЕРЛО | 2009 |
|
RU2462335C2 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 1997 |
|
RU2123409C1 |
| ВЕРШИНА СВЕРЛА ДЛЯ СВЕРЛИЛЬНОГО ИНСТРУМЕНТА | 2007 |
|
RU2452597C2 |
| ИНСТРУМЕНТ ДЛЯ СВЕРЛЕНИЯ С ПЕРЕСТАВЛЯЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ | 1995 |
|
RU2147491C1 |
Способ обработки отверстий инструментом с винтовыми стружечными канавками, при котором инструмент и деталь располагают таким образом, что ось инструмента и обрабатываемого отверстия образует угол с осью ординат, а инструменту сообщают вращение в направлении, совпадающем с направлением винтовых канавок, о т л и ч а ю щ и и с я тем, что, с целью повьшения стойкости инструмента и производительности обработки путем полного удаления стру:кки из OTBiepc- тий, величину указанного угла выби- рают в пределах в 9- 3б6 -9, где 0 - благоприятньй угол, образованный осью инструмента и обрабатываемого отверстия в детали с осью ординат, при котором происходи полное удаление стружкиЫз обрабатываемого отверстия; 0 - предельный угол, образованный осью инструмента и обрабаты--. ваемого отверстия в детали с осью ординат, при котором стружка не удаляется из обрабатываемого отверстия, причем величину предельного угла определяют из следующего соотношения: e arccos -arccos gR f4tgM90°-a}fi/) tg(90 - 4 ) I fVtg490°-uH-ip) где V скорость резания; S - ускорение свободного падения; R - радиус наружной окружности инструмента; f - коэффициент трения стружки с поверхностью обрабатьгоаемого отверстия; uJ- угол наклона стружечных канавок инструмента; V - угол трения стружки с канавкой инструмента (); fy- коэффициент трения стружки с канавкой инструмента. с (Л ю 4 00
Х1-/
фиг. 2
фаг.З
Составитель Г. Сиротовская Редактор С. Пекарь Техред И.Гайдош Корректор А. Зимокосов
Заказ 4166/10 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делан.изобретений и открытий 133035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Зусман А.Д | |||
| Обработка отверстий на сверлильньгх станкахi М | |||
| : Машгиз, 1963, с | |||
| Автоматический огнетушитель | 0 |
|
SU92A1 |
| Приспособление для плетения проволочного каркаса для железобетонных пустотелых камней | 1920 |
|
SU44A1 |
