Изобретение относится к производству металлорежущего инструмента, в частности к конструкции зубчатых шеверов.
Цель изобретения - повьшение качества и точности обработки за счет выравнивания условий резания.
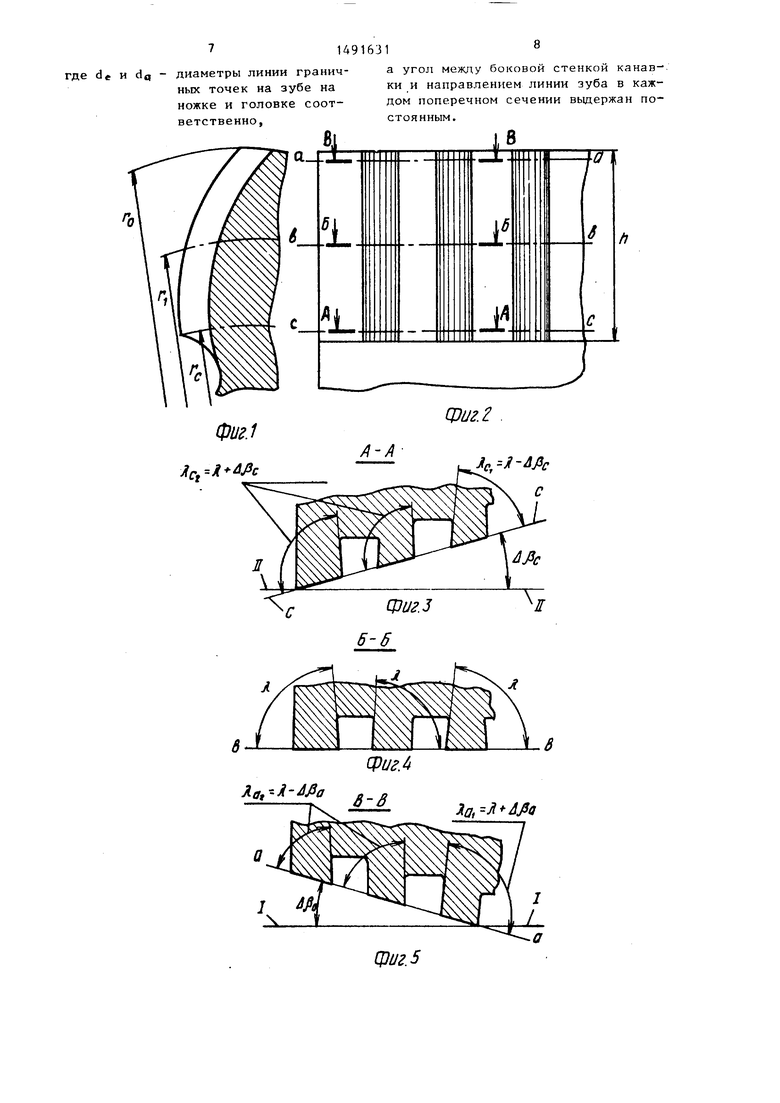
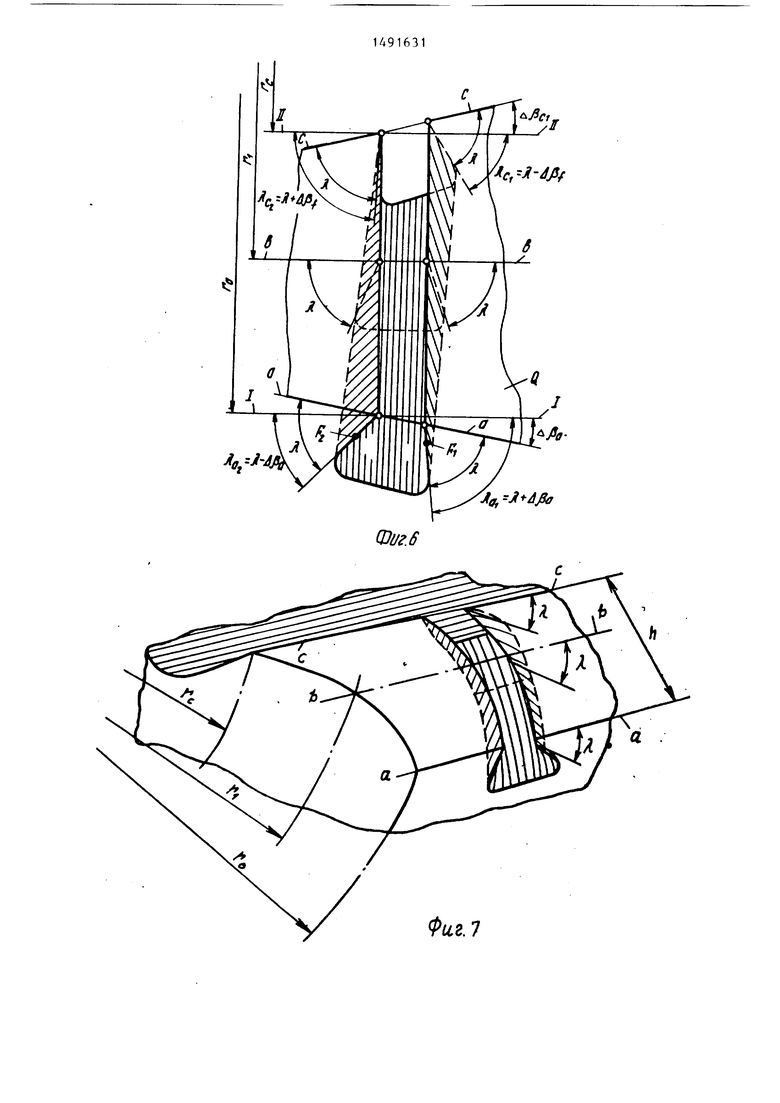
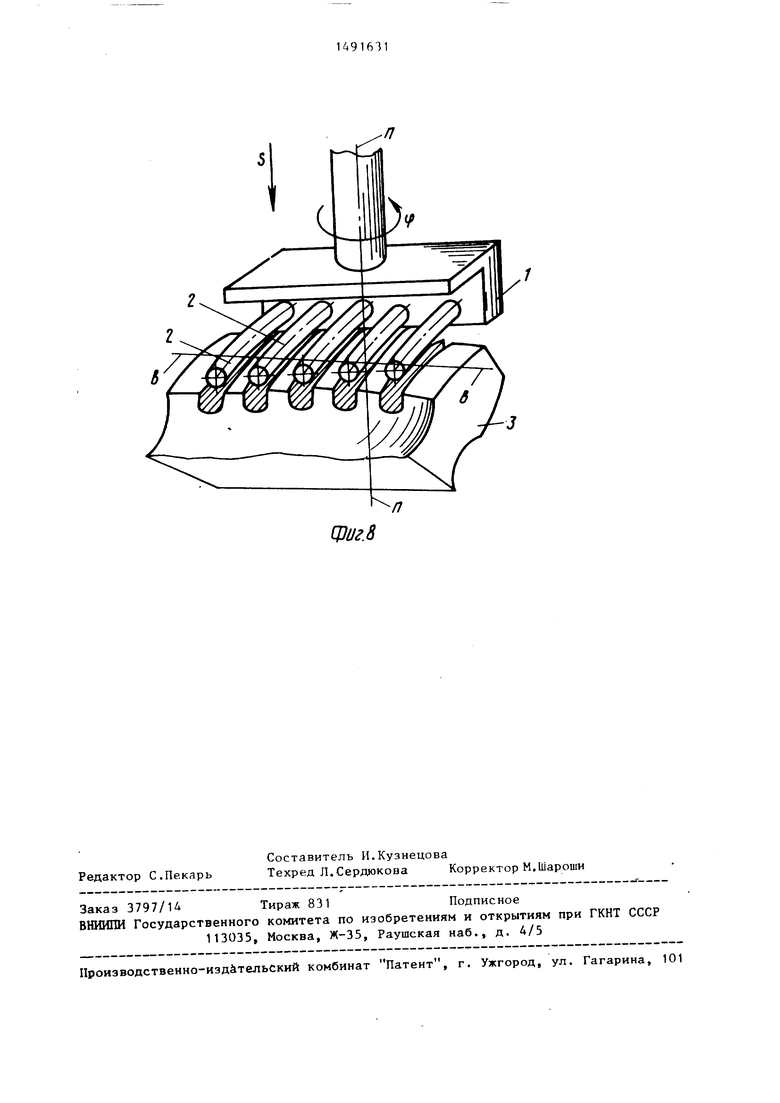
На фиг. 1 изображен фрагмент зуба шевера; на фиг. 2 - его продольное изображение; на фиг. 3-5 - соответственно сечения А-А, Б-Б и В-В на фиг. 2; на фиг. 6 - стружечная канавка с изменяющимся наклоном боковых стенок, вид со стороны вершины зуба; на фиг. 7 - стружечная канавка, аксонометрия; на фиг. 8 - схема формирования стружечных канавок с изменяющимся наклоном боковых стенок.
Углы заострения режущих элементов шевера на каждом участке по высоте зуба имеют различные значения. В результате изменения геометрии режущего клина меняются условия резания, что приводит к снижению точности и качества обрабатываемой поверхности зубьев изделий.
Различие углов заострения режущих элементов на разных участках зуба по высоте обусловлено тем, что определенный угол наклона боковых стенок канавки назначают только в одном сечении зуба, например на делительном цилиндре, а затем сохраняют этот наклон по всей длине стружечной ка-, навки при ее формировании. Но так как рабочая поверхность зуба инструмента является винтовой поверхностью и на разных диаметрах инструмента (шевера) угол наклона зуба различен, то выбранный угол наклона стенок канавки по отношению к линии зуба на делительном цилиндре будет отличаться от тех же углов на других
4
О5
оо
цилиндрах в соотпстствии с и змелеми- е м угла наклона линии зуба (фиг.1 и 2).
Для cтpyжeчньfx канавок устанавливают определенна угол наклона А боковых стенок по отношению к линии зуба b-b в секу1чей плоскости Б-Б, касательной к делительному цилиндру радиуса т . Угол А является углом заострения режущих элементов на этом цилиндре. При нарезании канавок этот угол / сохраняется по всей протяженности канавки, т.е. по всей высоте зуба h инструмента. Однако направление линии зуба на разных диаметрах различно, а следовательно, изменяется и угол заострения. Так, например, на цилиндре вершин радиуса Гд угол наклона линии зуба а-а больше угла наклона 6 , взятого на делительном цилиндре на величину & ft а ч ввиду того, что наклон стенок канавки остается неизменным, угол заострения д режущего элемента с одной стороны стружечной канавки становится больше на величину ft q (сечение В-В), а.с другой - меньше на ту же величину, т.е. . В сечении А-А (на цилиндре впадин радиуса Гс) углы заострения этих же режущих элементов меняются по величине и по знаку, так кчк угол р с наклона линии зуба с-с на ;)том цилин ре меньше угла В на делительмом цилиндре на величину и , т.е./ ЯРД PC , т.е. угол заострения одного и того же элемента инструмента меняется в диапазоне, равном изменению угла Ь наклона линии зуба на разных участках по его высоте (на разных диаметрах).
На рабочей поверхности (фиг.6) зуба инс румента выделяют три направления линий зуба: а-а - линия зуба на поверхности вершин (цилиндра радиуса ); b-b - линия зуба на делительном цилиндре (радиуса г); с-с - линия зуба на цилиндре граничных точек (радиуса Гс).
Вспомогательные линии I-I и TI-IT проведены параллельно (эквидистантно) направлению линии b-b зуба на делительном цилиндре инструмента .
Наклон боковых стенок Fij стружечных канавок на делительном цилиндре (радиуса г, ) образует угол 7 заострения режущих элементов. Зтот угол замеряется от направления ттинии
зуба b-b Д(з соответстнующег о направления профиля стенок
и F,
5
0
5
0
5
0
5
0
5
На цилиндре вершин угол f а наклона линии зуба а-а отличается от угла Р наклона на делительном цилиндре на величину U fi а Поэтому для обеспечения того же угла заострения Л режущих элементов на цилиндре вершин (радиуса Гс,) наклон стенок канавки требуется изменить на угол Лр)а в соответствии с изменением направления линии зуба по отношению к направлению I-I, эквидистантному линии зуба b-b на делительном цилиндре. Таким образом, угол наклона стенки F канавки относительно линии зуба на цилиндре вершин становится равным
Яп А+ , а наклон противоположной стенки равен Ла, A-fip a .
На цилиндре радиуса г граничных точек :шния зуба с-с развернута по отношению к направлению 11-11, эквидистантному направлению линии зуба b-b делительном цилиндре, на угол Л . Следовательно, для получения того же угла заострения Л , установленного на делительном цилиндре, угол /1с наклона стенки F; стружечной канавки уменьшится на величину & , т.е. /|с1 Л -Лр)с , а угол Л наклона стенки F(j станет равным /(с 1+ Д|Ьс .
В результате изменения угла наклона боковых стенок стружечных канавок в соответствии с изменением направления линии зуба на каждом диаметре инструмента угол заострения режущих элементов сохраняется постоянным по всей протяженности канавки, т.е.ио всей высоте зуба h инструмента. При этом угол заострения измеряется между направлением линии зуба и профилем стенки канавки. Таким образом, стружечные канавки выполняют с непрерывна изменяющимся наклоном боковых стенок в соответствии с зависимостью
di
, U po-arctg(-- tgjbo )1, ч о
где { - угол наклона в нормальном
сечении накавки на произвольном диаметре d| инструмента между прямолинейным участком стружечной канавки и базовым направлением линии зуба, например, на .делительном цилиндре диаметра do;
5I
Д - конструктивны (.)J ЗПОСТрСния режущего элемента .ч дилиндре диаметра dg ; РО- угол наклона линии зуба на цилиндре диаметра d,;
do +dc) ,
;где dj. и dfl -диаметры линии граничных точек на зубе, на ножке и головке соответственно ,
при этом угол между стенкой стружечной канавки и направлением линии зуба Б каждом поперечном сечении выдержа постоянным.
Формирование стружечных канавок может, быть произведено посредством электроэрозионной обработки электродом-инструментом 1 (фиг.8), токо- проводя цие формирующие элементы 2 которого выполнены в виде стержней круглого сечения, спрофилированных по профилю зуба. В процессе обработки инструменту 1 сообща от подачу S с одновременнь М дополнительнь м поворотом Ц вокруг оси п-п перпендикулярной линии b-b зуба на де: ительном цилиндре. Постоянство угла между боковой стороной канавки и направлением линии зуба в каждом поперечном сечении обеспечивается за счет винтового движения электрода-инструмента (ЭЙ) при формировании стружечной кат. V S навки с параметром Р. --;- -Гр-,
ОЭ
Ч
где V - скорость поступательного
движения при внедрении ЭЙ; - угловая скорость вращения ЭЙ вокруг оси, пересека г.щей линию зуба на окружности диаметра do в ее середине; S - перемещение инструмента при формировании канавки;
.-Рс.
Значение угла if поворота инструмента устанавливают в соответствии с изменением угла накпона линии зуба на цилиндрах и впадин инструмента: на цилиндре вершин равен
|Ьа arctg ( -- tg Е) ); dott
цилиндре впадин
Ч
РС arctg ( 7- tgp) . Ч
16316
Исходя И ПО, 1ОПОрота элсктродл П струмента вокруг оси п-п раве
Л-РС.
в результате срав1 тельного анализа конструктивн)х особенностей щеверов выявлено, что шевин овальньт в
1Q инструмент с предложенными углами заострения обладает следующими пре- имущестпагп : углы заострения режущих j GMeHTOB инструменпа я всех участках зуба од шаковые значения,
15 благодаря чему обеспечивается выравнивание услов 1й резания по всей обрабатываемой поверхности, что приводит к более равномерному по толщине съему металла при обработке, а
20 следовательно, к повьшению точности воспроизведения заданно геометрии обрабатываемых 1оверхностей зубьев детал и позволяет качество обрабатываемой поверхности - выро25 внять ероховатость на всех обраба- ть ваемых участках зуба.
Формула изобретения
30 Шевинговальный инструмент, стружечные канавки которого, образующие режущие кромки, в поперечном сечении содержат прямолинейные участки, составляющие стенки канавки, а дно навки включает радиусные и прямолинейные участки, отличающий- с я тем, что, с целью повьщ1ения качества и точности обработки за счет вьфавнивания условий резания,
40 стружечные канавки выполнены с непрерывно изменяющимся наклоном боковых стенок в соответствии с зависимостью
d Л K bo-arctg (-- tgp)o ),
45
где - угол наклона в нормальном
сечении канавки на произвольном диаметре инструмента между прямолинейным gQ участком стружечной канавки и базовым направлением линии зуба, например, на делительном цилиндре диаметра doj Л - конструктивный угол заостре- 55 НИН режущего элемента на цилиндре диаметра doj РО- угол наклона линии зуба на
цилиндре диаметра (da +dc).
de и dq диаметры линии граничных точек на зубе на ножке и головке соответственно,
.1
а угол между боковой стенкой канавки и направлением линии зуба в каждом поперечном сечении выдержан постоянным.
,1.8
| название | год | авторы | номер документа |
|---|---|---|---|
| Шевинговальный инструмент | 1983 |
|
SU1143534A1 |
| ИНСТРУМЕНТ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2446923C1 |
| ДИСКОВЫЙ ШЕВЕР | 2001 |
|
RU2230635C2 |
| Дисковый шевер | 1989 |
|
SU1708551A2 |
| СПОСОБ ОБРАБОТКИ РЕЖУЩЕЙ ЧАСТИ ФРЕЗ | 2006 |
|
RU2319583C1 |
| РОТАЦИОННАЯ БОРФРЕЗА, СОДЕРЖАЩАЯ ТВЕРДЫЙ СПЛАВ | 2008 |
|
RU2470742C2 |
| Способ шевингования зубчатых колес двумя дисковыми шеверами и станок для его осуществления | 1988 |
|
SU1768359A1 |
| СПОСОБ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ШЕВИНГОВАНИЕМ-ПРИКАТЫВАНИЕМ | 2011 |
|
RU2479389C1 |
| Дисковый шевер | 1981 |
|
SU963745A1 |
| Инструмент для накатывания зубчатых профилей | 1983 |
|
SU1228952A1 |
Изобретение относится к производству металлорежущего инструмента ,в частности, к зубчатым шеверам. Цель изобретения - повышение качества обработки за счет выравнивания условий резания путем непрерывного изменения наклона боковых стенок стружечных канавок на зубьях инструмента в соответствии с изменением угла линии зубьев. Наклон боковых стенок F1 и F2 стружечных канавок образует угол λ заострения режущих элементов. Формирование стружечных канавок осуществляется посредством электроэрозионной обработки с дополнительным поворотом электрода-инструмента. 8 ил.
ФигЛ
Ла, «
}la,
Щи г. 5
Sf Я
Фиг.6
ФигЛ
Шиг.З
| Шевинговальный инструмент | 1983 |
|
SU1143534A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
