Изобретение относится к сварке в защитных газах и может быть использовано при сварке сталей ферритного класса, Подвергающихся холодной прокатке.
Цель изобретения - повышение пластичности сварных соединений нержавеющих сталей ферритного класса до уровня не ниже 70% пластичности основного металла, позволяющего производить их холодную прокатку.
Используя газовую четырехкомпо- нентную защитную смесь на основу гелия в сочетании с высоконикелевой (75 - 78%) сварочной проволокой, опытным путем определено оптимальное сочетание основных параметров режима сварки плавяпщмся электродом. Они должны удовлетворять следующим зависимостям
I У
при 2,0 V 2,8,
3,5 X
10%
5,5 X 10
280.i I 400,
(1) (2) (3)
где
I
и
V
d
ток сварки. А; напряжение дуги. В;
скорость сварки, м/мин; диаметр электродной проволоки , мм.
В зависимости от диаметра электродной проволоки выбирается сварочный ток. Если отношение меньше величины 280, то процесс сварки переходи из струйного в капельный. Это приво- цат к нарушению стабильности дугового промежутка, и процесс не может протекать без нарушений при заданной скорости сварки. Если соотношение превьш1ает максимальное предельное значение, то процесс плавления электрода нарушается, так как из-за высокой плотности тока нагрев вылета электрода проходящим током увеличивается на столько, что наблюдается подплавление токоподводящего наконечника с прекращением подачк электрода в зону сварки. Кроме того, перегрев проволоки на участке вылета приводит к возврату к крупнокапельному переносу.
Опти 5альный диапазон скоростей сварки определен исходя из результатов механических испытаний сварных соединений, вьтолненных при различных режимах сварки.
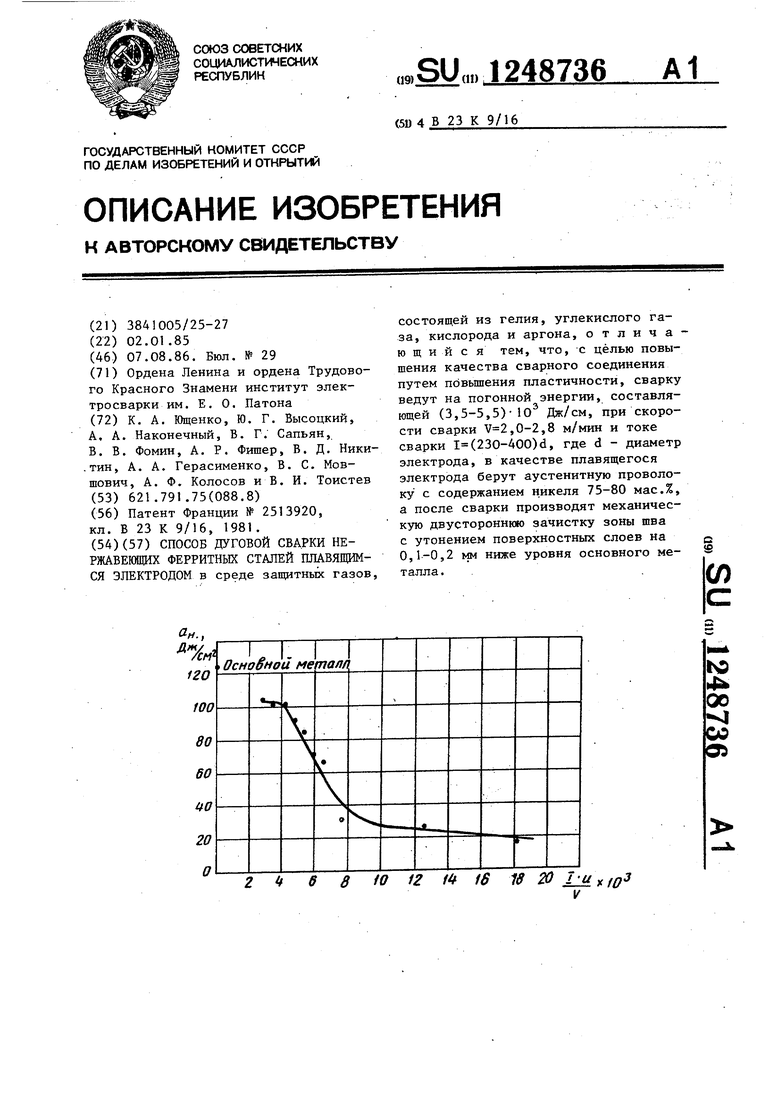
На чертеже приведена зависимость значений ударной вязкости э.т.в
стали 08X18т от величины па раметрической зависимости ,I U,.
(---), где цифрами у точек на кривой а
-ffJ-У) Г V
ука
заны скорости сварки, при которых осуществляется процесс.
Из характера зависимости следует, что значительное повьппение пластичности достигается только при скоростях сварки не менее 2,0 м/мин. Ограничение скорости сварки величиной 2,8 м/мин обусловлено тем, что дальнейшее увеличение уже не способствует заметному повышению пластичности и приводит к ухудшению условий формирования шва (появлению подрезов и повьшенного разбрызгивания). Таким образом, увеличение скорости сварки вьше указанного предела нецелесообразно.
I и Величина --- не должна превышать
5,5x10 Дж/см. В случае ее увеличе
ния резко падает, пластичность в э.т.в. сварного соединения. Уменьшение погонной энергии с соответствующим повьш1ением пластичности ограничено определенным уровнем этой
величины (3,5x10 Дж/см). Дальнейшее уменьшение погонной энергии уже не приводит к росту значений ударной вязкости, но снижает качество шва, его формирование. Исследования макро- и микроструктуры свар- ньк соединений показали, что при этом обеспечивается значительное уменьшение сечения сварного шва (в 2 - 2,5 раза) и пшрины э.т.в. по сравнению с оптимальным режимом сварки плавящимся электродом в смеси аргона и углекислого газа. Повьшзение пластичности э.т.в. сварного соединения происходит за счет снижения тепловложения в околошовном участке. Кроме получения мелкозернистой ферритной структуры происходит торможение диффузионных процессов, ответственных за накопление и концентрааию инородных включений по
границам кристаллитов.
При холодной прокатке сварных соединений шов и околошовная зона испытывают значительное давление со стороны валков. Отношение давлений на участке шва и основного металла может достигать двукратного превышения, что является нежелательным ввиду быстрого износа прокатных валков
из-за ударного воздействия на них утолщений шва. Вследствие этого уве- личивается и опасность разрушения сварного соединения при прокатке.
Кроме того, при исследовании мик- роструктуры выявлена повреждаемость поверхностных слоев металла в околошовной зоне сварного соединения. Повреждения наблюдаются по границам зерен, выходящих на поверхность ме- Талла. Они играют роль концентраторов напряжений при пластической де- форма.ции обжатия в прокатных валках. Глубина и ширина повреждаемого слоя находятся в прямой зависимости от режима процесса и полностью избавиться от этого дефекта, сопутствующего термодеформационному циклу, с помощь технологических приемов сварки не удается.
. Для повышение надежности сварного соединения при прокатке, а также снижения динамических нагрузок на проканые валки требуется механическое удаление повреждаемого при сварке слоя. Эффективность операции поверхностной зачистки подтверждается результатом испытаний и практическим опытом.
Пример. В качестве свариваемого металла используют сталь 08X18Т толщиной 6 мм. Сварочной электродной проволокой служит проволока марки
Основной ,металл
520
18
505
Шов
22 Шов
Технология сварки со снятием поверхностныхслоев метал Св-ХНУЗТ диаметром 1,2 мм. В качестве защитного газа используют смесь газов при следующем процентном соотношении по об-ьему: Не 60; СО 10; 0 2 .и Аг 28.
Используя зависимость 280 л т 400
d
с учетом диаметра проволоки выводят требуемое значение сварочного тока 430А. Скорость сварки выбирают 2,5 м/мин. Паходят последний основной параметр режима сварки - напряжение В.
Найденные значения основных параметров режима сварки должны обеспечить стабильный процесс и надежное качество сварного соединения. После проведения процесса сварки поверхность шва и околошовных участков .утонена механическим способом (сострогана) на 0,2 мм йиже уровня основного металла.
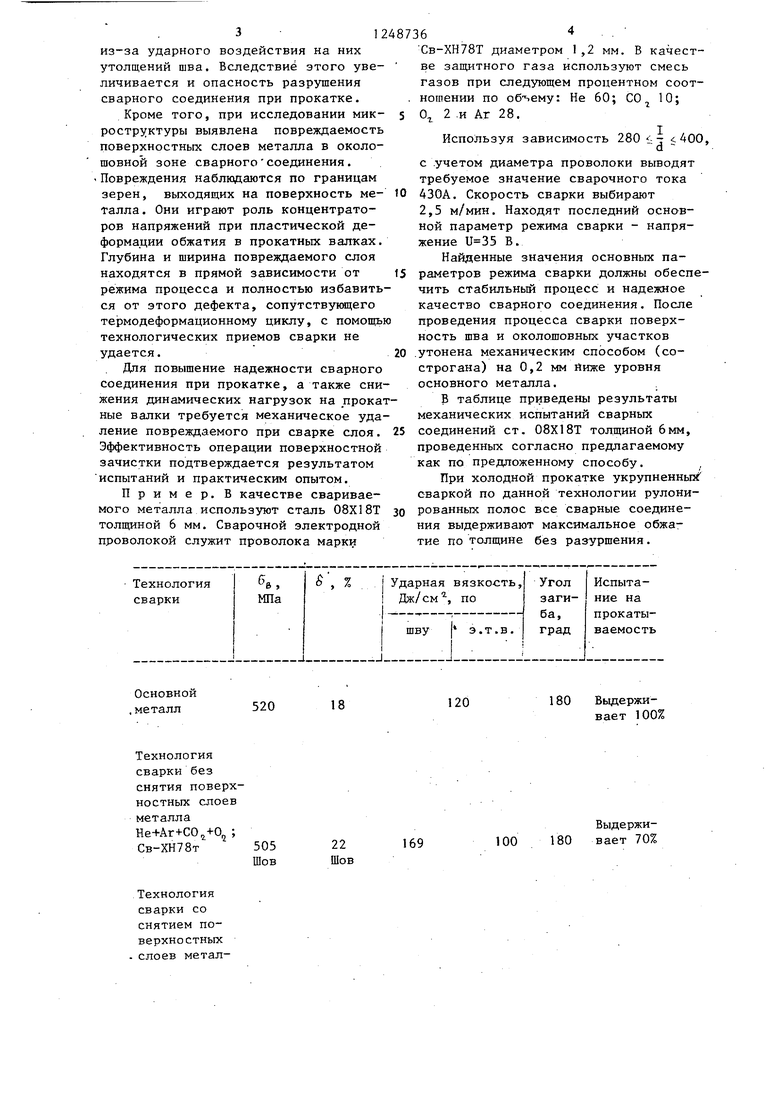
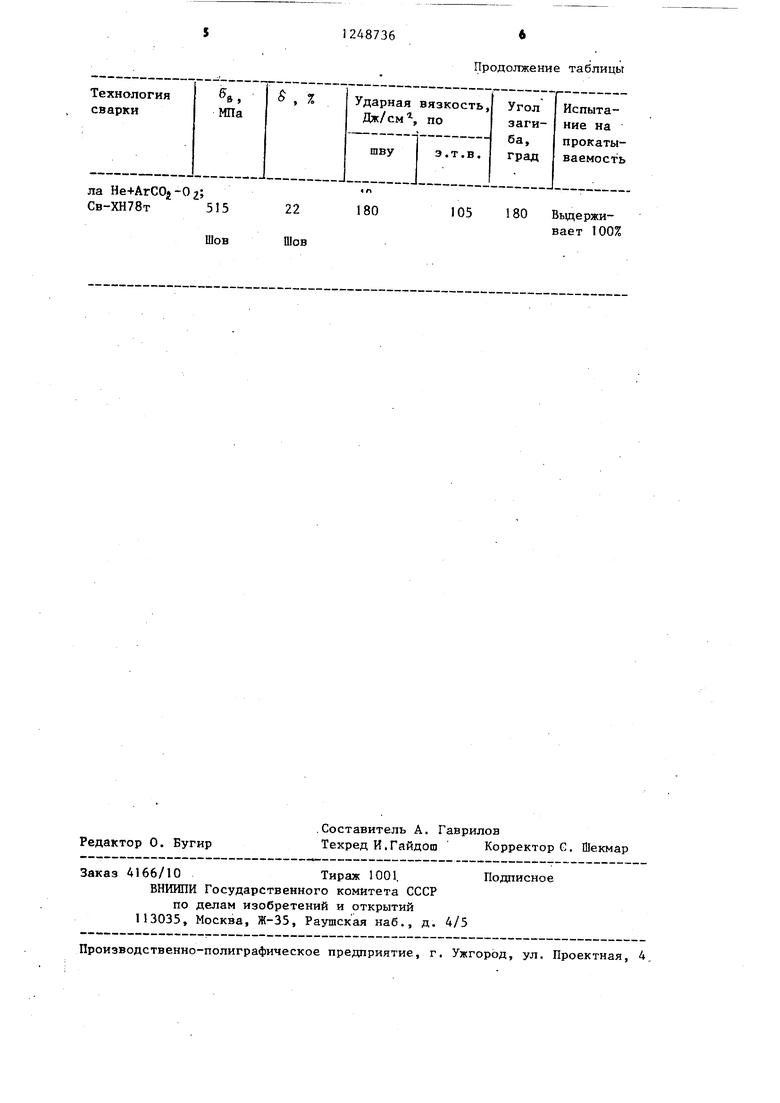
В таблице приведены результаты механических испытаний сварных соединений ст. 08X18Т толщиной 6мм, проведенных согласно предлагаемому как по предложенному способу.
При холодной прокатке укрупненньп{ сваркой по данной технологии рулони- рованных полос все сварные соединения выдерживают максимальное обжатие по толщине без разуршения.
120
180
Вьщержи- вает 100%
100
180
Выдержи- 70%
вает
Шов
Шов
Редактор О. Бугир
.Составитель А. Гаврилов Техред И.Гайдош Корректор G. Шекмар
Заказ 4166/10Тираж 1001. Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушск ая наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
Продолжение таблицы
вает 100%
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки плавящимся электродом | 2021 |
|
RU2773480C1 |
| Способ получения сварных соединений | 1987 |
|
SU1449248A1 |
| Порошковая проволока для сварки среднелегированных высокопрочных сталей | 2023 |
|
RU2820636C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ | 1997 |
|
RU2110378C1 |
| СПЛАВ НА НИКЕЛЕВОЙ ОСНОВЕ ДЛЯ ИЗГОТОВЛЕНИЯ СВАРОЧНОЙ ПРОВОЛОКИ | 1993 |
|
RU2080973C1 |
| Способ обработки околошовной зоны сварных соединений высоколегированных коррозионно-стойких аустенитно-ферритных сталей | 1990 |
|
SU1750884A1 |
| СПОСОБ ДВУХДУГОВОЙ СВАРКИ СТАЛИ ПОД ФЛЮСОМ | 1991 |
|
RU2023556C1 |
| Способ сварки конструкционной стали (варианты) | 2022 |
|
RU2782860C1 |
| Способ сварки плавлением | 1981 |
|
SU1063557A1 |
| Способ сварки прямошовных труб большого диаметра | 2020 |
|
RU2757447C1 |
| СИСТЕМА ДЕТЕКТИРОВАНИЯ МЕСТОПОЛОЖЕНИЯ С ИСПОЛЬЗОВАНИЕМ RFID МЕТКИ | 2009 |
|
RU2513920C2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
