Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления палочек из древесного шпона.
Цель изобретения - повышение производительности.
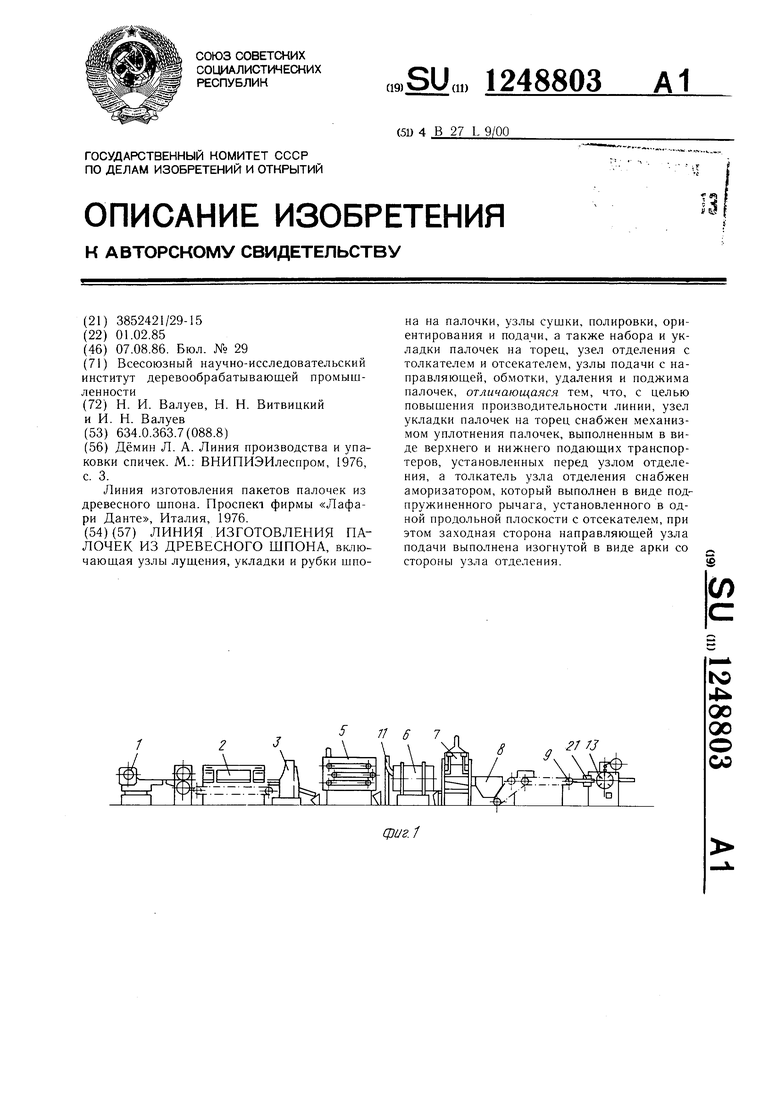
На фиг. 1 изображена схема линии изготовления палочек из древесного шпона, вид сбоку; на фиг. 2 - схема узла обмотки пакета палочек, вид сбоку; на фиг. 3 - схема узла отделения и подачи палочек в узел обмотки, вид сверху; на фиг. 4 - схема амортизатора узла отделения, вид сбоку; на фиг. 5 - то же, в верхнем положении; на фиг. 6 - схема толкателя с амортизатором, вид сбоку; на фиг. 7 - схема подачи палочек в узел обмотки, вид сбоку; на фиг. 8 - схема пакета палочек вид сверху.
Линия включает последовательно расположенные узлы лущения 1, укладки шпона 2, рубки шпона 3 на палочки 4, сушки 5, полировки 6, ориентирования и подачи 7, набора 8, укладки палочек на торец 9, узлы отделения 10 пакета 11, подачи 12, обмотки 13, удаления 14 и поджима 15.
Узел 10 имеет толкатель 16 и снабжен от- секателем 17 и направляющей 18, а узел 13 механизмами резания 19 и нанесения клея 20. Узел 9 укладки палочек 4 на торец снабжен механизмом 21 уплотнения палочек 4, установленным перед узлом 10 отделения и выполненным в виде подающих верхнего 22 и нижнего 23 подаюших транспортеров, кинематически связанных между собой зубчатой передачей 24 и связанных цепной передачей 25 с узлом 9 укладки.
Толкатель 16 узла 10 отделения снабжен амортизатором 26, установлен 1ым в одной продольной плоскости с отсекателем 17, и выполнен в виде подпружиненного рычага 27 причем ширина рабочей плоскости 28 которого не больше толщины палочки 4. Узлы подачи и отделения имеют общую направляюп1ую 29, заходная сторона 30 которой со стороны узла отделения выполнена изогнутой в виде арки 31, а узел 10 отделения снабжен подвижным упором 32.
Линия работает следующим образом.
Узел 1 разлущивает короткие чураки на шпон, а узел 2 укладывает отрезки шпона определенной длины в стопу, которую узел 3 разрезает на палочки 4 для мороженого. Палочки 4 поступают по пневмопроводу в сушилку 5, затем в полировочный барабан 6. Отшлифованная качественная соломка поступает в бункер узла 7, который ориепти.
10
15
20
25
50
35
40
45
рует палочки и подает их в бункер узла 8, а конвейер узла 8 поштучно выбирает палочки из бункера и подает их к узлу 9 укладки.
Зубчатые диски узла 9 укладки принимают палочки с конвейера узла 8 набора, укладывают на торец и перемещают их по лотку к узлу 10 отделения до соприкосновения с подвижным упором 32, который под действием груза поджимает палочки.
Действие упора недостаточно для выпрямления изогнутых и деформированных палочек 4 и уплотнения пакета 11, а упор 32 в основном предотвращает падение первой расположенной на торце палочки.
Механизм 21 с помощью транспортных лент 22 и 23 с необходимым усилением сжимает и уплотняет палочки, а также равномерно подает палочки к узлу 10, который с помощью толкателя 16 отделяет пакет 11 палочек в количестве 50 шт.
Механизм 21 способствует надежному сталкиванию пакета палочек. Размеры палочек по толщине и.меют отклонения, возможен зазор между палочками из-за их изогнутости, поэтому передние концы последних палочек 33 набегают на торец 34 отсекате- ля 17 и толкатель 16 не отделяет пакет палочек, линия останавливается. Для предотвращения залома в зоне отделения толкатель снабжен амортизатором 27, выполненным в виде шарнирного рычага. Рычаг, в описанном случае, при движении толкателя 16 поворачивается и проходит по верхней поверхности палочки 4, передний торец 34 которой уперся в поверхность отсекателя 17. При перемещении пакета палочек между отсекателем 17 и направляющей 18 палочки сильно сжаты и пакет 11 под действием сил сжатия выгибается и принимает форму арки, что препятствует заходу пакета 11 под направляющую 29, поэтому заходная сторона 30 направляющей 29 выполнена изогнутой в виде арки.
Узел 12 перемещает пакет 11 под направляющей 29 и подает его в паз узла 13 обмотки, который при вращении обматывает пакет бумажной лентой 35, а узлы 19 и 20 отрезают бумажную ленту и наносят клей.
Узел 14 удаляет пакет 11 щпона из паза узла 13 обмотки и перемещает его между поджимами 15.
Конструкция линии повыщает производительность и снижает трудоемкость обслуживания линии.
35 J
9 4
22 / /J
qpu2.2
/ 29 33
30 /j
/ / / J ff
фиг.З
78 -IS
32
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления палочек из древесного шпона | 1985 |
|
SU1296414A1 |
| Линия изготовления палочек из древесного шпона | 1985 |
|
SU1248804A1 |
| Линия изготовления палочек из древесного шпона | 1988 |
|
SU1535732A1 |
| Линия изготовления палочек из древесного шпона | 1987 |
|
SU1498616A1 |
| Линия изготовления палочек из древесного шпона | 1989 |
|
SU1684057A1 |
| Линия изготовления палочек из древесного шпона | 1988 |
|
SU1535733A1 |
| Устройство для ориентированной укладки палочек | 1980 |
|
SU933550A1 |
| Устройство для рубки шпона | 1981 |
|
SU973361A1 |
| Линия изготовления древесных облицовочных щитов | 1989 |
|
SU1636211A1 |
| Линия укладки спичек в коробки при горизонтальной выбивке | 1988 |
|
SU1587032A1 |


27
Фиг.
иг.
Фиг. 6
30
Фиг. 7
J-30
Фиг. 8
| Дёмин Л | |||
| А | |||
| Линия производства и упаковки спичек | |||
| М.: ВНИПИЭИлеспром, 1976, с | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Линия изготовления пакетов палочек из древесного шпона | |||
| Проспект фирмы «Лафа- ри Данте, Италия, 1976. | |||
