(5) УСТРОЙСТВО ДЛЯ ОРИЕНТИРОВАННОЙ УКЛАДКИ ПАЛОЧЕК

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления палочек из древесного шпона | 1985 |
|
SU1296414A1 |
| Линия изготовления палочек из древесного шпона | 1988 |
|
SU1535732A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| ОБЛИЦОВОЧНЫЙ МАНИПУЛЯТОР | 1990 |
|
RU2023582C1 |
| Устройство для контроля электрических параметров конденсаторов | 1975 |
|
SU636700A1 |
| Автомат для укладки рулонов на плоский поддон | 1979 |
|
SU781164A1 |
| Устройство для комплектации печатной корреспонденции | 1989 |
|
SU1678462A1 |
| Устройство для укладки деталей в кассету | 1983 |
|
SU1119931A1 |
| УСТРОЙСТВО ДЛЯ РАСФАСОВКИ ПОРОШКОВЫХ ХИМИЧЕСКИХ ПРОДУКТОВ в ТАРУ | 1971 |
|
SU295717A1 |
| Линия изготовления палочек из древесного шпона | 1985 |
|
SU1248803A1 |
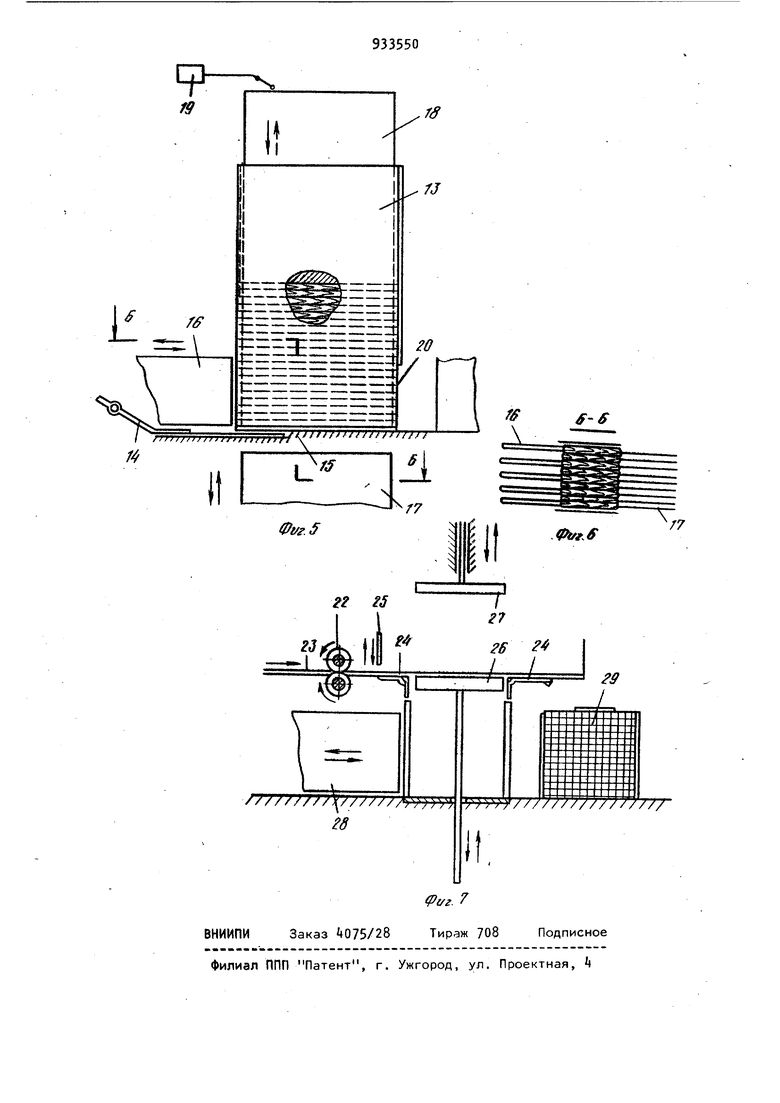
Изобретение относится к упаковочнЪ-фасовочной технике, а именно к ус ройствам для сортировки, ориентирова ния и укладки штучных изделий стержнеобразной формы. Известно устройство для ориентированной укладки палочек,которое состоит из подающего палочки конвейера с установленными на нем кассетами и вибробункером, закрепленным у его верхней ветви. Лоток находится под верхней ветвью конвейера, а в конце верхней ветви его, под дном кассет, расположены валик в виде щетки и счи щающая гребенка. Над нижней ветвью конвейера установлен механизм выбивки , а на приводном валу транспортера закреплен кулачок. Над верхней ветвью конвейера установлено в горизонтальных направляющих -приспособление для ориентирования палочек, выполнен ное в виде пространственной решетки из вертикальных продольных и попереч ных разновысоких пластин Г13. Недостатком известного устройства является то, что вертикальные продольные и поперечные пластины пространственной решетки не образуют строго фиксирующие ячейки, и палочки имеют возможность больших колебаний при вибрации, что затрудняет прохождение палочек через дно кассеты, которые, меремещаясь транспортером могут уносить качественную соломку в отходы. Кроме того, ориентирующая палочки пространственная решетка установлена над кассетами, а выносной лоток под ними, в связи с чем теряется смысл ориентации соломки, так как после просеивания их через кассету палочки попадают на выносной лоток уже не ориентированными, а хаотично. Это приводит к необходимости палочки снова ориентировать, т. е. вводить вторичную операцию. Целью изобретения является повышение производительности. 393 Поставленная цель достигается тем что устройство для.ориентированной укладки палочек, состоящее из подающего палочки конвейера с укрепленной над ним щеткой и вибробункера для ориентирования палочек, внутри которого смонтирована пространственная решетка из вертикальных продольных и поперечных пластин различной высоты согласно изобретению снабжено меха низмом подачи ориентированных палочек, кассетой с контргрузом для образования стопы палочек, приспособлением для выдачи из кассеты стопы палочек и механизмом обвязки стопы, при этом перепад высот высоких и низких пластин больше 1/2 длины палочек высота низких пластин больше длины палочек, а основание кассеты выполнено криволинейной, формы, высота nOA-b ема которой равна максимальной толщине палочки. Механизм подачи ориентированных палочек содержит конвейер с укрепленным над ним прижимом и смонтированные на выходе из него приводные ролики, при этом рабочая ветвь конвейера разделена на ручейки, количество которых равно числу ячеек решетки вибробункеРа. Приспособление для выдачи из кассеты стопы палочек состоит из смонтированного с возможностью возвратнопоступательного перемещения по горизонтали отсекателя вилочной формы и смонтированной под кассетой с возможностью перемещения по вертикали рамки , выполненной в виде гребенки. На фиг. 1 изображено схематично устройство для ориентированной укладки палочек, вид сбоку; на фиг. 2 вибробункер, вид сбоку; на фиг. 3 то же, вид сверху; на фиг. k - сечение А-А на фиг, 3; на фиг. 5 кассета, вид сбоку; на фиг. 6 - сечение Б-Б на фиг. 5; на фиг. 7 механизм обвязки стопы. Устройство состоит из загрузочного бункера 1 с разравнивающей приводной щеткой 2, расположенных над сортировочным столом - подающим палочки конвейером 3. ниже уровня которого установлены вибробункер k для ориентирования палочек, который приводится в движение при помощи эксцентрикового вала 5- Вибробункер выполнен в виде пространственной решетки из вертикальных продольных разновысоких фиксирующих пластин 6 и ориентирующих поперечных пластин 7, перепад высот которых должен быть больше 1/2 длины палочки, последние относительно себя расположены накрест и делят вибробункер на равные отсеки. Низкие фиксирующие пластины 6 в свою очередь делят отсеки на параллельно расположенные ячейки 8 с шагом, равным максимальной ширине палочки, причем высота их должна быть больше длины палочки. При попадании палочки на пластины 7 последние их ориентируют и направляют в ячейки 8. Во избежание подачи в два и более слоев предусмотрена дозирующая щетка 9 для каждой ячейки 8, которая установлена на выходе вибробункера на высоте, равной максимальной толщине палочки относительно механизма 10 подачи ориентированных палочек, представляющего собой конвейер с верхним прижимом 11 и приводными роликами 12 на выходе, продольная рабочая часть которого разделена на ручейки с упорами (на фигурах не указаны), количество которых равно числу ячеек 8 вибробункера k. Для прижима подаваемых палочек, а также для укладки их в кассету 13 служит подпружиненный прижим 14. Механизм укладки палочек состоит из кассеты 13 и основания 15 криволинейной формы, которые формируют стопу палочек определенной высоты, определяемую отсекателем 16, выполненным вилочной формы. Высота подъема основания кассеты равна максимальной толщине палочки. Для поддержания оставшихся палочек при отсекании из кассеты 13 стопки палочек служит поддерживающая рамка 17 в виде гребенки, вертикальное перемещение которой взаимосвязано с отсекателем 16 вилочной формы. Для поддержания палочек при отсекании служит также контргруз 18, взаимодействующий с конечным выключателем 19,который подает сигнал на срабатывание отсекателя 16. Последний и рамка 17 образуют приспособление для выдачи из кассеты стопы палочек. Стопки палочек отсекателем 16 проталкиваются через выгрузочное окно 20. Механизм 21 обвязки стопы состоит из роликов 22, подающих ленту 23, которую заворачивают рычаги 2k, ножа 25 приемного толкателя 2б, прижимного толкателя 27 и выталкивателя 28. Обвязочный пакет 29 палочек выталкивается на выгрузочный конвейер 30. Все приводы условно не показаны. Устройство работает следующим образом. Палочки засыпают в загрузочный бункер 1 и при помощи разравнивающей щетки 2 подают на конвейер З.где они находятся хаотично размещенными в один слой. На конвейере 3 происходит визуальная сортировка, при которой бракованные палочки отбрасывают. После этого они поступают в вибробункер , куда палочки падают свободно и, ударяясь в вертикальные высокие пластины 7, направляются в соответствующий отсек вибробункера Ц, попадая при этом в ячейки 8, занимая примерно вертикальное положение, а ударясь затем в ручеистую ленту механизма lOi падают плашмя, тем самым занимая строго ориентированное положение. При попадании нескольких палочек одна на другую верхние сбрасываются дозирующей щеткой 9 и в ячейках 8 на вибробункера остается по высоте только по одной палочке, которые прижимаются прижимом 11 и подаются к роликам 12. Ролики поочередно доталкивают палочки в кассету ТЗ- Палочка наезжает на криволинейное основание 15,прижимается контргрузом 18, подпружиненным прижимом }Ц, и подталкивается следующей по ходу палочкой. После этого, ведомая палочка занимает горизонтальное положение, а следующая за ней по ходу палочка подъезжает под нее, и процесс повторяется, Формируется пакет в кассете 13 до тех пор, пока контргруз 18 не надавит на конеч ный выключатель 19- Последний подает команду на срабатывание отсекателя 16,который отсекает и выдает стопку установленной высоты через выгрузочное окно 20. Срабатывает поддерживаю щая рамка 17, которая проходит через отсекатель 16 (фиг. 6) и удерживает верхнюю стопку палочек от свободного падения, а после выхода отсекателя 16 опускает стопку с контргрузом 18 на криволинейное основание 15f и выставленная из кассеты 13 стопка палочек поступает в механизм 21 обвязки, который работает следующим образом. Сформированная стопка палочек протравливается отсекатёлем 16-под верхНИИ прижимной толкатель 27 предварительно на уровне стола протягивается бумажная лента 23. Затем верхним прижимным толкателем 27 стопка палочек проталкивается в кассету вниз вместе с приемным толкателем 26, срабатывает нож 25, перерезая ленту 23 рычаги 2k проворачиваются, заворачивая ленту, которая склеивается, и готовый обвязанный пакет палочек выдается выталкивателем 28 на выгрузочный конвейер 30. Таким образом цикл повторяется беспрерывно. Преимущество устройства заключается в том, что оно конструктивно проще в изготовлении, а производительность его значительно выше за счет конструктивного обеспечения ритмичности постоянного количества выдачи сортированных палочек, предназначенных уже для непосредственной упаковки. Формула изобретения 1.Устройство для ориентированной укладки палочек, состоящее из подающего палочки конвейера с укрепленной над ним щеткой и вибробункера для ориентирования палочек, внутри которого смонтирована пространственная решетка из вертикальных продольных и поперечных пластин различной высоты, отличающееся тем, что, с це.лью повышения производительности, оно снабжено механизмом подачи ориентированных палочек, кассетой с контргрузом для образования стопы палочек, приспособлением для выдачи из кассеты стопы палочек и механизмом обвязки стопы, при этом перепад высот высоких и низких пластин больше 1/2 длины палочек, высота низких пластин больше длины палочек, а основание кассеты выполнено криволинейной формы, высота подъема которой равна максимальной толщине палочки. 2.Устройство по п. 1, о т л ич а ю щ е е с я тем, что механизм подачи ориентированнь1х палочек содержит конвейер с укрепленным над ним прижимом и смонтированные на выходе из него приводные ролики, при этом рабрчая ветвь конвейера разделена на ручейки, количество которых равно числу ячеек решетки вибробункера. 3.Устройство по п. 1, отличающееся тем, что приспособ ление для выдачи из кассеты стопы
палочек состоит из смонтированного с выполненной в виде гребенки. возможностью возвратно-поступательно- Источники информации,
го перемещения по горизонтали отсекателя вилочной формы и смонтированной
под кассетой с возможностью пе- 5 торское свидетельство СС
ремещения по вертикали рамки, № , кл. С Об Г 1/02, 1976.
принятые во внимание при экспертизе
-/}
фуг.
11
