Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления палочек из древесного шпона.
Цель изобретения - повышение производительности за счет увеличения количества набора палочек.
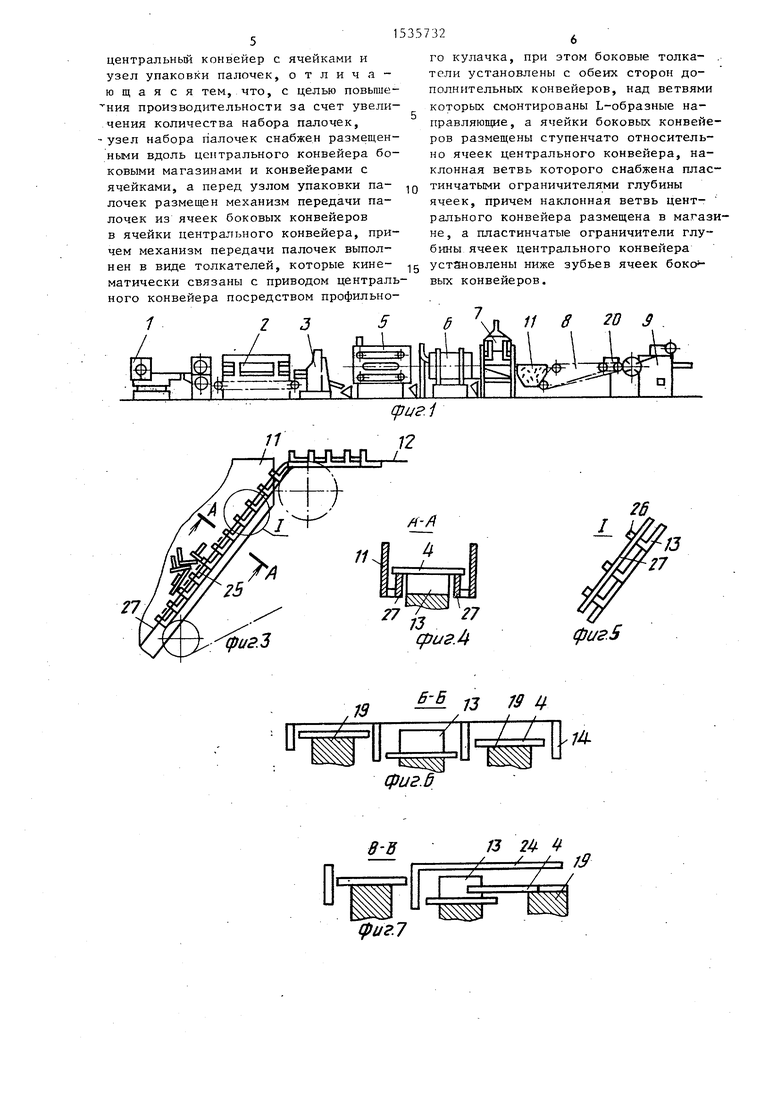
На фиг. 1 показана линия изготовления палочек из шпона, общий вид,- на фиг. 2 - узел набора палочек, вид сверху; на фиг. 3 - наклонная ветвь центрального конвейера, вид сбоку; на фиг. 4 - разрез А-А на фиг. 3; на фиг. 5 - узел I на фиг.З; на фиг. 6 - разрез Б-Б на фиг. 2; на фиг. 7 - разрез В-В на фиг. 2; на фиг. 8 - механизм передачи палоче из ячеек боковых конвейеров в ячейки центрального конвейера; на фиг. 9 - вид Г на фиг. 2; на фиг. 10 - размещение порций палочек в ячейках центрального конвейера; на фиг. 11 - размещение палочек в ячейках боковых конвейеров.
Линия включает последовательно расположенные узлы 1 лущения, 2 уклаки шпона, 3 рубки шпона на палочки 4 5 сушки, 6 полировки, 7 ориентирова- ния, 8 набора и узел 9 упаковки палочек 4 в пакеты 10.
Узел 8 набора содержит магазин 11, центральный конвейер 12 с ячейками 13, боковые направляющие 14, зубчатые диски 15, привод 16. Узел 8 снабжен также размещенными вдоль центрального конвейера 12 боковыми магазинами 17 и боковыми конвейерами 18 с ячейками 19. Перед узлом 9 упаковки размещен механизм 20 передачи палочек 4 из ячеек 19 в ячейки 13 центрального конвейера 12.
Механизм 20 передачи выполнен в виде кинематически связанных с приводом 16 конвейера 12 посредством профильного кулачка 21, боковых толкателей 22. Боковые толкатели 22 установлены между ветвями 23 конвейе.- ров 12 и 18. Над ветвями 23 конвейеров 12 и 18 смонтированы L-образные направляющие 24.
Ячейки 19 размещены ступенчато относительно ячеек 13, причем ячейки 13 центрального конвейера выполнены глубже ячеек 19.
Наклонная ветвь 25 конвейера 12, размещенная в магазине 11, снабжена установленными ниже зубьев 26 ячеек
Q $ Q 5
п
0
5
5
0
5
13боковыми ограничителями 27 глубины ячеек 13.
Механизм 20 передачи формирует в ячейках 13 на центральном конвейере 12 порции 28 палочек 4.
Линия работает следующим образом.
Узел 1 разлущивает короткие чура- ки на шпон, узел 2 укладывает ленты шпона в стопу, которую узел 3 разрезает на палочки 4 для мороженого. Палбчки 4 поступают в узел 5 сушки, а затем в барабан узла 6 полировки. Отшлифованные палочки 4 поступают в узел 7, который ориентировочно подает их в магазины 11 и 17 узла 8 набора, а конвейеры 12 и 18 поштучно выбирают палочки 4 из магазинов 11 и 17 и подают их между направляющими
14К механизму 20 передачи палочек 4. Глубина ячеек 19 боковых конвейеров
18равна толщине палочек 4, поэтому в эти ячейки укладывается только по одной палочке 4, а глубина ячеек 13 центрального конвейера 12 равна четырем толщинам палочек 4, ив ячейки
13 может одновременно уложиться по четыре палочки 4, а для укладки только одной палочки 4 применены боковые ограничители 27, которые установлены ниже зубьев 26 на наклонной ветви 25 центрального конвейера 12. С помощью боковых ограничителей 27 регулируют глубину ячеек 13.
Привод 16 вращает профильный кулачок 21, который периодически поворачивает боковые толкатели 22, которые, ударяя по торцам палочек &t передают поочередно палочки 4 из ячеек
19боковых конвейеров 8 в ячейки 13 центрального конвейера 12. Таким образом в ячейках 13 располагается порция 28 палочек 4.
L-образные направляющие 24 способствуют качественной укладке порций 28 палочек 4 в ячейках 13, зубчатые диски 15 принимают порции 28 палочек 4 из ячеек 13 центрального конвейера 12, укладывают их па торец и передают к узлу 9 упаковки палочек 4, который выдает пакеты 10 палочек.
Формула изобретения
Линий изготовления палочек из древесного шпона, включающая узлы лущения, укладки и руПки шпона на палочки, сушки, полиронки, ориентирования, набора палочек р видо магазина,
центральна конвейер с ячейками и узел упаковки палочек, отличающаяся тем, что, с целью повыше- ния производительности за счет увеличения количества набора палочек, узел набора плчочек снабжен размещенными вдоль центрального конвейера боковыми магазинами и конвейерами с ячейками, а перед узлом упаковки палочек размещен механизм передачи палочек из ячеек боковых конвейеров в ячейки центрального конвейера, причем механизм передачи палочек выполнен в виде толкателей, которые кинематически связаны с приводом центрального конвейера посредством профильно
го кулачка, при этом боковые толка- тети установлены с обеих сторон дополнительных конвейеров, над ветвями которых смонтированы L-образные направляющие, а ячейки боковых конвейеров размещены ступенчато относительно ячеек центрального конвейера, наклонная ветвь которого снабжена пластинчатыми ограничителями глубины ячеек, причем наклонная ветвь центрального конвейера размещена в магазибины ячеек центрального конвейера 15 установлены ниже зубьев ячеек конвейеров.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОЛОСОВОГО ШПОНА | 1995 |
|
RU2064862C1 |
| Линия изготовления палочек из древесного шпона | 1985 |
|
SU1248804A1 |
| Линия для изготовления палочек из древесного шпона | 1985 |
|
SU1296414A1 |
| Линия изготовления палочек из древесного шпона | 1988 |
|
SU1535733A1 |
| Линия изготовления палочек из древесного шпона | 1985 |
|
SU1248803A1 |
| Устройство для ориентированной укладки палочек | 1980 |
|
SU933550A1 |
| Линия изготовления палочек из древесного шпона | 1987 |
|
SU1498616A1 |
| Установка для производства фигурной карамели на палочке в упаковке | 1990 |
|
SU1807852A3 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1994 |
|
RU2072914C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МОРОЖЕНОГО "ЭСКИМО" | 1945 |
|
SU69624A1 |

Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию для изготовления палочек из дресного шпона. Цель изобретения - повышение производительности за счет увеличения количества набора палочек. Узел набора палочек 4 снабжен размещенными вдоль центрального конвейера 12 боковыми магазинами 17 и конвейерами 18 с ячейками. Перед узлом упаковки 9 палочек 4 размещен механизм передачи палочек 4 из ячеек боковых конвейеров 18 в ячейки центрального конвейера 12. Механизм передачи палочек 4 выполнен в виде боковых толкателей 22, кинематически связанных с приводом центрального конвейера 12 посредством профильного кулачка. Боковые толкатели 22 установлены с обеих сторон конвейеров 18. Над ветвями центрального и бокового конвейеров смонтированы L - образные направляющие. Ячейки боковых конвейеров 18 размещены ступенчато относительно ячеек центрального конвейера 12. Наклонная ветвь центрального конвейера 12 снабжена пластинчатым ограничителями глубины ячеек. Из магазина 11 палочки 4 поступают по наклонной ветви в ячейки конвейеров 12 и 18. Поворачиваясь, боковые толкатели 22 ударяют по торцам палочек 4 и передают их из ячеек боковых конвейеров 18 в ячейки центрального конвейера 12. Зубчатые диски принимают порции палочек 4 из ячеек центрального конвейера 12, укладывают их на торец и передают к узлу упаковки 9 палочек 4. 11 ил.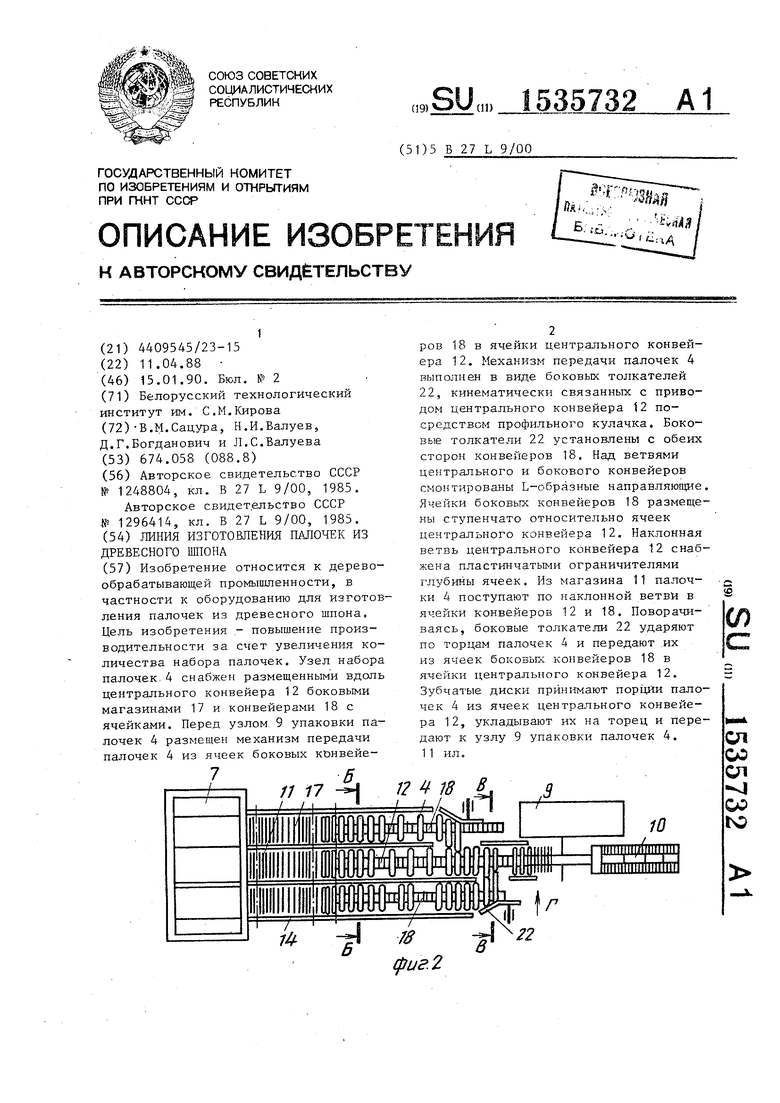
20 3
73
фиг А
фс/г-5
щ Фиг. 6
е-в
/J Z4- 4
-Ч /
фиг7
фиг8
гз &
(puaiu
19
V
Вид Г
фиг.З
фиги
| Линия изготовления палочек из древесного шпона | 1985 |
|
SU1248804A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Линия для изготовления палочек из древесного шпона | 1985 |
|
SU1296414A1 |
| Г, 27 L 9/00, 1985. | |||
