Изобретение относится к производству шин н предназначено лля наг ре- ва покрьпиек в поле сверхвысоксчаслчэт ной энергии (СВЧ-энергия) перед их вулканизацией.
Цель изобретения - повьпиенне ::ро- изводительностн устройстгза и уменьшение его габаритных размеров по высоте.
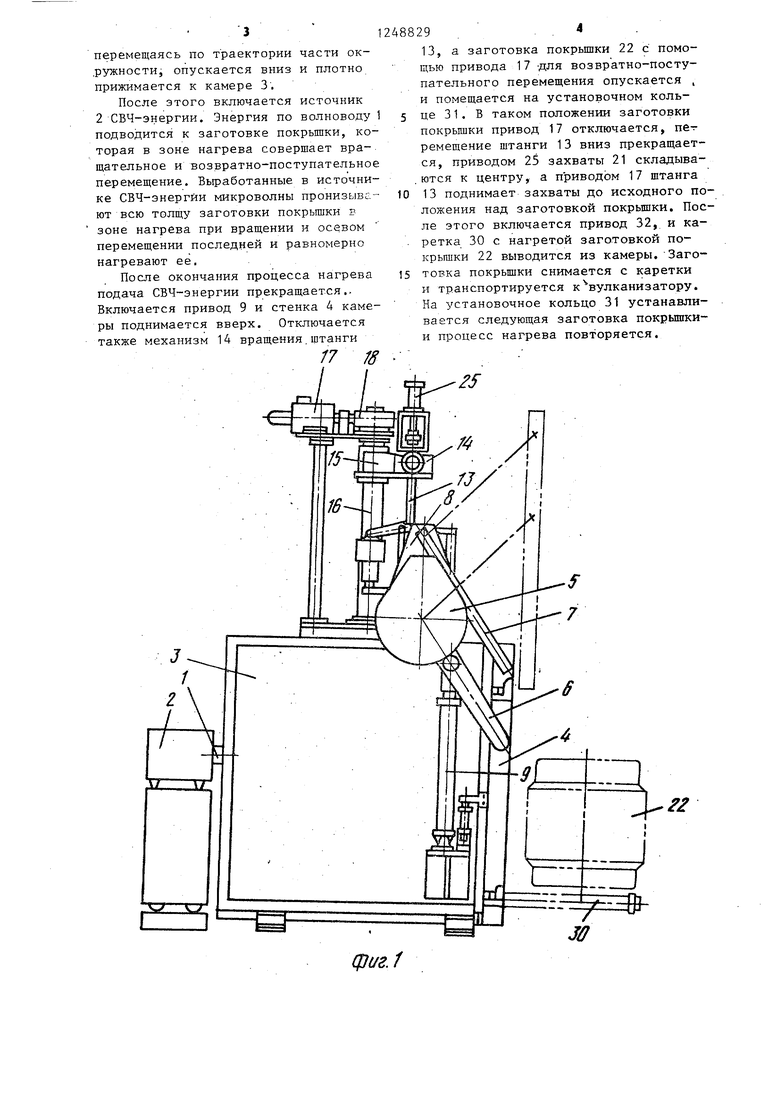
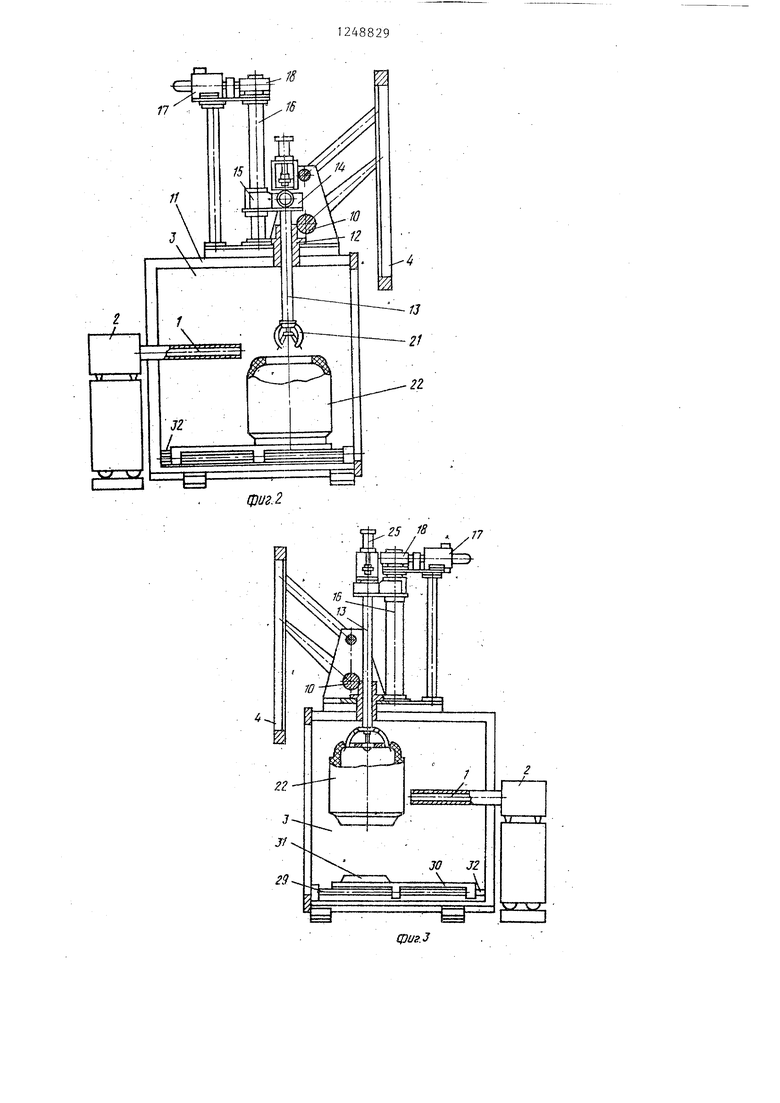
На фиг. 1 изображено устройство, вид с б оку J на фиг. 2 - то лсе перед навеской заготовки покрышкрт на механизм перемещения ее в зоне нагрэва на фиг. 3 - то же, во время нагрева заготовки покрьш1ки; на фиг, 4 - ме- ханизм перемещения заготовки покрышки в зоне нагрева.
Устройство для нагрева заготозкн покррлиек перед зулканизадией содержит соединенную посредством волно- вода 1 с источником 2 СВЧ-знергии герметичную камеру 3 прямоугольной формы с одной подвижной боковой стенкой А,которая смонтирована на камере 3 с помощью двлгх механизмов Ь шарнирного параллелограмма. механизм шарнирного параллелограмма имеет поворотные рычаги 6 и 7., ша.рни но связанные одними концами с боково стенкой 4, а другими - со стойкой 8,. закрепленной на верхней стенке камеры 3, и привод 9 для качаяи,я рычагов в виде силового цилиндра„ Механизмы 5 соединены между собой посредством горизонтальной штанги 10, жестко связанной с рычагами 6,
В в.ерхней стенке 1 1 7 :амеры 3 в направляющей 12 установлена полая поворотная 1 1танга 13.; связанная с меха низмом 14 ее вращения, cмoнтиpoвaннo на кронштейне 15, который совер;лает вертикальное возврат то-посту нательно перемещение по направлядащей колонке 16 от привода 17 с рй гг чстора 18, ходового винта 19 и гайки 20 (фиг. 4) ,
На нижнем конце штанги 13 шарнир- но смонтированы раднально разжимные захваты 21, которые приводятся в сложенное состояние для ввода Б посадоч вое отверстие заготовки покрышки 22 и разложенное состояние для удержани и перемещения покрышки в зоне нагрев 1еревод захватов в сложенное и разложенное состояние осуществляется с помощью тяг 23, шарнирно связанных с толкателем 24, размещенным в центральном отверстии штанги 13. Толкатель 24 coBepiiiaeT продольное перемещение от прив ода 25, соединенного с толкателем с помощью подшипникового узла 26. Для автоматического управле- HiiH приводом возвратно-поступательного перемещенр я заготовки покрышки в зона нагрева на стойке 27 установлены конечные вЕзжлючатели 28.
Внутри камерр 4 на горизонтальных направляющих 29 установлена подвижная каретка 30 для установки заготовки покрышки. На каретке 30 размещено установочное кольцо 31 для установки и центрирования заготовки по оси штанги 13. Каретка 30 связана с приводом 32 и перемещается в горизонтальном направлении при открытой боко15ОЙ стенке -4 камеры 3. I
Устройство работает следуюшим об- р а 3 ом,
npPi поднятой в верхнее положение стенк-е 4 и выдвинутой вперед каретке 30 на установочное кольцо 31 устанавливается заготовка покрьпики 22 м включается привод 32, Каретка вместе с покрьщ кой 22 перемещается внут;рь камеры 3. При перемещении каретки находящаяся на установочном кольце 31 заготовка покрЕ Ш1кн 22 свободно с не- болыиим Зсязором проходит под находя- шдчьшся в исходном положении в сложенном состо.янии захватами 21. В. крайнем положении каретки установочное кольцо с заготовкой Локрьшжи становится соосно со штангой 13. В таком положении включается привод 17 для возвратно-поступательного пере- меш.вггия штанги 13 вниз и вводит захваты 21 во внутреннюю полость заготовки покрышки. На небольшом расстоянии захватов от верхнего борта заготовки покрьшн-сн привод 7 от конечно- гс, выклкочйтеля 28 отключается, захваты останавливаются. Включается при- во;;; 25, толкатель 24 опускается вниз захваты 21, шарнирно связанные с тол- ка г-елем посредством тяг 23, поворачи- заются от центра и подходят под верхний борт заготовки покрьш1ки. Включается приво/д 17 перемещения штанги 13 иа подъем. При подъеме штанги 13 захваты 21 захватывают заготовку покрьпики под верхний борт иподнимают ее в зону нагрева. Включается механизм 14 вращения заготовки покрьшгки. Поворотные рычаги 6, жестко соединен- т.ые со штангой 10 приводом 9, поворачиваются вниз. При зтом стенка 4,
еремещаясь по траектории части ок- ужности, опускается вниз и плотно, рижимается к камере 3.
После этого включается источник 2 СВЧ-энертии. Энергия по волноводу подводится к заготовке покрышки, ко торая в зоне нагрева совершает вращательное и возвратно-поступательное перемещение. Вьфаботанные в источни ке СВЧ-энергйи микроволны пронизывг- ют всю толщу заготовки покрышки в зоне нагрева при вращении и осевом перемещении последней и равномерно нагревают ее.
После окончания процесса нагрева подача СВЧ-энергии прекращается.. Включается привод 9 и стенка 4 камеры поднимается вверх. Отключается также механизм 14 вращения.штанги
/7 W
48829 13,
и а заготовка покрышки 22 с помощью привода 17 -для возвратно-поступательного перемещения опускается . и помещается на установочном коль пе 31. В таком положении заготовки покрышки привод 17 отключается, пе-г ремещение штанги 13 вниз прекращается приводом 25 захваты 21 складываются к центру, а приводом 17 штанга 1013 поднимает захваты до исходного положения над заготовкой покрышки. После этого включается привод 32, и каретка 30 с нагретой заготовкой по- крьш1ки 22 выводится из камеры. Заготовка покрышки снимается с каретки и транспортируется к вулканизатору. На установочное кольцо 31 устанавливается следующая заготовка покрьшки- и процесс нагрева повторяется.
15
фиг.1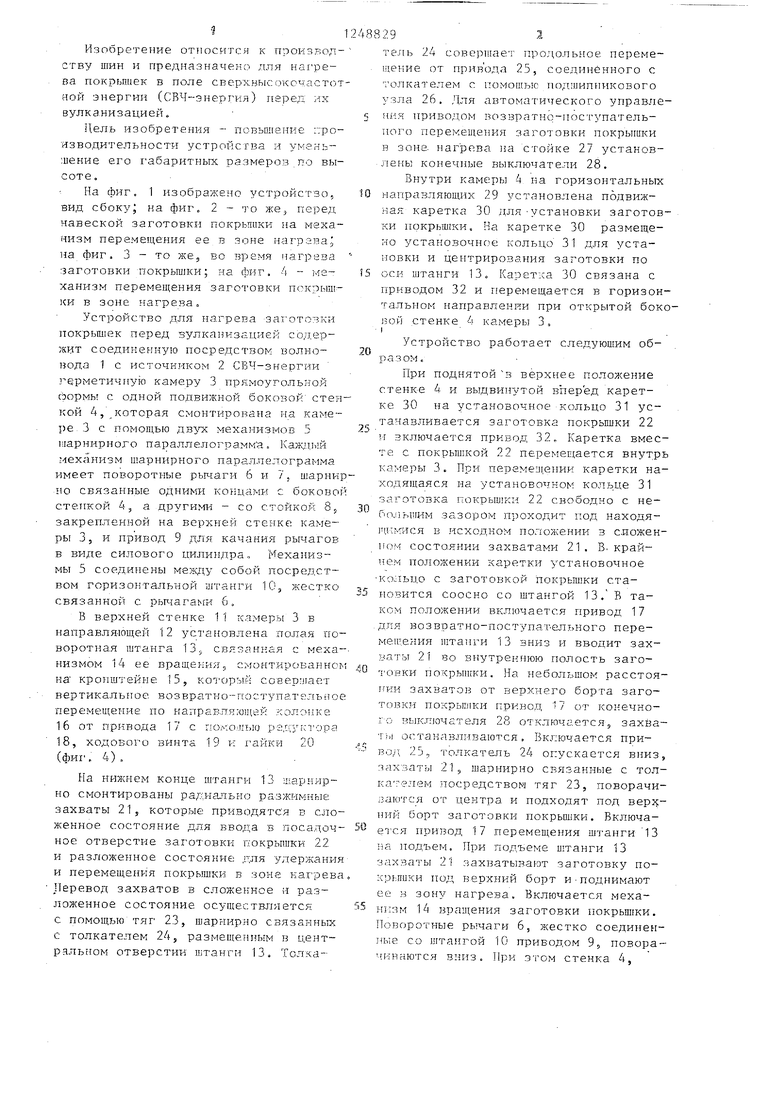
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагрева покрышек пневматических шин перед вулканизацией | 1983 |
|
SU1113267A1 |
| Устройство для нагрева покрышекпНЕВМАТичЕСКиХ шиН пЕРЕд ВулКАНизАциЕй | 1979 |
|
SU821188A1 |
| Устройство для нагрева покрышек пневматических шин перед вулканизацией | 1983 |
|
SU1077817A2 |
| Устройство для комплектовки покрышек пневматических шин | 1986 |
|
SU1426837A2 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1978 |
|
SU695094A1 |
| Автоматическая линия для формования и вулканизации покрышек | 1973 |
|
SU430605A1 |
| Устройство для сборки покрышек пневматических шин | 1983 |
|
SU1110662A2 |
| Способ вулканизации покрышек пневматических шин | 1975 |
|
SU538540A1 |
| Устройство для формирования борта при сборке покрышки пневматической шины | 1976 |
|
SU666096A1 |
| Устройство для измельчения резиновых отходов (его варианты) | 1980 |
|
SU1122211A3 |
2S
Tfr- V /
jiu.,,/ ,о./
25
сригА
Редактор А.Козориз
Составитель В.Дегтярев
Техред В.Кадар Корректор С.Черни
Заказ 4175/15Тираж 640Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-3,5, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Устройство для нагрева резино-кордных оболочек | 1982 |
|
SU1073122A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для нагрева покрышек пневматических шин перед вулканизацией | 1983 |
|
SU1113267A1 |
| Солесос | 1922 |
|
SU29A1 |
