I
Изобретение относится к nepei; a6oT ке композиционных материалов методом намотки и может быть использовано в различных отраслях народного хозяйства при изготовлении различных трубчатых изделий, например спирально- шовных .
Целью изобретения является повьше ние качества изоляции в околоиювной зоне трубы.
На фиг. 1 изображено устройство для нанесения изоляции; на фиг, 2 - профильный паз прижимного валика.
Устройство для нанесения изоляционного покрытия на сварные спирально шовные трубы включает рулон 1 нама тьгоаемого изоляционного материала и .прижимной валок 2,
Прижимной валок 2 состоит из двух роликов 3„ установленных по скользящей посадке на оси 4, закрепленной подвижно в продольном направлении на намоточной головке. На oci-y 4 по обе стороны прижимного валка размещены пружины 5, упираьэщиеся в фиксаторы 6 и противоположные тори,ь 7 роликов 3. Смежные торны 8 роликов 3 выполнены профильными,, Прюфиль образующегося паза 9 между роликами 3 соответствует конфигурации фopмye fo- го шва 10 спирально-шовной трубы 11, соединенной с приводом ее вращения и осевого перемещения
Рулон 1 наматываемого изоляционного материала установлен на оси 12 и.снабжен винтовым механизмом его поступательного перемещения вдоль прижимного валка 2, Винтовой меха-, низм выполнен в виде гайки 13; связанной с осью 12 рулона 1 и смонтированной на раме 14, и винта 15, который через муфту 16 сцепления и ре дуктор 17 соединен с приводом 18.
На. гайки 13 и оси 4 прижимного валка 2 установлены датчики - положения рулона 19 и положения валка 205, осуществляющие через преобразователь .21 включение и выключение при.вода 18 винтового механизма.
Устройство для нанесения изоляционного покрытия работает следующим образом.
На оси 12 устанавливают рулон 1 изоляционного материалаJ конец которого закрепляют на торце формуемой трубы 11, а прижимной валок 2 размещают на поверхности трубы 11 таким
25
488342
образом, чтобы первый шов 10 находился в пазу 9 между роликами 3.
Включают привод 18 винтового механизма и совмещают середину полотна
5 материала рулона 1 с осью симметрии паза 9, При этом вращение привода 18 через редуктор 17 и муфту, 16 сцепления передается винту 15, который, взаимодействуя с гайкой 13, переме 0 щает вправо или влево ось 12 рулона 1, Управление осуществляется при помощи преобразователя 21 датчиков 19 и 20 линейного перемещения, закрепленных на гайке 13 и оси 4 при55 жимного валка 2.
После чего, регулируя фиксаторами 6 усилие сжатия пружин 5, устанавливают заданное усилие прижатия валком 2 материала с рулона 1 к поверх20 ности трубы 11 в околошовном пространстве. Устройство готово к работе. Включают привод вращения трубы 11 и ее продольного перемещения относительно рулона 1 и валка 2. При этом скорости вращения и продольного перемещения трубь 1 1 выбирают исходя из 1яага шва 10 спирально-шовной трубы 1 1 . В процессе вращения и подачи трубы 11 в продольном направлении ма30 тариал с рулона 1 наматывается на поверхность трубы 11 и приформовыва- ется при помощи прижимного валка 2.
Если ширина полосы материала с рулона 1 меньше шага спирали сварного
35 шва 10 (по нормали и шву), то параллельно и с нахлестом наносят несколько полос материала с рулона 1 так, чтобь длина зоны нанесения бьша не меньше шага спирали сварного шва 10.
40 Если возникают значительные неровности ujBa 10 или наблюдается его смещение, то усилие давления шва 10 на .один из роликов 3 через пружину 5 и фиксатор 6 передается на ось 4, кото 5 рая смонтирована с. возможностью свободного перемещения, обеспечивая при этом заданное усилие прижима материала с рулона 1 валком 2 в околошовной зоне „
50 При этом датчики 19 и 20 включают привод 18, который перемещает рулон 1 в ту же сторону,что и прижимной валок 2,
образом, предлагаемая кон55 струкпия прияшмного валка обеспечивает высокое качество формования материала в околошовной зоне.
cpu.2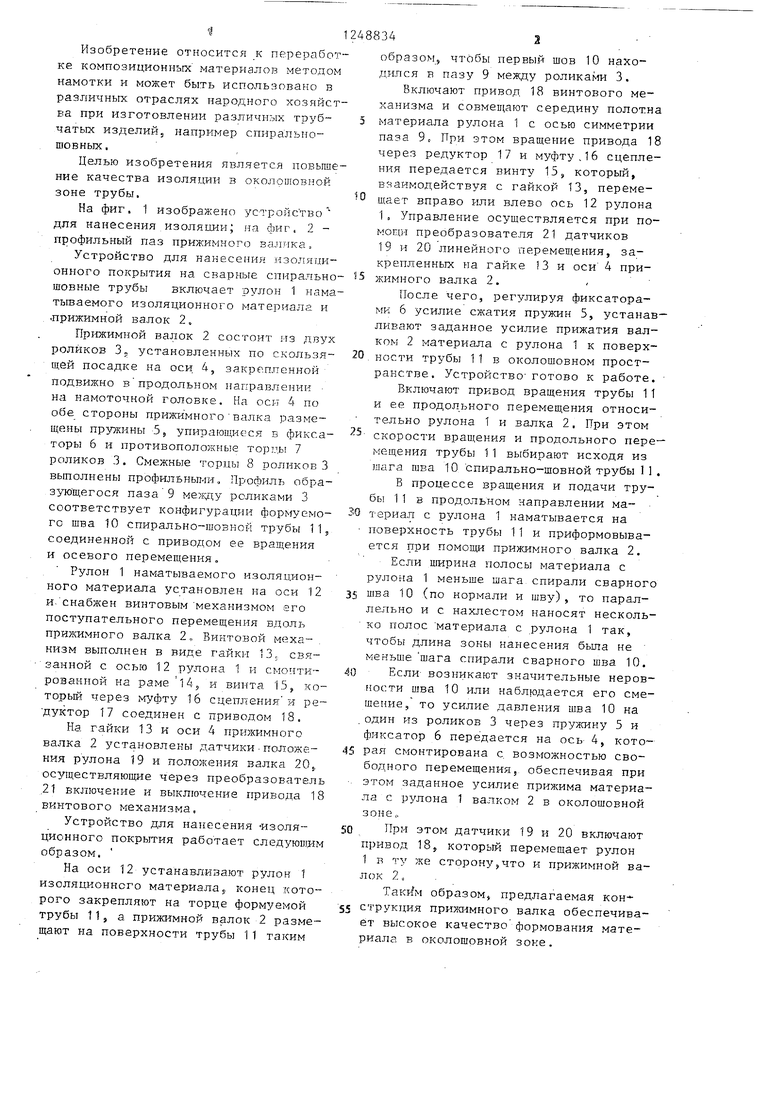
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА ТРУБЫ | 2009 |
|
RU2415332C1 |
| МАШИНА ДЛЯ ПОЛУЧЕНИЯ ТРУБ СО СПИРАЛЬНЫМ ЗАМКОВЫМ ШВОМ ИЗ ЦЕЛЬНОГО РУЛОННОГО ПРОКАТА | 2006 |
|
RU2429094C2 |
| Устройство для нанесения покрытия на гибкий рулонный материал | 1981 |
|
SU994031A1 |
| Способ изготовления спиральношовных труб | 1983 |
|
SU1143481A1 |
| Способ и узел нанесения изоляционного покрытия на трубопровод | 2016 |
|
RU2669724C2 |
| Устройство для складывания и приема рукавных пленок | 1987 |
|
SU1502380A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ С ЗАМКОВЫМ СОЕДИНЕНИЕМ ШВА | 2006 |
|
RU2305016C1 |
| СПОСОБ НАНЕСЕНИЯ ПОЛИМЕРНОГО ПОКРЫТИЯ НА СТАЛЬНЫЕ ТРУБОПРОВОДЫ | 2005 |
|
RU2313720C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОЛЯЦИОННОЙ ЛЕНТЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2196643C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |

| Устройство для намотки ленточного материала на трубу | 1975 |
|
SU574134A3 |
| Солесос | 1922 |
|
SU29A1 |
| Патрон для завертывания шпилек | 1983 |
|
SU1127756A1 |
| Солесос | 1922 |
|
SU29A1 |
