1 Изобретение относится к трубному производству, точнее к области производства сварных труб,и наиболее эффективно может быть использовано при изготовлении спирально-шовных труб токами высокой частоты, свариваемых внахлест. Известен способ изготояления спирально-шовных труб, при котором свариваемые кромки нагревают токами высокой частоты и создают сжимаю щие усилия. При зтом способе нагретые кромки сближают встык и, воздействуя на них роликами, создают сжимающие усилия, обеспечивающие сварку 01 Недостаток этого способа заключается в невысоком качестве сварки. Это объясняется тем, что к кром кам полосы и трубы прикладывают лиш сжимаювще- усилия, что не соответствует изгибу свариваемых кромок по заданной форме трубы и усложняет механизм для создания сварочного да ления. Известен также способ изготовления спирально-шовных труб, при котором полосу подают под углом к оси формуемой трубы, собирают кромки с перекрытием, нагревают их токами высокой частоты и сваривают, при зтом свариваемую кромку полосы размещают над свариваемой кромкой сфор мованной трубы 2J . Недостатком известного способа является невысокое качество сварки вследствие того, что сварной шов стремится за упругих свойств н сформованной еще полосы к раскрытию, свариваемая кромка полосы еще несформована и ее изгиб по форме трубы происходит только за счет сна ного соединения. Цель изобретения - повышение качества свариваемых труб путем улучшения сварного шва и геометрии трубы. I Поставленная цель достигается те что согласно способу изготовления спирально-шовных труб, при котором полосу подают под углом к оси формуемой трубы, собирают кромки с пер крытием, нагревают их токами высоко 1 частоты и сваривают, перекрытие создают, подавая кромку формуемой полосы под сформованную кромку. На фиг. 1 показана схема формовки и сварки трубы; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1, на фиг. 4 - сечение В-В на фиг. 1. Из рулона 1 полосу 2 с помощью задакнцих валков 3 подают в заходное формующее кольцо 4 кромкой 5. В этот, момент кромку 6 полосы 2 формуют по сходящемуся конусу 7, а затем кромка 6, попадая в заходное формующее кольцо 4, располагается над кромкой 5 полосы 2. В точке 8 сварки с помощью шовообжимных роликов 9 производят сварку разогретых кромок 5 и 6, превращая ее таким образом в спирально-шовную трубу 10. Пример. Из стальной полосы толщиной 2 мм и шириной 500 мм формуют трубную заготовку на заданный диаметр 250 м. При этом в начале процесса полосу подают в кольцо наклонно под углом /3 , равным 0,515, (фиг. 2) с обеспечением ширины перекрытия кромок 3-4 мм. Свариваемая кромка полосы, таким образом, с помощью заходного кольца направляется под свариваемую кромку трубы. В начале процесса формовки, до сварки шва, кромки полосы поддерживают- ся регулируемыми роликами (не показаны) . Сварку кромок осуществляют с помощью сварочного генератора мощностью 160 кВт с частотой- 440 кГц, который разогревает их до . Скорость сварки 30 м/мин. После сварки первого витка труба поддерживается люнетом (не показано) и поддерживающие ролики разводятся. Далее процесс формовки протекает за счет жесткости полось), удержания со свариваемой кромки внутри трубы и жесткости самой трубы. Использование предлагаемого способа изготовления спирально-шовных труб обеспечивает лучшее качество сварного шва и более точную геометрию : трубы, так как привариваемая кромка полосы удерживается более жесткой кромкой сформованной трубы.
м
77Г
У
Фиг. г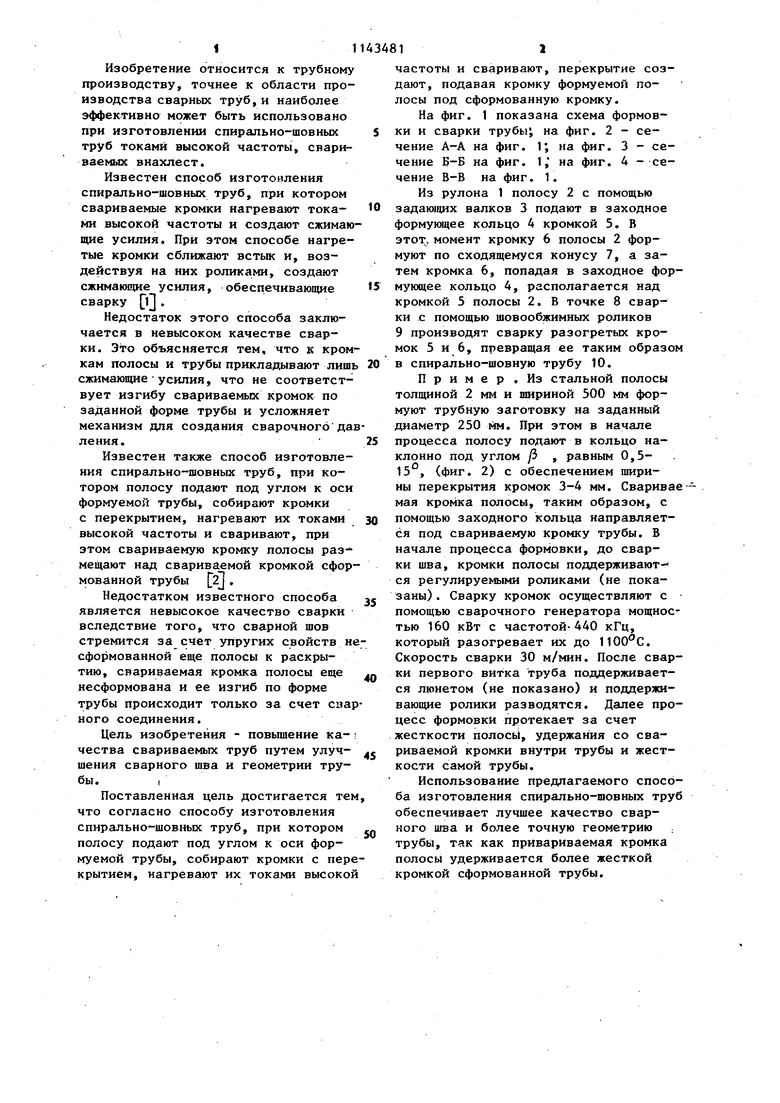
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формовки спирально-шовных труб | 1986 |
|
SU1344446A1 |
| Способ изготовления спиральношовных труб большого диаметра | 1981 |
|
SU1069899A1 |
| Способ изготовления спирально-шовных труб | 1986 |
|
SU1389898A1 |
| Способ изготовления спирально-шовных труб | 1988 |
|
SU1590149A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1987 |
|
SU1426666A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ | 2011 |
|
RU2476283C1 |
| Способ изготовления спиральношовных труб | 1985 |
|
SU1303208A1 |
| Устройство для изготовления сварных спиральношовных труб | 1977 |
|
SU700224A1 |
| Способ изготовления спирально-шовных труб и устройство для его осуществления | 1988 |
|
SU1574310A1 |
| Способ изготовления спиральношовных труб | 1986 |
|
SU1388134A1 |
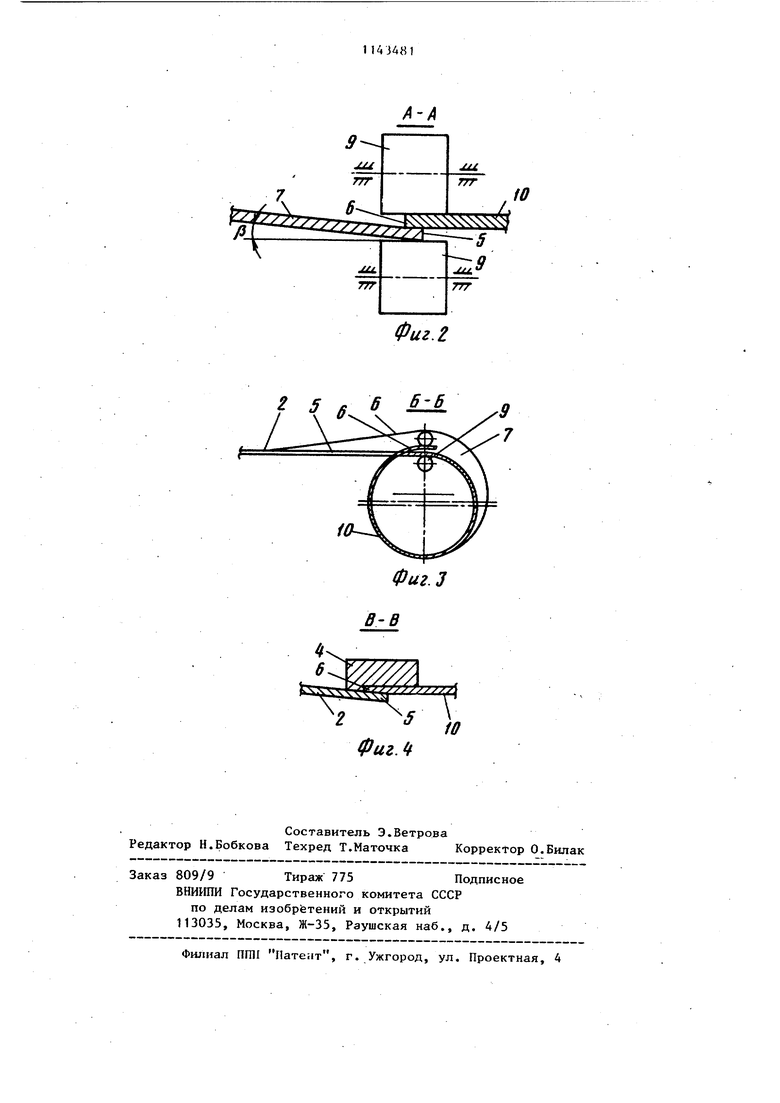
СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЬНО-ШОВНЫХ ТРУБ, при котором полосу подают под углом к оси формуемой трубы, собирают кромки с перекрытием, нагревают их токами высокой частоты и сваривают, отличаюцийс я тем, что, с целью повышения качества свариваемых труб, перекрытие создают, подавая кромку формуемой полосы под сформованную кромку. : 4ib Х
5
fe
Вб
Фиг. J
fff
Фиг.«
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США К 3548141, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 2873353, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
