I
Изобретение относится к автоматике и вычислительной технике и может быть использовано для обучения операторов систем управления технологическими процессами.
Цель изобретения - расширение дидактических возможностей устройства .
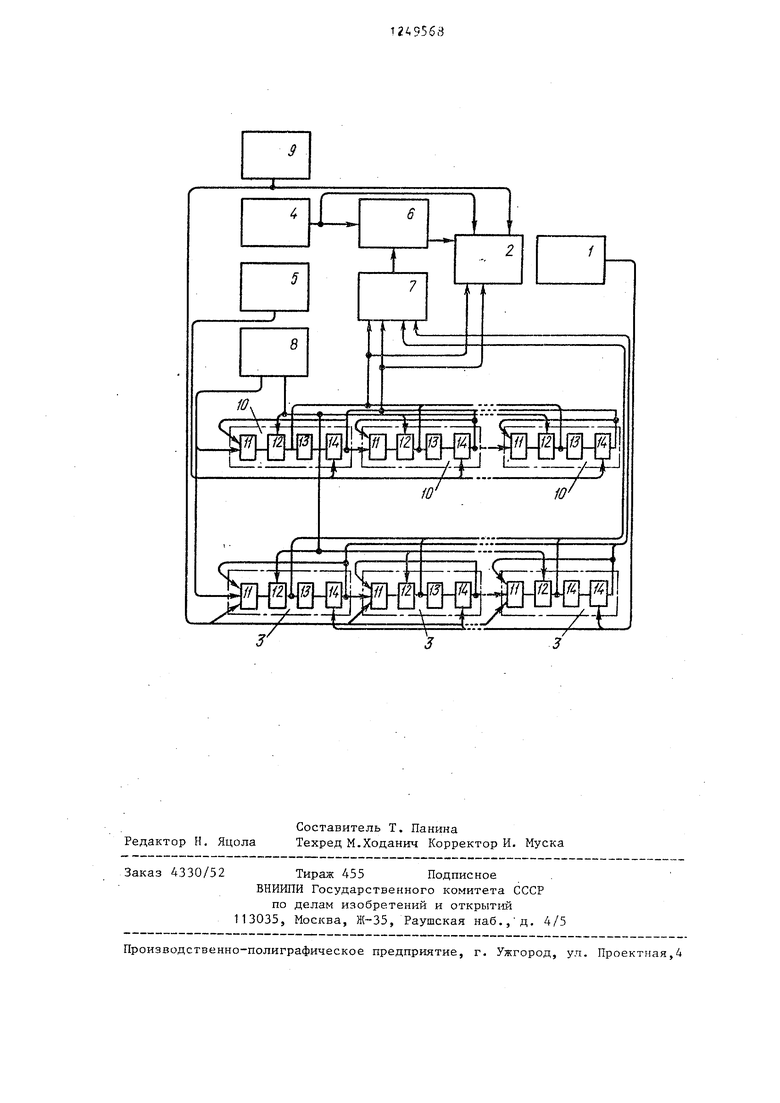
Устройство для обучения операторов систем управления технологическими процессами содержит пульт 1 оператора, блок 2 индикации, блоки 3 моделирования реального хода технологического процесса, блок 4 задания критериев оценок, блок 5 задания параметров планового хода технологического процесса, блок 6 оценки, блок 7 сравнения, блок 8 установки начальных условий технологического процесса, блок 9 изменения параметров реального хода технологического процесса и блоки 10 моделирования планового хода технологического процесса. Блоки 3 и 10 содержат последовательно соединенные сумматор 11, интегратор 12, пороговый элемент 13 и ключ 14, Блоки 5 и 9 состоят из М потенциометров блок 8 - из N резисторов, многопозиционного переключателя и потенциометра, блок 4 состоит из многопозиционного переключателя.
Устройство работает следующим образом,
. Вся информация о-фактических и плановых характеристиках управллемо го процесса, о возмущениях, критериях и оценках качества управления подается на контрольно-измерительные приборы блока 2 индикации.Перед началом обучения инструктор путем поворота ручек потенциометров, калиброванных в величинах управляемых параметров технологического процесса, с блока 8 задает сигналы, соответствующие плановому ходу технологического процесса, которые поступают на ключи 14 блока 10.
С блока 4 инструктор путем коммутации с помощью клавиш переключателя устанавливает сигналы, соответствующие выбранным критериям оценки и поступающие в блок б оценки, одновременно функция критерия отображается на блоке 2. Кроме того, инструктор путем поворота ручек потенциометров, калиброванных в величинах характеристик технологичес495682
кого процесса, с блока 8 задает сигналы, пропорциональные начальньм условиям технологического процесса, и поступающие на интеграторы 12 и
g сумматоры 11 блоков 3 и 10. В исходном состоянии значения сигналов на вЕлходе блоков 3 и 10 совпадают.
В производственном процессе вы- ходньпу1и наблюдаемыми переменными
10 являются уровень незавершенного
производства на участке и количество предметов труда, выпущенных с участка. Управление ведется за счет изменения пропускной способности
15 операции. Инструктор с-помощью движков потенциометров блока 5 устанавливает величины сигналов, соответствующих плановым значениям управ- ляющ,их воздействий, которые подают20 ся на ключи 14 блоков 10.
После того, как на блоки 10 поданы сигналы управляющих возде.йст- вий, с ключа каждого i -го блока 10 моделирования планового хода техно25 логического процесса на отдельных операциях (данного субблока) снимается сигнал, пропорциональньй выпуску предметов труда Jgbul- Этот сигнал подается на первый вход сум30 матора 11 следующего i +1-ro блока 10 и на второй инвертирующий вход этого же i -го блока 10, а также на блок 2 и блок 7 сравнения. Причем на первьш вход сумматора 11 первого
блока 10 подается сигнал Ug , пропорциональный величине планового прихода предметов труда на первую операцию технологического маршрута, который подается с блока 8.Сигнал
лд на выходе сумматора 11, равный U,j 8х1 - бык 1 поступает на вход интегратора 12 i -го блока 10.
45
При такой работе устройства ин- тегратор 12 каждого i-го блока 10 будет интегрировать величину U
и
ех 1
-Ц
4JhU,
в результате чего
на его выходе устанавливается вели™«а (J; , где R и с50о
параметры интегратора, определяющего масштаб модельного времени.
Этот сигнал пропорционален плановому уровню незавершенного производства на f-и операции. Он пода ется на блок 2, блок 7, пороговый элемент 13, где сравнивается с опор ным сигналом 11;, который соответ ствует нулевому уровню незавершениого производства на i -и операции технологической линии. При достижении UjocT уровня U элемент 13 блоков 10 выдает сигнал на закрытие ключа 14, формирующего сигнал вых 1 соответствии с величиной управляющего воздействия, пропорцинальный величине планового расхода предметов труду с i -и операции. Физически это означает прекращение выпуска предметов труда с {-и опе- рдции по причине их отсутствия.
Для задания начальной величины планового количества предметов труда на i-и операции инструктор с блока 8 посредством переключения многопозиционного переключателя последовательно подает сигналы на интеграторы 12 всех блоков 10 до тех пор, пока приборы на блоке 2 не покажут нужную величину. Под действием сигналов из блока 9 (величину их инструктор может, менять в процессе обучения), поступающих на третьи входы сумматоров 11 блоков 3 происходит отклонение параметров (выходных) блоков 3 и 10.
Обучаемый, анализируя эти отклонения, с помощью движков потенциометров устанавливает величины сигналов, соответствующих управляющим воздействиям, которые подаются на ключи 14 блоков 3. После того, как на блоки 3 с пульта 1 оператора поданы- сигналы управляющих воздействий, с ключа каждого ) -го блока моделирования реального хода технологического процесса на отдельной операции (данного субблока) снимается сигнал, пропорциональньй выпуску предметов труда . Этот сигнал подается на первый вход сумматора 11 следующего блока 3 и на второй инвертирующий вход i -го блока 3, а также на блоки 2 и 7.Причем на первый вход сумматора 11 первого блока 3 подается сигнал и , пропорциональный величине прихода предметов труда на первую операцию, технологического маршрута,который подается с блока 8. Сигнал на выходе сумматора, равный Ug, , поступает на вход интегратора 12 1-го блока 3.
При такой работе устройства интегратор 12 каждого 1-го блока будет интегрировать величину Ug,, -L ,,,,, -Ug-. гдеУд; - сигнал, пропорциональный возмущающему воздействшо, в результате чего на его выходе устанавливается
величина U
,1,-1гЬ
где
J
грет RC 5 R и С - параметры интегратора, определяющие масштаб модельного времени.
Этот сигнал пропорционален реальному уровню незавершенного про- 0 изводства i -и операции. Он подается на блок 2, блок 7 и пороговый элемент 13, где сравнивается с опорным сигналом U; , который.соответствует нулевому уровню незавершен- 5 ного производства на i -и операции технологической линии. При достижении 1-);с,ег уровня , элемент 13 выдает сигнал на закрытие ключа 14, формирующего сигнал ,,,; в соот- 0 ветствии с величиной управляющего воздействия, пропорциональный вели- .чине расхода предметов труда на ) -и операции. Физически это означает прекращение выпуска предметов труда 5 с 1-й операции по причине их отсутствия. Для задания начальной величины количества предметов труда на 1 -н операции инструктор блока 8 последовательно подает сигналы на Q интеграторы 12 блоков 3 до тех пор, пока приборы на блоке 2 не покажут нужную величину.
В блоке 7 величины сигналов,пропорциональных плановому и реальному уровню незавершенного производст- ва (UIOCT-- , ) каждой i-и операции, сравниваются и вычисляются их отклонения. Эти отклонения подаются на первые входы в блок 6. В блоке 6 на основании сигнала, соответствующего выбранному инструктором критеррш оценки деятельности оператора (сигнал задается с помощью многопозиционного переключателя в блоке 4), происходит коммутация нужной схемы для вычисления текущего значения критерия. Для каж- - дого конкретного вида критерия состав этой схемы нужно подбирать инди - видуально при настройке тренажера на конкретный технологический процесс. Например, для вычисления критерия суммарное отклонение выпуска товарной -продукции за плановый период эта схема представляет со- 5 бой обычнь й интегратор на базе операционного усилителя. Сигнал, пропорциональный величине оценки, отображается на блоке 2.
0
5
Оператор, анализируя результаты своего управления по показаниям блока 2, корректирует стратегию своего управления, стремясь к полу- ченшо лучшей оценки в рамках заданного критерия.
о Инструктор с помощью блока 2 следит за деятельностью оператора и в случае необходимости подает на блоки 3 моделирования реального хода технологического процесса те возмущения, на которые обучаемый плохо реагирует.
Формула изобретения
1. Устройство для обучения операторов систем управления технологическими процессами, содержащее пульт оператора, блок индикации и последовательно соединенные блоки моделирования реального хода технологического процесса, о т л и ч а ю щ е е с я тем, что, с целью расширения дидактических возможностей, в него введены блок задания критериев оценок, блок задания параметров планового хода технологического процесса, блок оценки, блок сравнения, блок изменения параметров реального хода технологического процесса, блок установки начальных условий и последовательно соединенные блоки моделирования плановог хода технологического процесса, первые .и вторые выходы которых подключены к соответствующим входам блока сравнения и блока индикации, первый вход первого блока моделирования планового хода технологического процесса соединен с первым входом блока установки начальных условий, соединенным с первым входом первого блока моделирования реального хода технологического процесса, второй вход каждого блока мо делирован ия планового хода технологического процесса соединен со
своим первым выходом, трет1-ш вход - с выходом блока задания параметров планового хода технологического про- цесса, а четвертый вход - с вторым выходом блока установки начальных условий, второй вход каждого блока моделирования реального хода технологического процесса соединен со
0 св.оим первым выходом, третий вход - с пультом оператора, четвертьш вход - с вторым выходом блока установки начальных условий, пятьш вход каждого блока моделирования реаль5 ного хода технологического процесса соединен с выходом блока изменения параметров реального хода технологического процесса, а первый и второй выходы - соответственно с третьим и
0 четвертым входами блока сравнения, выход которого соединен с первым входом блока оценки, второй вход которого подключен к выходу блока задания критерия оценки, соединенно5 му с первым входом блока индикации, второй вход которого соединен с выходом блока изменения параметров реального хода технологического процесса, а третий вход - с выходом
0 блока оценки.
2. Устройство по п.1, о т л и- чающееся тем, что блоки моделирования реального и планового ходов технологического процесса содержат последовательно соединенные сумматор, интегратор, пороговый элемент и ключ, выход которого является первым выходом блока, выход интегратора - вторым выходом блока, первьш и второй входы сумматора - соответственно первым и вторым входами блока, вход ключа - третьим входом блока, второй вход интегратора - четвертым входом блока, при этом третий вход сумматора является пятым входом блоХов моделирования реального хода технологического процесса.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обучения операторов систем управления | 1989 |
|
SU1667138A2 |
| Устройство для обучения и контроля совместной работы операторов | 1985 |
|
SU1345235A1 |
| Устройство для обучения крановщика | 1980 |
|
SU911590A1 |
| Устройство для обучения операторов грузоподъемных машин | 1978 |
|
SU769602A1 |
| ТРЕНАЖЕР ОПЕРАТОРОВ СИСТЕМ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 1990 |
|
RU2047909C1 |
| УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ОПЕРАТОРА | 1990 |
|
RU2010340C1 |
| Тренажер оператора энергоемких процессов | 1981 |
|
SU1043720A1 |
| ТРЕНАЖЕР ОПЕРАТОРА СИСТЕМ УПРАВЛЕНИЯ ТЕХНОЛОГИЧЕСКИМИ ПРОЦЕССАМИ | 1991 |
|
RU2012065C1 |
| Устройство для обучения операторов грузоподъемных машин | 1982 |
|
SU1035635A1 |
| Тренажер операторов автоматизированных систем управления | 1981 |
|
SU991482A1 |
Изобретение относится к автоматике и вычислительной технике и может быть использовано для обучения .операторов систем управления технологическими процессами. Целью изобретения является расширение дидактических возможностей устройства. .Сущностью изобретения явл яется введение в устройство для обучения операторов систем управления технологическими процессами, содержащее пульт оператора, блок индикации и последовательно соединенные блоки моделирования реального хода технологического процесса, блока задания критериев оценок, блока задания параметров планового хода технологического процесса, блока оценки, блока сравнения, блока изменения параметров реального хода технологического процесса, блока установки начальных условий и последовательно соединенных блоков моделирования планового хода технологического iпроцесса. 1 з.п. ф-лы, 1 ил. с 
Редактор Н, Яцола
Составитель Т. Панина
Техред М.Ходанич Корректор И. Муска
4330/52
Тираж 455 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб.,-д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектггая,4
| Тренажер для обучения операторов систем управления технологическими процессами | 1978 |
|
SU739626A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Устройство для обучения операторов систем управления | 1977 |
|
SU734796A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
