Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для гибки краев толстого стального листа по ширине несколько раз по отдельности в продольном направлении толстого стального листа. Кроме того, настоящее изобретение относится к способу и установке для изготовления стальной трубы посредством придания формы толстому стальному листу, который подвергается гибке краев до получения цилиндрической формы, стыковке краев по ширине друг с другом и соединению состыкованных краев толстого стального листа по ширине посредством сварки.
Уровень техники
Для изготовления стальной трубы большого диаметра для трубопровода и т.п. используют способ, в котором толстому стальному листу, имеющему заданную длину, ширину и толщину, посредством обработки давлением придают цилиндрическую форму, имеющую направление оси трубы в продольном направлении толстого стального листа, и затем края толстого стального листа по ширине стыкуют друг с другом. Для удобства придания цилиндрической формы и соответствующей формы трубы гибку краев (загибание), которая придает заданную кривизну краям толстого стального листа по ширине, выполняют перед приданием толстому стальному листу цилиндрической формы.
Такую гибку краев выполняют следующим образом: толстый стальной лист помещают между нижней частью штампа и верхней частью штампа, которые имеют кривизну, зависящую от диаметра трубы, и нижняя часть штампа поднимается гидравлическим цилиндром, так что края толстого стального листа по ширине прижимаются к верхней части штампа. Однако, поскольку длина толстого стального листа больше эффективной длины частей штампа, толстый стальной лист нельзя подвергнуть давлению по всей длине за одну операцию обработки давлением. По этой причине был внедрен способ, в котором гибку на краях толстого стального листа по ширине выполняют несколько раз (например, от трех до четырех раз), периодически подавая толстый стальной лист в продольном направлении для выполнения гибки краев по всей длине.
В Патентной литературе с 1 по 3 описывается способ получения предпочтительной формы на состыкованном участке. Патентная литература 1 определяет длину b подачи в зависимости от толщины или прочности толстого стального листа. Патентная литература 2 определяет длину Lc области, подлежащей гибке, в зависимости от толщины или прочности толстого стального листа. Патентная литература 3 определяет радиус кривизны R1 верхней части штампа, горизонтальное расстояние u от центра кривизны верхней части штампа до края толстого стального листа и силу давления w в зависимости от толщины или прочности толстого стального листа. Патентная литература 4 предлагает способ изготовления стальной трубы, в котором колебание формы стыкуемого участка является небольшим на основании информации о прочности толстого стального листа. Патентная литература 5 предлагает способ непрерывного выполнения гибки краев.
Патентная литература 6 описывает способ, включающий в себя процесс придания U-образной формы толстому стальному листу с помощью пресса для гибки толстого стального листа по всей длине одновременно в процессе изготовления стальной трубы, в котором переходная часть, сужающаяся в направлении края поверхности контакта со стальным листом, образована на обоих концах в направлении оси трубы нижнего держателя штампа в контакте с наружной боковой поверхностью толстого стального листа для препятствования локальному контакту с участком, обусловливающим деформацию отверстия на продольном концевом участке.
Перечень цитирования
Патентная литература
Патентная литература 1: JP-H08-294727 A
Патентная литература 2: JP-H10-211520 A
Патентная литература 3: JP-2008-119710 A
Патентная литература 4: JP-2009-6358 A
Патентная литература 5: JP-H07-32049 A
Патентная литература 6: JP-2007-245218 A
Раскрытие сущности изобретения
Техническая проблема
Однако вся Патентная литература с 1 по 4 предназначена для оптимизации формы определенного сечения толстого стального листа и не принимает во внимание колебание угла гибки краев между соседними участками на границе подачи толстого стального листа. Кроме того, в способе, описанном в Патентной литературе 5, неясно, что головой конец, перед которым нет никаких стальных листов, или хвостовой конец, за которым нет никаких стальных листов, имеет такую форму гибки, как и на среднем участке в продольном направлении. Кроме того, требуется внедрение нового оборудования. Способ, описанный в Патентной литературе 6, относится к способу для препятствования деформации отверстия и не принимает в расчет случай, когда часть стальной трубы в продольном направлении несколько раз подвергается гибке с периодической подачей толстого стального листа в продольном направлении.
Задача настоящего изобретения состоит в том, чтобы решить проблемы, связанные с вышеуказанными традиционными способами и уменьшить колебание угла гибки краев между соседними участками на границе подачи толстого стального листа.
Решение проблемы
Авторы изобретения изучили колебание угла гибки краев между соседними участками на границе подачи толстого стального листа для выяснения его причины и в результате разработали настоящее изобретение. Первым аспектом является способ гибки краев толстого стального листа, использующий устройство для гибки краев толстого стального листа, содержащее: пару частей штампа, выполненных с возможностью размещения, соответствующего краю толстого стального листа по ширине; исполнительный орган, выполненный с возможностью зажимания пары частей штампа с заданной силой давления; и транспортирующий механизм, выполненный с возможностью транспортирования толстого стального листа в направлении продольного направления толстого стального листа в качестве направления транспортирования, в котором край толстого стального листа по ширине подвергается гибке края по всей длине посредством выполнения гибки края толстого стального листа по ширине несколько раз с помощью пары частей штампа, в то время как толстый стальной лист периодически транспортируется транспортирующим механизмом, и одна из пары частей штампа, которая контактирует с поверхностью, расположенной на наружной стороне гибки края толстого стального листа по ширине, подлежащего гибке, имеет плоскую часть, которая контактирует с поверхностью, расположенной на наружной стороне гибки, и переходную часть, образованную с криволинейной поверхностью и предусмотренную рядом с плоской частью, по меньшей мере, на стороне подачи в направлении транспортирования, и плоская часть и переходная часть соединены таким образом, что они имеют общую касательную линию.
Вторым аспектом является способ гибки краев толстого стального листа по первому аспекту, в котором гибка края толстого стального листа по ширине выполняется с центром плоской части в направлении транспортирования, смещенным к стороне подачи в направлении транспортирования относительно центра силы давления, создаваемой исполнительным органом в направлении транспортирования.
Третьим аспектом является способ гибки краев толстого стального листа по первому или второму аспекту, в котором задано, что головной конец толстого стального листа в направлении транспортирования находится в положении, которое соответствует переднему концу плоской части при первом проходе гибки края толстого стального листа по ширине.
Четвертым аспектом является способ гибки краев толстого стального листа по одному из аспектов с первого по третий, в котором задано, что хвостовой конец толстого стального листа в направлении транспортирования находится в положении, которое соответствует заднему концу плоской части при окончательном проходе гибки края толстого стального листа по ширине.
Пятым аспектом является способ изготовления стальной трубы, включающий в себя:
процесс гибки краев толстого стального листа, использующий устройство для гибки краев толстого стального листа, содержащее пару частей штампов, выполненных с возможностью размещения, соответствующего краю толстого стального листа по ширине, исполнительный орган, выполненный с возможностью зажимания пары частей штампа с заданной силой давления, и транспортирующий механизм, выполненный с возможностью транспортирования толстого стального листа в направлении продольного направления толстого стального листа в качестве направления транспортирования, в котором край толстого стального листа по ширине подвергается гибке края по всей длине посредством выполнения гибки края толстого стального листа по ширине несколько раз с помощью пары частей штампа, в то время как толстый стальной лист периодически транспортируется транспортирующим механизмом; процесс формирования цилиндра, в котором толстому стальному листу с краями по ширине, подвергнутыми гибке краев, придают цилиндрическую форму, и края толстого стального листа по ширине стыкуют друг с другом; и процесс соединения, в котором состыкованные края толстого стального листа по ширине сваривают, и способ гибки краев толстого стального листа по любому из аспектов с первого по четвертый используют в качестве процесса для гибки краев.
Шестым аспектом является устройство для гибки краев толстого стального листа, содержащее: пару частей штампов, выполненных с возможностью размещения, соответствующего краю толстого стального листа по ширине; исполнительный орган, выполненный с возможностью зажимания пары частей штампа с заданной силой давления; и транспортирующий механизм, выполненный с возможностью транспортирования толстого стального листа в направлении продольного направления толстого стального листа в качестве направления транспортирования, в котором край толстого стального листа по ширине подвергается гибке края по всей длине посредством выполнения гибки края толстого стального листа по ширине несколько раз с помощью пары частей штампа, в то время как толстый стальной лист периодически транспортируется транспортирующим механизмом, и одна из пары частей штампа, которая контактирует с поверхностью, расположенной на наружной стороне гибки края толстого стального листа по ширине, подлежащего гибке, имеет плоскую часть, которая контактирует с поверхностью, расположенной на наружной стороне гибки, и переходную часть, образованную с криволинейной поверхностью и предусмотренную рядом с плоской частью, по меньшей мере, на стороне подачи в направлении транспортирования, и плоская часть и переходная часть соединены таким образом, что они имеют общую касательную линию.
Седьмым аспектом является устройство для гибки краев толстого стального листа по шестому аспекту, в котором центр плоской части в направлении транспортирования в одной из пары частей штампа, которая контактирует с поверхностью, расположенной на наружной стороне гибки краев, смещен к стороне подачи в направлении транспортирования относительно центра силы давления, создаваемой исполнительным органом в направлении транспортирования.
Восьмым аспектом является установка для изготовления стальной трубы, содержащая:
устройство для гибки краев толстого стального листа, содержащее пару частей штампов, выполненных с возможностью размещения, соответствующего краю толстого стального листа по ширине, исполнительный орган, выполненный с возможностью зажимания пары частей штампа с заданной силой давления, и транспортирующий механизм, выполненный с возможностью транспортирования толстого стального листа в направлении продольного направления толстого стального листа в качестве направления транспортирования, в котором край толстого стального листа по ширине подвергается гибке края по всей длине посредством выполнения гибки края толстого стального листа по ширине несколько раз с помощью пары частей штампа, в то время как толстый стальной лист периодически транспортируется транспортирующим механизмом; устройство для формирования цилиндра, выполненное с возможностью придания цилиндрической формы толстому стальному листу с краями по ширине, подвергнутыми гибки краев, и стыковки краев толстого стального листа по ширине друг с другом; и соединительное устройство, выполненное с возможностью сварки состыкованных краев толстого стального листа по ширине, и установка для изготовления стальной трубы содержит устройство для гибки краев толстого стального листа по шестому или седьмому аспекту в качестве устройства для гибки краев толстого стального листа.
Эффект изобретения
По настоящему изобретению толстый стальной лист подвергается гибке краев с помощью пары частей штампа, выполненных таким образом, что одна из пары частей штампа, которая контактирует с поверхностью, расположенной на наружной стороне гибки края толстого стального листа по ширине, содержит плоскую часть, которая контактирует с поверхностью, расположенной на наружной стороне гибки, и переходную часть, образованную с криволинейной поверхностью и предусмотренную рядом с плоской частью, по меньшей мере, на стороне подачи в направлении транспортирования, и плоская часть и переходная часть соединены таким образом, что они имеют общую касательную линию. Таким образом, может быть уменьшено колебание угла гибки краев между смежными участками на границе подачи толстого стального листа. В результате существует возможность изготовления стальной трубы с меньшими дефектами сварного шва или дефектами формы на стыковом участке.
Краткое описание чертежей
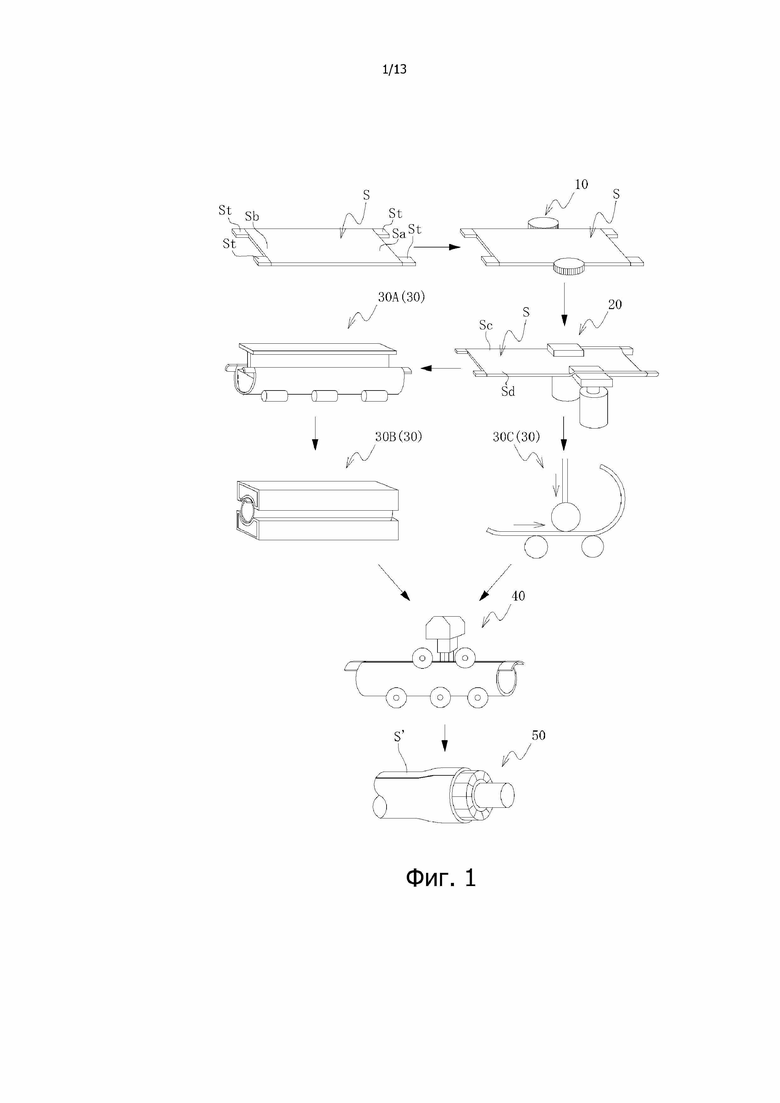
Фиг. 1 – схематическое изображение установки и способа изготовления стальной трубы по варианту выполнения настоящего изобретения;
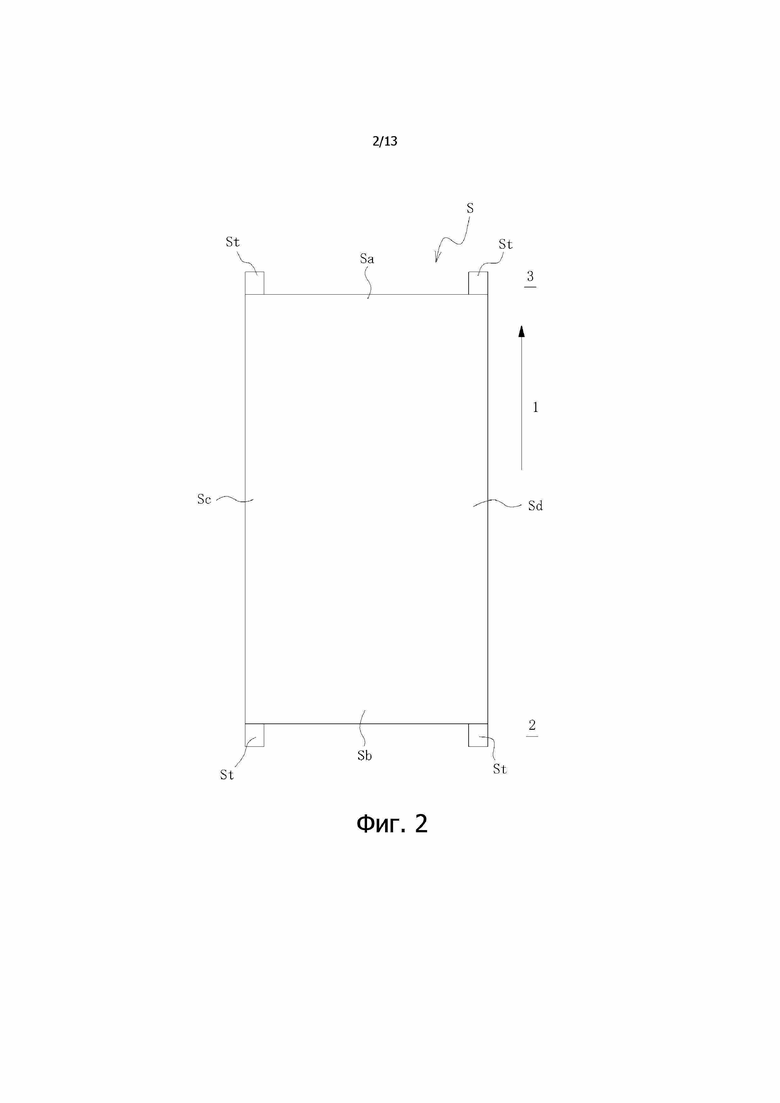
фиг. 2 – вид сверху примера толстого стального листа, который подвергают гибке краев;
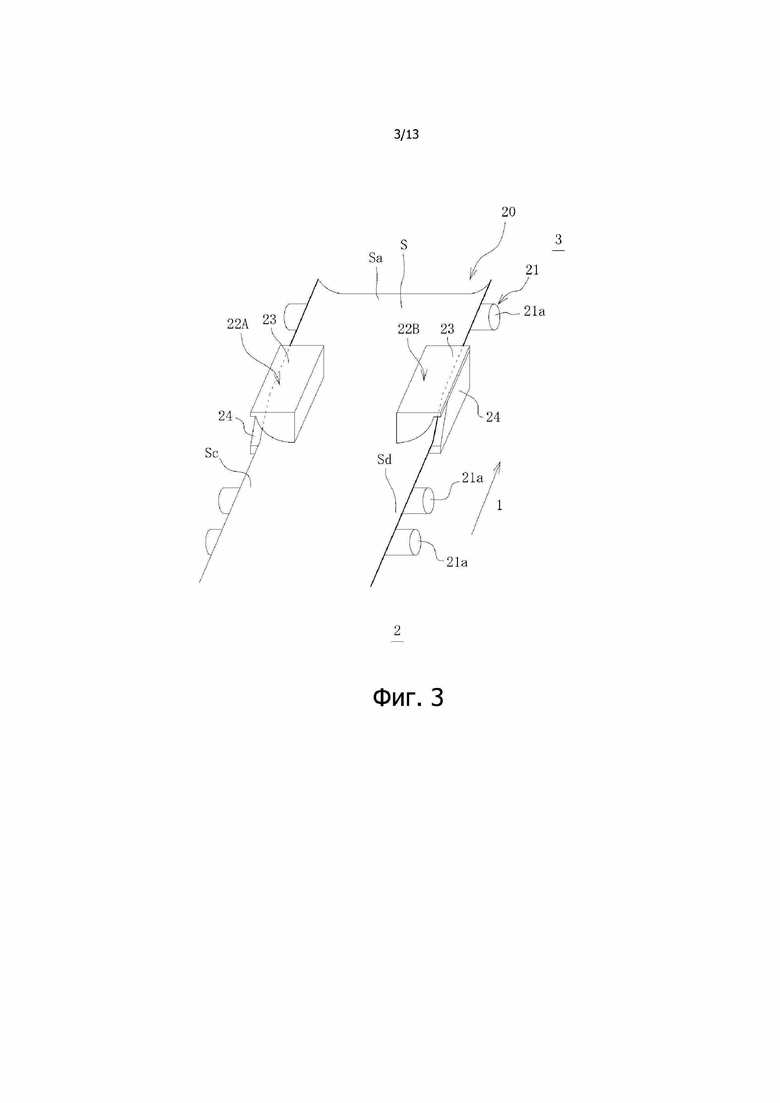
фиг. 3 – схематический вид устройства для гибки краев толстого стального листа по варианту выполнения настоящего изобретения;
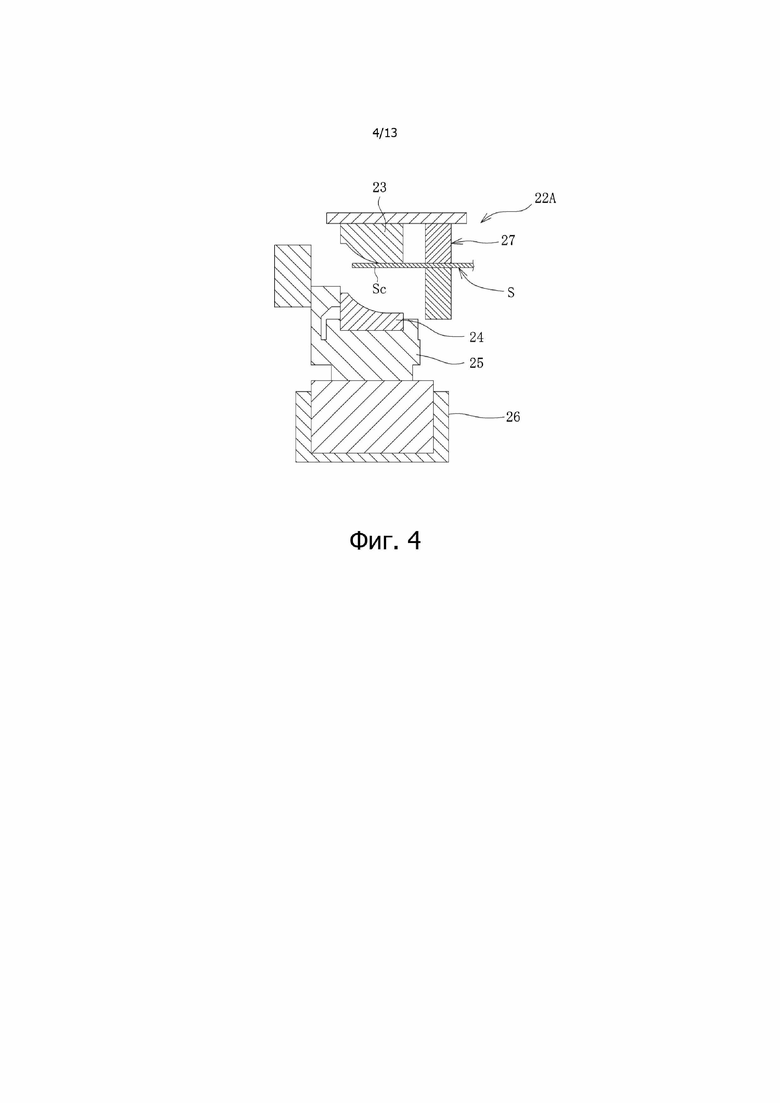
фиг. 4 – вид в разрезе по ширине, показывающий состояние перед гибкой краев с помощью штамповочного механизма устройства для гибки краев толстого стального листа из фиг. 3;
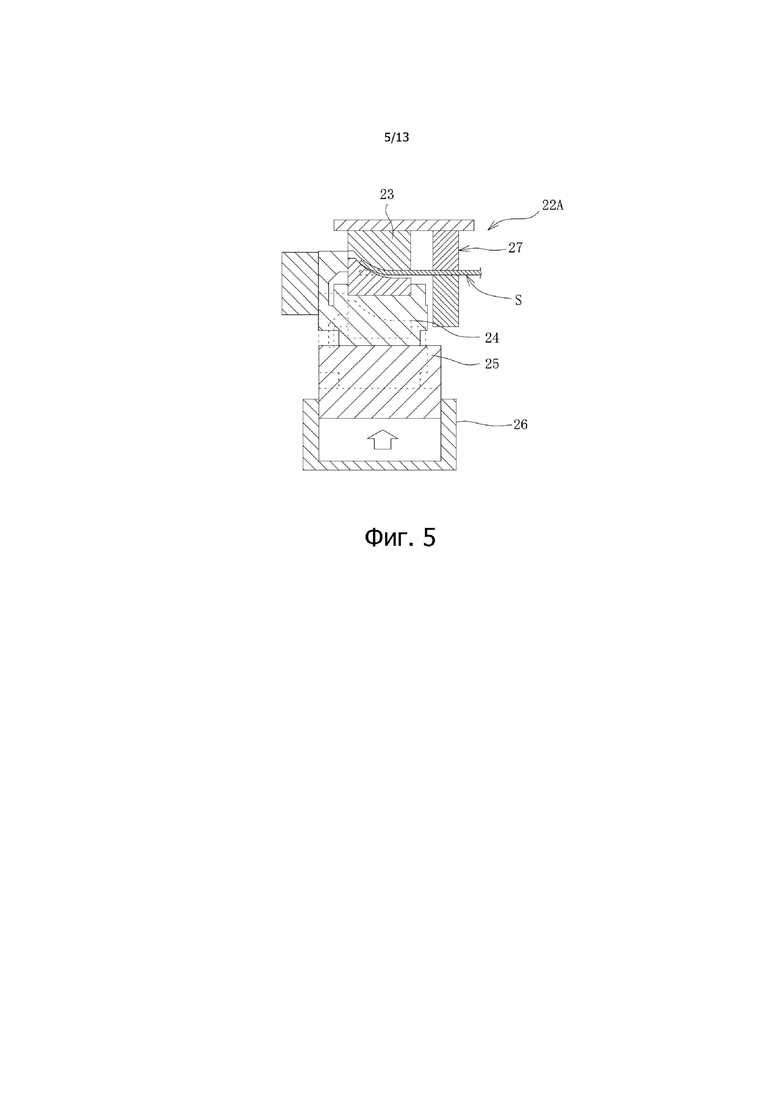
фиг. 5 – вид в разрезе по ширине, показывающий состояние во время гибки краев с помощью штамповочного механизма устройства для гибки краев толстого стального листа из фиг. 3;
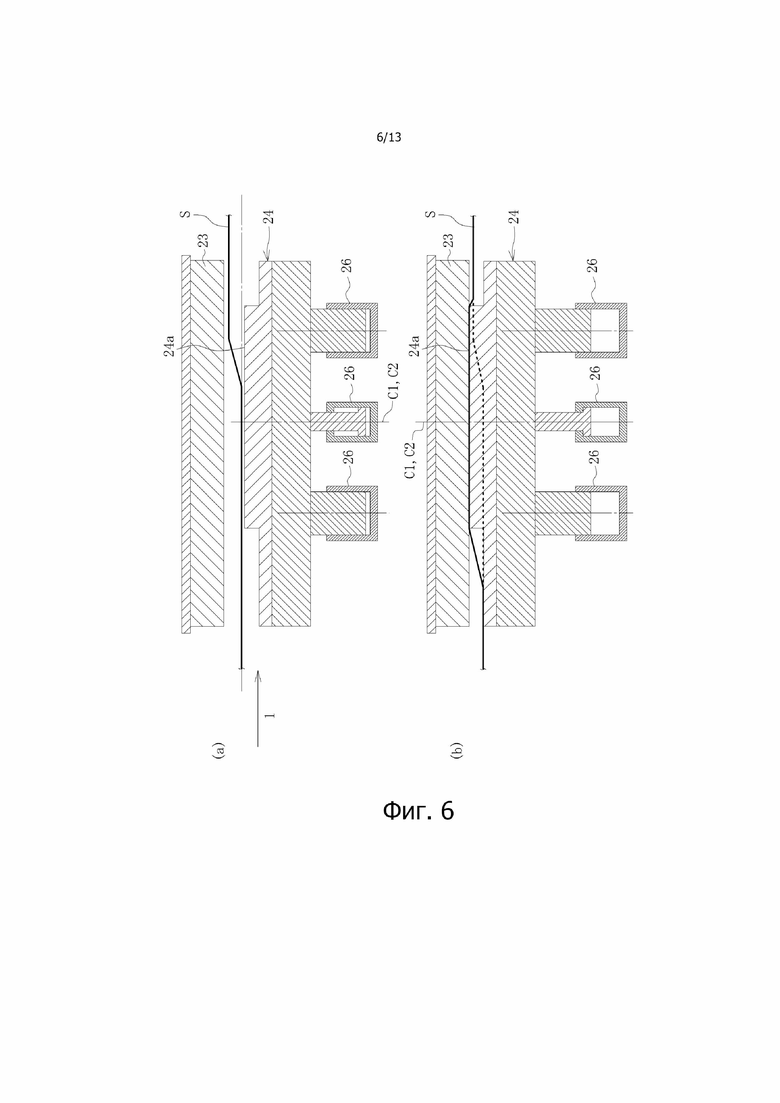
фиг. 6(a) – вид в разрезе в направлении транспортирования, показывающий штамповочный механизм традиционного устройства для гибки краев толстого стального листа в состоянии перед гибкой краев, и фиг. 6(b) – в состоянии во время гибки краев;
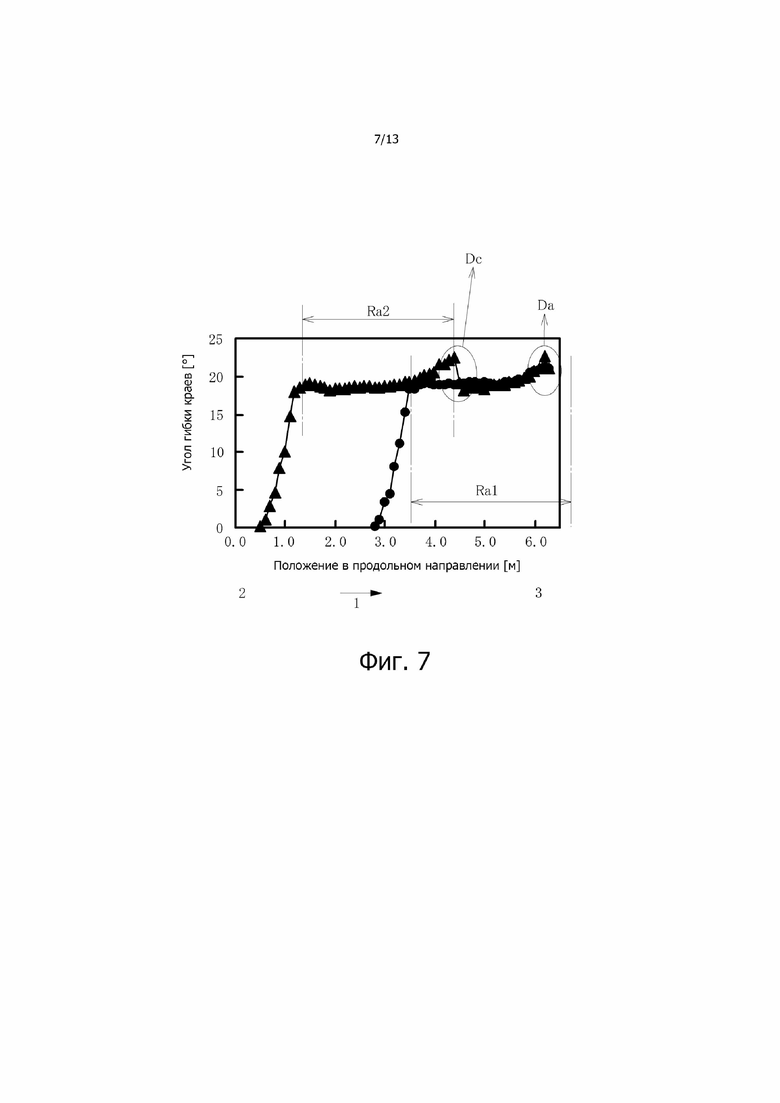
фиг. 7 – график изменения формы толстого стального листа в результате гибки краев;
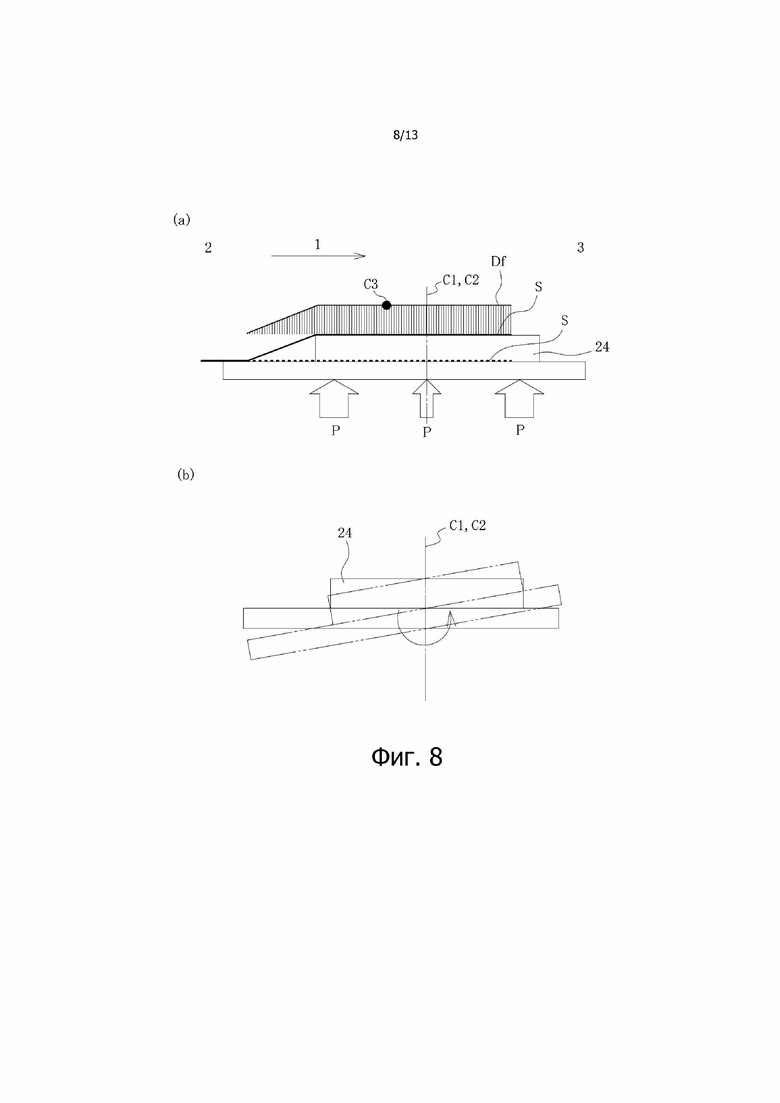
фиг. 8(a) – взаимное расположение центра силы давления, центра плоской части и центра силы деформации гибки в случае первой гибки краев с использованием традиционного устройства для гибки краев толстого стального листа, показанного на фиг. 6, и фиг 8(b) – схематическое изображение состояния, в котором нижняя часть штампа наклонена, что является следствием взаимного расположения центра силы давления, центра плоской части и центра силы деформации гибки;
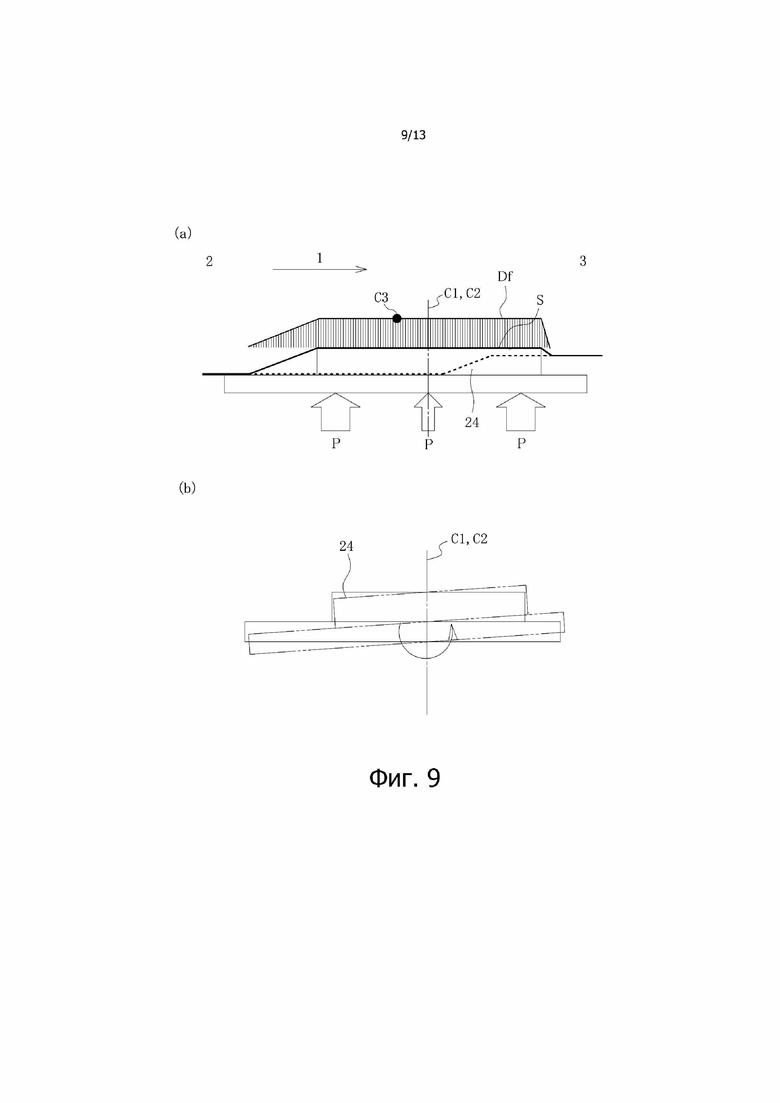
фиг. 9(a) – взаимное расположение центра силы давления, центра плоской части и центра силы деформации гибки в случае второй гибки краев с использованием традиционного устройства для гибки краев толстого стального листа, показанного на фиг. 6, и фиг 9(b) – схематическое изображение состояния, в котором нижняя часть штампа наклонена, что является следствием взаимного расположения центра силы давления, центра плоской части и центра силы деформации гибки;
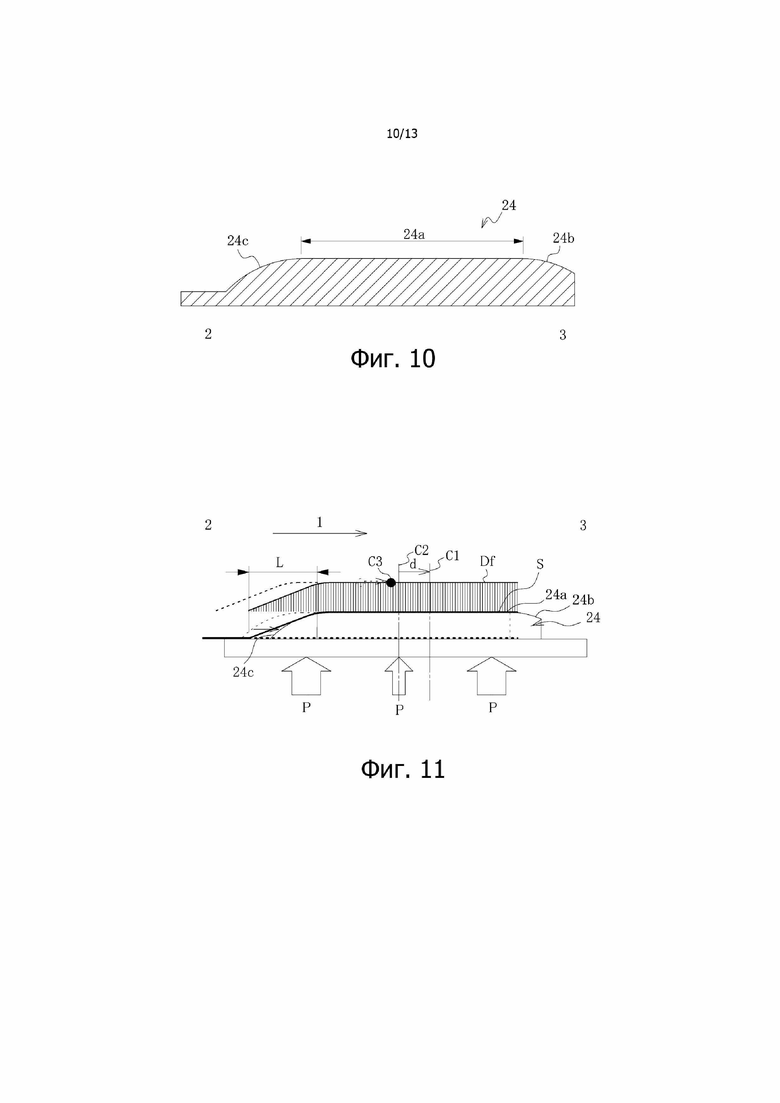
фиг. 10 – вид в разрезе в направлении транспортирования, показывающий нижнюю часть штампа устройства для гибки краев толстого стального листа по варианту выполнения настоящего изобретения;
фиг. 11 – взаимное расположение центра силы давления, центра плоской части и центра силы деформации гибки в случае первой гибки краев с использованием устройства для гибки краев толстого стального листа по предпочтительному аспекту варианта выполнения настоящего изобретения;
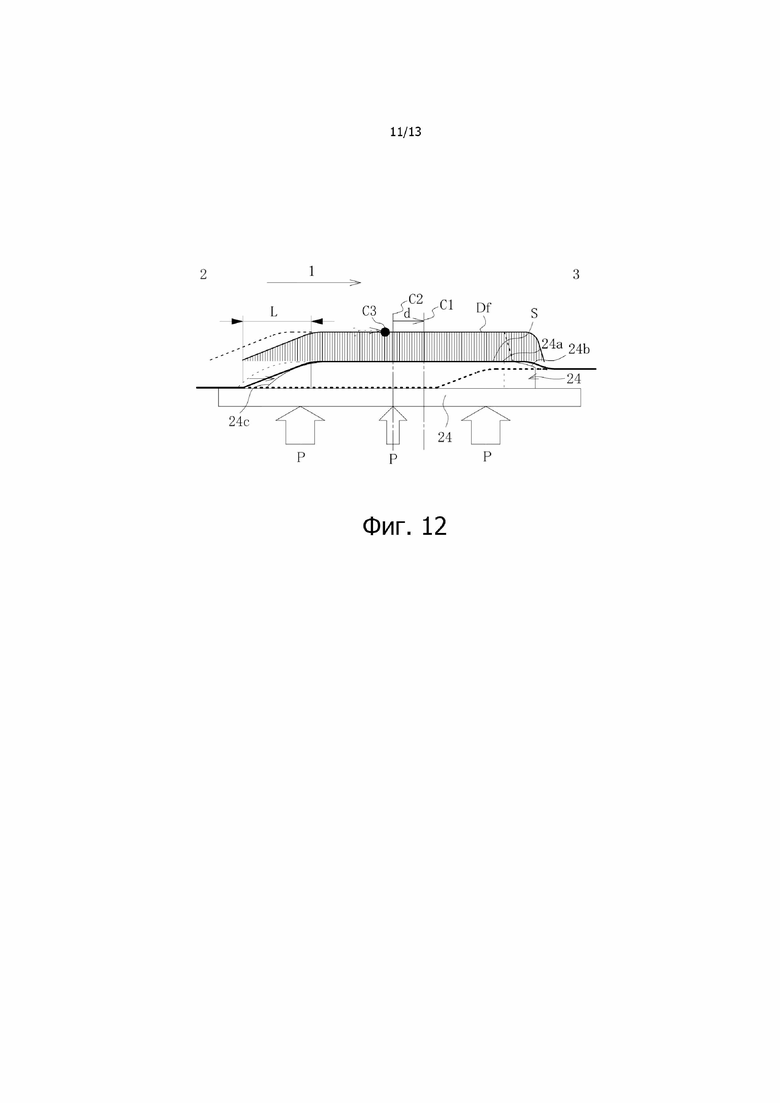
фиг. 12 – взаимное расположение центра силы давления, центра плоской части и центра силы деформации гибки в случае второй гибки краев с использованием устройства для гибки краев толстого стального листа по предпочтительному аспекту варианта выполнения настоящего изобретения;
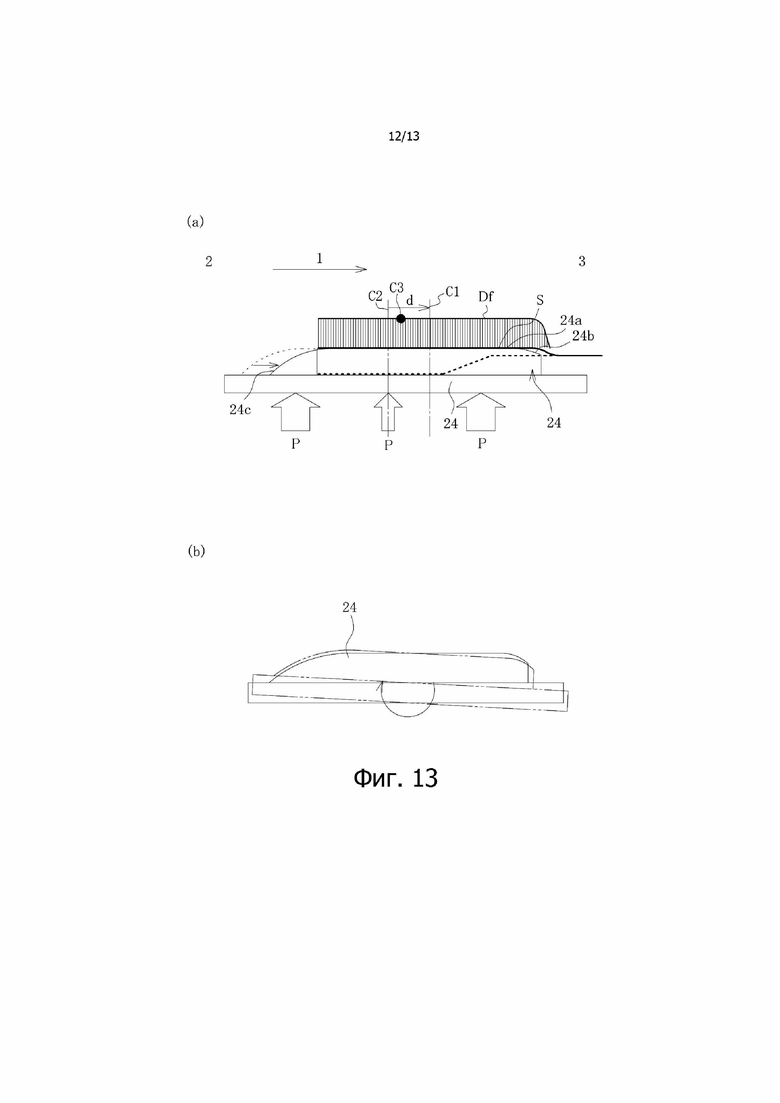
фиг. 13(a) – взаимное расположение центра силы давления, центра плоской части и центра силы деформации гибки в случае первой гибки краев с использованием устройства для гибки краев толстого стального листа по предпочтительному аспекту варианта выполнения настоящего изобретения, и фиг. 13(b) – схематический вид, показывающий состояние, в котором нижняя часть штампа наклонена в обратном направлении, что является следствием взаимного расположения центра силы давления, центра плоской части и центра силы деформации гибки;
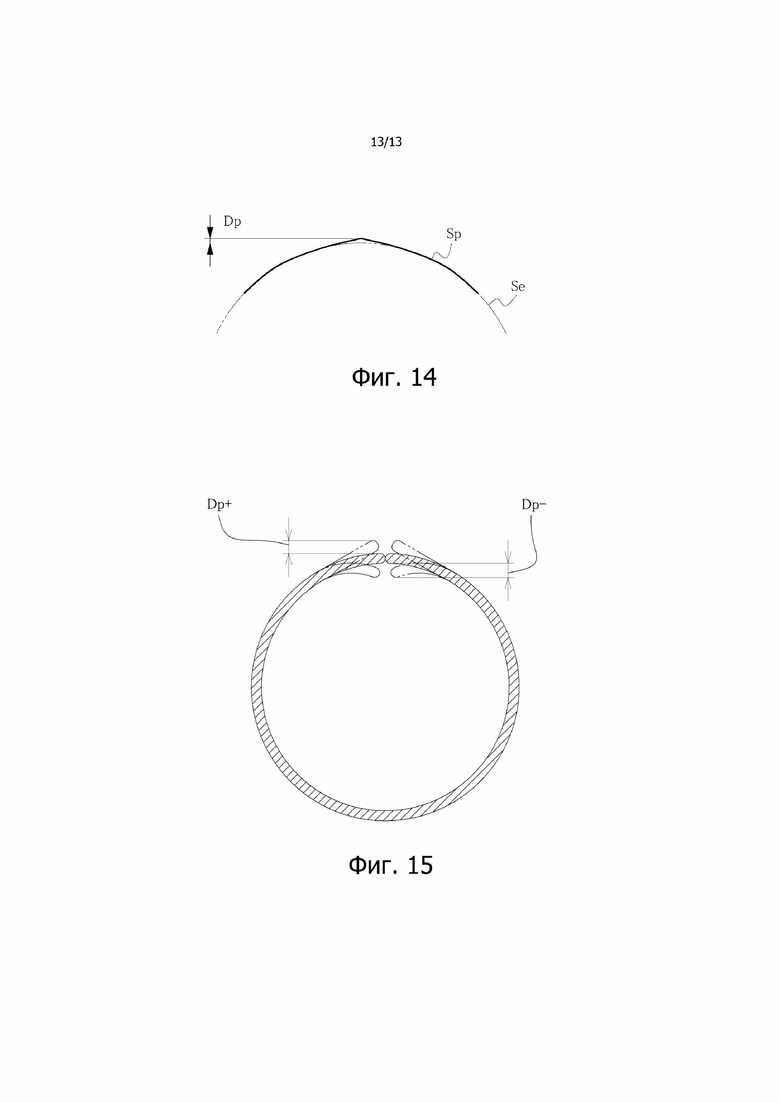
фиг. 14 – вид, показывающий пиковую величину;
фиг. 15 – вид, показывающий форму гибки краев и пиковую величину.
Осуществление изобретения
Ниже приведено подробное описание варианта выполнения настоящего изобретения со ссылкой на чертежи. Сходные составляющие элементы обозначены одними и теми же номерами позиций и в зависимости от ситуации не описываются подробно. Следует отметить, что в описании термины «передний» или «передняя сторона» означают «сторону подачи» или «направление от стороны входа к стороне загрузки» в направлении транспортирования толстого стального листа в устройстве для гибки краев, описанном ниже, и термины «задний» или «задняя сторона» означают противоположное направление.
На фиг. 1 схематически показаны способ и установка для изготовления стальной трубы по варианту выполнения настоящего изобретения для изготовления стальной трубы из толстого стального листа, который режут в заданный размер. Сначала толстый стальной лист S, отрезанный в заданный размер, подвергается разделке кромок на боковой поверхности с помощью фрезы 10 для обработки кромок или кромкострогального станка. В показанном примере к головному концу (переднему концу в продольном направлении) Sa и хвостовому концу (заднему концу в продольном направлении) Sb толстого стального листа S приварены выступающие пластины St. Однако выступающие пластины St могут быть не предусмотрены. Далее выполняют гибку краев с помощью устройства 20 для гибки (загибания) краев по варианту выполнения настоящего изобретения (процесс гибки краев), и листу придают цилиндрическую форму с помощью устройства 30 для формирования цилиндра (процесс формирования цилиндра). Устройство 30 для формирования цилиндра не ограничивается до устройств, включающих в себя пресс 30A для придания листу U-образной формы, который сначала придает толстому стальному листу S, подвергнутому гибки краев, U-образную форму, и пресс 30B для придания листу O-образной формы, который затем придает толстому стальному листу S О-образную форму (цилиндрическую форму), и может быть гибочным прессом 30C, включающим в себя механизм подачи, который подает толстый стальной лист S в направлении ширины и постепенно придает толстому стальному листу S цилиндрическую форму в качестве окончательной формы посредством последовательной подачи толстого стального листа S в направлении ширины и выполнения трехточечной гибки. Далее края толстого стального листа S в направлении ширины, которые стыкуются друг с другом в результате придания листу цилиндрической формы, временно свариваются со стороны наружной поверхности и затем свариваются с помощью дуговой сварки под флюсом или т.п. со стороны внутренней поверхности и наружной поверхности с помощью соединительного устройства 40 (процесс соединения). Далее диаметр стальной трубы S’ подвергают раздаче с помощью механического экспандера 50 для снятия остаточных напряжений, и стальную трубу S’ окончательно обрабатывают таким образом, чтобы она имела заданный наружный диаметр и размер (процесс раздачи трубы). Следует отметить, что во время каждого процесса или между процессами может выполняться другая обработка, например, очистка, различные виды контроля и шлифование сварного валика.
Ниже приведено подробное описание устройства 20 для гибки краев толстого стального листа по варианту выполнения настоящего изобретения и способа гибки краев толстого стального листа, использующего указанное устройство. На фиг. 2 показан пример толстого стального листа S перед гибкой краев. Ширина толстого стального листа S имеет широкий диапазон 1200 – 5100 мм в зависимости от наружного диаметра стальной трубы. Кроме того, толстый стальной лист часто имеет длину приблизительно 12 м, что является стандартной длиной трубопроводной трубы. Выступающие пластины St приварены к каждому краю в направлении ширины головного конца Sa и хвостового конца Sb толстого стального листа S, который становится телом стальной трубы в продольном направлении. Однако выступающие пластины St могут отсутствовать.
На фиг. 3 показано конструктивное исполнение устройства 20 для гибки краев толстого стального листа. Устройство 20 для гибки краев толстого стального листа содержит транспортирующий механизм 21, который транспортирует толстый стальной лист S в продольном направлении, а именно, в направлении 1 транспортирования, штамповочный механизм 22A, который выполняет гибку края Sc в направлении ширины, который расположен с левой стороны, когда сторона 3 подачи в направлении транспортирования является передней стороной, для придания ему заданной кривизны, штамповочный механизм 22B, который выполняет гибку края Sd в направлении ширины, который расположен с правой стороны, для придания ему заданной кривизны, и механизм регулирования расстояния, который не показан и регулирует расстояние между правым и левым штамповочными механизмами 22A и 22B в зависимости от ширины толстого стального листа S, на котором выполняется гибка краев. Транспортирующий механизм 21 содержит множество транспортирующих роликов 21a, которые расположены перед штамповочными механизмами 22A и 22B и после них. Валы транспортировочных роликов 21a расположены в направлении, перпендикулярном направлению транспортирования толстого стального листа S и выполнены с возможностью вращения с частотой вращения, синхронизированной с частотой вращения двигателя и передаточного механизма, которые не показаны.
На фиг. 4 показан вид в разрезе в направлении ширины штамповочного механизма 22A, который показывает гибку левого края Sc в направлении ширины толстого стального листа S, если смотреть в направлении от стороны 2 входа к стороне 3 подачи в направлении 1 транспортирования толстого стального листа S. Следует отметить, что штамповочный механизм 22A и штамповочный механизм 22B являются двусторонне симметричными и имеют одинаковое конструктивное исполнение, поэтому вид в разрезе штамповочного механизма 22B не приводится. Штамповочные механизмы 22A и 22B содержат верхнюю часть 23 штампа и нижнюю часть 24 штампа, которые представляют собой пару частей штампа, расположенных напротив друг друга в вертикальном направлении, гидравлический цилиндр 26, который является исполнительным органом и поднимает нижнюю часть 24 штампа вместе с держателем 25 инструмента и выполняет зажимание с заданной сжимающей силой, и удерживающий механизм 27, который удерживает с возможностью освобождения толстый стальной лист S с каждой внутренней стороны в направлении ширины верхней части 23 штампа и нижней части 24 штампа. Следует отметить, что длина нижней части 24 штампа и верхней части 23 штампа в продольном направлении толстого стального листа S меньше, чем длина толстого стального листа S. Гибка краев выполняется несколько раз, когда толстый стальной лист S движется (периодическая подача) в продольном направлении транспортирующим механизмом 21 для обеспечения гибки краев Sc и Sd толстого стального листа S по всей длине.
На фиг. 5 представлен вид в разрезе в направлении ширины в том же самом положении, что и на фиг. 4, показывающий состояние, в котором нижняя часть 24 штампа зажимается во время поднимания гидравлическим цилиндром 26. Когда гидравлический цилиндр 26 движется вперед из состояния перед гибкой края, показанного пунктирной линией, нижняя часть 24 штампа поднимается и приводится в положение, показанное сплошной линией. Края Sc и Sd по ширине толстого стального листа S изгибаются и приобретают форму, соответствующую дугообразной обрабатывающей поверхности верхней части 23 штампа. Ширина, на которой выполняется гибка краев, варьируется в зависимости от ширины толстого стального листа S и, в общем, составляет приблизительно 100 – 400 мм. Здесь приведен пример, где предусмотрен удерживающий механизм 27 для удерживания толстого стального листа S во время гибки краев без ограничения до наличия или отсутствия удерживающего механизма 27.
На фиг. 6 представлен вид в разрезе в направлении 1 транспортирования, показывающий состояние, в котором края Sc и Sd толстого стального листа S по ширине подвергаются гибке краев. Толстый стальной лист S перемещается с левой стороны чертежа и к правой стороне. Нижняя часть 24 штампа содержит плоскую часть 24a, которая в основном обеспечивает гибку края. В пределах участка, обращенного к верхней части 23 штампа, плоская часть 24a обозначает участок, который продолжается линейно в направлении 1 транспортирования и является плоским в сечении в направлении 1 транспортирования, но не является плоским в сечении по ширине листа. Форма плоской части 24a в сечении по ширине листа особо не ограничивается и может быть дугообразной формой, которая наклонена к поверхности внутрь в направлении ширины. Для уменьшения числа гибок краев эффективную длину нижней части 24 штампа, т.е. длину плоской части 24a задают таким образом, чтобы она была больше ширины, которая подвергается гибке края. Например, плоская часть 24a имеет длину 3 – 5 м, которая является размером, приблизительно в 10 раз превышающим ширину, которая подвергается гибке края. Таким образом, в направлении 1 транспортирования расположено множество гидравлических цилиндров 26 для поднимания нижней части 24 штампа. В этом случае, в общем, используется комбинация гидравлического цилиндра 26 поршневого типа, который генерирует осевое усилие в двух направлениях, верхнем и нижнем, и гидравлического цилиндра 26 плунжерного типа, который генерирует осевое усилие только во время перемещения вверх. В показанном примере гидравлический цилиндр 26 поршневого типа расположен посередине в направлении 1 транспортирования, и гидравлические цилиндры 26 плунжерного типа расположены перед гидравлическим цилиндром 26 поршневого типа и после него. Для равномерного прикладывания силы P давления плоская часть 24a нижней части 24 штампа спроектирована таким образом, что центр C1 плоской части 24a в направлении 1 транспортирования соответствует центру C2 силы давления, прикладываемой гидравлическими цилиндрами 26.
На фиг. 6(a) показано состояние, в котором края Sc и Sd толстого стального листа S по ширине подвергаются гибке с помощью штамповочных механизмов 22A и 22B, и затем толстый стальной лист S транспортируется на заданное расстояние транспортирования транспортирующим механизмом 21. Это расстояние транспортирования задают таким образом, чтобы оно было меньше длины плоской части 24a нижней части 24 штампа. Таким образом, задний конец участка, уже подвергнутого гибке края, расположен на плоской части 24a нижней части 24 штампа, и переход между уже образованным участком и необразованным участком неизменным образом подвергается гибке на следующем этапе гибки. Толстый стальной лист S расположен таким образом, что задний конец участка уже подвергнутого гибке края, расположен на плоской части 24a, как показано пунктирной линией на фиг. 6(b), и гидравлические цилиндры 26 поднимают нижнюю часть 24 штампа для выполнения гибки краев Sc и Sd толстого стального листа S по ширине, как показано сплошной линией. На этом этапе участок, который был изогнут во время предыдущей операции, снова подвергается гибке на величину его пружинения, в то время как гибка происходит на участке на стороне 2 входа (левая сторона на чертеже) толстого стального листа S, который не расположен на плоской части 24a нижней части 24 штампа. В примере на фиг. 7 показаны результаты, полученные при выполнении гибки краев в диапазоне 170 мм на краях толстого стального листа S по ширине, имеющего ширину 2755 мм и толщину 28,9 мм, с последующей проверкой формы. Плоская часть 24a нижней части 24 штампа имеет длину 3 м, и угол гибки краев измеряют при выполнении гибки краев относительно диапазона 2,8 мм от головного конца толстого стального листа. Затем толстый стальной лист транспортируют на 2 м, и угол гибки краев снова измеряют при выполнении второй гибки краев. Здесь угол гибки краев определяют из разницы между углом наклона в диапазоне 20 мм у края по ширине и углом наклона среднего участка по ширине, измеряемыми с помощью измерителя угла наклона. На фиг. 7 угол гибки краев при первой гибке краев обозначен как ●, и угол гибки краев при второй гибке краев обозначен как ▲. Кроме того, диапазон плоской части 24a нижней части штампа при первой гибке краев обозначен как Ra1, и диапазон плоской части 24a нижней части штампа при второй гибке краев обозначен как Ra2. При первой гибке краев угол гибки краев является большим (Da) на головном конце Sa толстого стального листа S, и гибка также выполняется на участке, который не контактирует с плоской частью 24a на стороне 2 входа, на длине приблизительно 0,6 м. При второй гибке краев гибка также выполняется на участке, который был изогнут при первой гибке краев, и угол гибки краев становится больше в направлении стороны 3 подачи (Dc). На стороне 2 входа угол гибки краев немного больше вблизи конца плоской части 24a. Сходным образом с первой гибкой краев гибка также выполняется на участке, который не контактирует с плоской частью 24a, на длине приблизительно 0,6 м. На этом этапе величина подъема нижней части 24 штампа больше на 2 мм на стороне 3 подачи. Предусмотрено, что во время гибки краев образуется наклон 0,04 градуса, так что сторона головного участка наклонена вверх (вращение в направлении перекоса).
Для выяснения причины указанного наклона выполняется дальнейшее исследование. На фиг. 8(a) схематически показаны деформация толстого стального листа S и распределение силы Df деформации изгиба (сила, противодействующая силе P давления; в дальнейшем также именуется просто как «сила деформации») на этапе первой гибки краев. Сила Df деформации отсутствует на стороне 3 подачи, где отсутствует толстый стальной лист S, в то время как сила Df деформации возникает на стороне 2 входа, даже на участке, который не расположен на плоской части 24a. Следовательно, центр C3 силы Df деформации находится в положении, смещенном к стороне 2 входа относительно центра C1 плоской части 24a в направлении 1 транспортирования. На фиг. 9(a) показан случай второй гибки краев. Поскольку толстый стальной лист S находится на стороне 3 подачи, сила Df деформации также возникает на стороне 3 подачи. Однако величина деформации небольшая по сравнению с величиной пружинения, и центр C3 силы Df деформации находится в положении, смещенном к стороне 2 входа относительно центра C1 плоской части 24a. Когда центр C1 плоской части 24a соответствует центру C2 силы P давления, прикладываемой гидравлическими цилиндрами 26, как показано на фиг. 8(b) и 9(b), сила, которая вращает сторону головного конца в верхнем направлении (перекос), прикладывается к нижней части 24 штампа, так что величина поднимания нижней части 24 штампа становится больше на стороне 3 подачи.
Как показано на фиг. 9, когда существует участок, который уже был подвергнут гибке краев на стороне 3 подачи, сила Df деформации гибки на этом участке в начале следующей гибки краев отсутствует, и сила Df деформации гибки становится большой на стороне 2 входа. В результате нижняя часть 24 штампа не находится в контакте со стальным листом S на стороне 3 подачи, и центр C3 силы Df деформации гибки смещен к стороне 2 входа относительно центра C2 силы P давления. Следовательно, до тех пор, пока деформация гибки имеет место на стороне 3 подачи, прикладывается сила вращения головного конца нижней части 24 штампа в верхнем направлении, и величина поднимания на стороне 3 подачи является большой, так что гибка краев выполняется с наклоненной нижней частью 24 штампа. В результате существует проблема, состоящая в том, что участок на стороне подачи плоской части 24a контактирует с участком, который уже был подвергнут гибке краев, и, как показано на фиг. 7, участок толстого стального листа, который контактирует с участком на стороне подачи, деформируется при второй гибке краев и, таким образом, образует большую ступень относительно участка, который был подвергнут первой гибке краев на стороне 3 подачи. Другими словами, угол гибки краев варьируется между участками, смежными друг с другом на границе подачи толстого стального листа S. Чрезмерное изменение формы приводит к прерывистой сварке на соответствующем участке, тем самым, обусловливая дефект или прекращение сварки. Следовательно, желательно, что изменение угла гибки краев в продольном направлении было плавным (небольшим).
Таким образом, согласно способу и устройству для гибки краев толстого стального листа и способу и установке для изготовления стальной трубы по настоящему изобретению предлагается нижняя часть 24 штампа, которая контактирует с поверхностью, расположенной с наружной стороны гибки толстого стального листа, подлежащего гибке, и имеет переходную часть 24b, образованную в виде криволинейной поверхности рядом с плоской частью 24a на стороне 3 входа, и плоская часть 24a и переходная часть 24b соединены с помощью общей касательной линии, как показано на фиг. 10. Когда на стороне 3 подачи предусмотрена такая переходная часть 24b, имеющая форму криволинейной поверхности, которая непрерывно продолжается с плоской частью 24a, ступень между участком толстого стального листа S, подвергнутого гибке краев на предыдущем проходе, и участком, подвергнутым гибке на следующем проходе (разница в углах гибки краев между участками, расположенными рядом друг с другом на границе подачи), может быть уменьшена. На этом этапе ступень становится более плавной, когда изменение угла переходной части 24b небольшое, т.е. изменение кривизны непрерывное подобно эвольвенте. Однако необходимо, чтобы участок на стороне подачи нижней части 24 штампа не контактировал с участком, который уже был подвергнут гибке краев. Сходным образом на стороне 2 входа плоской части 24a может быть предусмотрена переходная часть 24c, образованная в виде криволинейной поверхности, и плоская часть 24a и переходная часть 24c могут быть соединены общей касательной линией. На этом этапе необходима такая переходная часть 24c, чтобы длина L деформации гибки (см., например, фиг. 11) на задней стороне заднего конца плоской части 24a не становилась большой. Варьирование длины и угла переходной части 24c является предпочтительным для задания соответствующих значений с учетом вышеуказанных факторов и величины гибки краев, которые варьируются в зависимости от ширины толстого стального листа S. В качестве указания длина или угол переходной части 24c могут изменяться таким образом, чтобы диапазон, в котором переходная часть 24c контактирует со стальным листом S, не становился больше половины длины L, на которой происходит деформация гибки на стороне 2 входа.
Разница в углах гибки краев между участками, расположенными рядом друг с другом на границе подачи, может быть дополнительно уменьшена за счет уменьшения наклона нижней части 24 штампа во время гибки краев, а также посредством формирования переходных частей 24b и 24c непрерывно с плоской частью 24a на стороне 3 подачи и стороне 2 входа. Следовательно, в способе и устройстве для гибки краев толстого стального листа и способе и установке для изготовления стальной трубы по настоящему варианту выполнения центр C1 плоской части 24a нижней части 24 штампа предпочтительно смещен к стороне 3 подачи относительно центра C2 силы P давления. На фиг. 11 и 12 схематически показана деформация толстого стального листа S и распределение силы Df деформации в случае, где центр C1 плоского участка 24a нижней части 24 штампа смещен только на величину d к стороне 3 подачи относительно центра C2 силы P давления. На фиг. 11 показана первая гибка краев, и на фиг. 12 показана вторая гибка краев. Можно принять во внимание, что сила Df деформации на стороне 2 входа небольшая, и центр C3 силы Df деформации расположен рядом с центром C2 силы P давления. Таким образом, наклон (перекос) нижней части 24 штампа, когда головной конец наклонен вверх во время гибки краев, может быть исключен посредством смещения центра C1 плоской части 24a к стороне 3 подачи относительно центра C2 силы P давления.
Ниже приведен способ определения предпочтительной величины смещения d центра C1 плоской части 24a относительно центра C2 силы Р давления. Как показано на фиг. 8, 9, 11 и 12, в случае, где сила Df деформации гибки, которая возникает на стороне 2 входа плоской части 24a, варьируется, по существу, линейно, сумма составляет половину силы Df деформации, которая возникает в плоской части 24a. Другими словами, сила Df деформации прикладывается на стороне 2 входа в положении половины длины L деформации гибки от заднего конца плоской части 24a (см. фиг. 11 и 12). Когда величина d смещения центра C1 плоской части 24a составляет четверть длины L деформации гибки на стороне 2 входа относительно заднего конца плоской части 24a, гидравлические цилиндры 26 прикладывают симметричную силу относительно центра C2 силы давления, так что наклон нижней части 24 штампа может быть сведен к минимуму.
Однако длина L деформации гибки, возникающей на стороне 2 входа относительно заднего конца плоской части 24a, варьируется в зависимости от величины гибки краев. Когда подлежащая изготовлению труба имеет небольшой наружный диаметр, ширина толстого стального листа также небольшая. Следовательно, угол гибки краев (разница между углом наклона в диапазоне 20 мм на участке края по ширине и углом наклона среднего участка по ширине) становится большим, и длина L, на которой происходит деформация гибки на стороне 2 входа, становится большой. Когда толстый стальной лист, показанный на фиг. 7, имеет ширину 2755 мм, длина L, на которой происходит деформация гибки на стороне 2 входа, составляет приблизительно 0,6 м, и величина 150 мм, которая составляет четверть от 0,6 м, является оптимальной величиной d смещения. Однако, когда толстый стальной лист имеет ширину 1200 мм, длина L, на которой происходит деформация гибки на стороне 2 входа, составляет приблизительно 1,0 м, и величина 250 мм, которая составляет четверть от 1,0 м, является оптимальной величиной d смещения. Соответственно, предпочтительно, чтобы величина d смещения центра C1 плоской части 24a относительно центра C2 силы P давления была задана соответствующим образом в зависимости от ширины толстого стального листа, подвергаемого гибке краев. В частности, предпочтительно, чтобы величина d смещения была большой при увеличении угла гибки краев.
Сила Df деформации, прикладываемая на стороне 3 подачи, увеличивается с увеличением величины d смещения. В этом случае величина подъема на стороне 2 входа увеличивается, так что величина гибки краев на стороне 2 входа увеличивается. Следовательно, предпочтительно, чтобы величина d смещения была не больше половины длины L, на которой происходит деформация гибки на стороне 2 входа. На фиг. 13 показана деформация толстого стального листа S и распределение силы Df деформации в случае, где края Sc и Sd хвостового конца Sb толстого стального листа S по ширине подвергаются гибке краев (окончательный проход) с центром C1 плоской части 24a, смещенным к стороне 3 подачи относительно центра C2 силы P давления. В этом случае центр C3 силы Df деформации расположен в стороне от центра C2 силы P давления (смещен к стороне 3 подачи) по сравнению со случаем на фиг. 11 и 12, и сила вращения передней стороны нижней части 24 штампа в нижнем направлении (перекос) прикладывается для увеличения величины поднимания стороны 2 входа. Соответственно, желательно, чтобы верхнее предельное значение величины d смещения было определено таким образом, чтобы гибка краев не становилась чрезмерно большой на стороне хвостового конца Sb толстого стального листа S.
Таким образом, по предпочтительному аспекту способа и устройства для гибки толстого стального листа и способа и установки для изготовления стальной трубы настоящего изобретения нижняя часть 24 штампа пары частей 23 и 24 штампа имеет плоскую часть 24a штампа, которая контактирует с поверхностью, расположенной на наружной стороне гибки краев Sc и Sd толстого стального листа S по ширине, подвергаемого гибке краев, и края Sc и Sd толстого стального листа S по ширине подвергаются гибке краев с центром C1 плоской части 24a в направлении 1 транспортирования, смещенным к стороне 3 подачи в направлении 1 транспортирования относительно центра C2 силы P давления, создаваемой гидравлическими цилиндрами 26 в направлении 1 транспортирования, так что центр C3 силы Df деформации перемещается ближе к центру C2 силы P давления. В результате существует возможность исключения наклона нижней части 24 штампа во время гибки краев и уменьшения колебания величины деформации Df гибки краев Sc и Sd толстого стального листа S по ширине в продольном направлении. Кроме того, смещение центра C1 плоской части 24a относительно центра C2 силы P давления может быть достигнуто без применения нового оборудования, например, посредством смещения нижней части 24 штампа к стороне 3 подачи в направлении 1 транспортирования относительно держателя 25 инструмента и гидравлических цилиндров 26 или посредством смещения гидравлических цилиндров 26 к стороне 2 входа в направлении 1 транспортирования относительно нижней части 24 штампа в существующей установке.
Ниже приведено описание взаимного расположения головного конца (переднего конца в продольном направлении) Sa и хвостового конца (заднего конца в продольном направлении) Sb толстого стального листа S и плоской части 24a нижней части 24 штампа. Следует отметить, что головной конец Sa и хвостовой конец Sb являются участками толстого стального листа S, которые становятся продольными концами стальной трубы, исключая выступающие пластины St в случае их наличия, и соответствуют концам Sa и Sb на фиг. 2. Как показано на фиг. 11, когда головной конец Sa толстого стального листа S расположен сзади головного конца плоской части 24a при первой гибке краев (первый проход), сила Df деформации гибки не возникает на стороне 3 подачи относительно головного конца Sa толстого стального листа S. Следовательно, центр C3 силы Df деформации смещен к стороне 2 входа относительно центра C2 силы P давления. Когда головной конец Sa толстого стального листа S перемещается ближе к головному концу плоской части 24a, величина смещения между центром C3 силы Df деформации и центром C2 силы P давления становится небольшой, и существует возможность исключения колебания величины гибки краев. На этом этапе, когда головной конец Sa толстого стального листа S лежит на стороне 3 подачи относительно головного конца плоского участка 24a, участки, где приварены выступающие пластины St, сгибаются недостаточно, и сварка является прерывистой на переходном участке от выступающих пластин St к толстому стальному листу S. Следовательно, предпочтительно, чтобы положение головного конца Sa толстого стального листа S на месте не превышало положения головного конца плоской части 24a. Сходным образом, когда хвостовой конец Sb толстого стального листа S расположен впереди заднего конца плоской части 24a во время окончательной гибки краев (окончательный проход), сила Df деформации гибки не возникает на стороне 2 входа относительно хвостового конца Sb толстого стального листа S. Следовательно, центр C3 силы Df деформации смещен к стороне 3 подачи относительно центра C2 силы P давления. Когда хвостовой конец Sb толстого стального листа S перемещается ближе к заднему концу плоской части 24a, как показано на фиг. 13, величина смещения между центром C3 силы Df деформации и центром C2 силы P давления становится небольшой, и существует возможность исключения колебания величины гибки краев. В этом случае, когда хвостовой конец Sb толстого стального листа S расположен на стороне 2 входа относительно заднего конца плоской части 24a, участки, где приварены выступающие пластины St, сгибаются недостаточно, и сварка является прерывистой на переходном участке от выступающих пластин St к толстому стальному листу S. Следовательно, предпочтительно, чтобы положение хвостового конца Sb толстого стального листа S на месте не превышало положения заднего конца плоской части 24a.
Вариант выполнения настоящего изобретения описан выше на основании иллюстрированных примеров, но настоящее изобретение до них не ограничивается. Изменения, корректировки, добавления и т.п. могут быть сделаны в объеме формулы изобретения. Например, в иллюстрированных примерах приведены описания случая, где гибка краев выполняется таким образом, что нижняя часть 24 штампа поднимается гидравлическими цилиндрами 26, и края Sc и Sd толстого стального листа S по ширине прижимаются к верхней части 23 штампа. Однако нижняя часть 24 штампа может быть неподвижной, а верхняя часть 23 штампа может быть подвижной, так что верхняя часть 23 штампа перемещается вниз, и края Sc и Sd толстого стального листа S по ширине прижимаются к нижней части 24 штампа для гибки листа в том же направлении, что в показанном примере. Кроме того, гибка может выполняться посредством того, что верхнюю часть 23 штампа и нижнюю часть 24 штампа меняют местами, так чтобы поверхность верхней стороны толстого стального листа была расположена с наружной стороны гибки в противоположность показанному примеру. В этом случае переходная часть предусмотрена рядом с плоской частью верхней части 23 штампа, которая расположена с наружной стороны гибки на стороне 2 входа и стороне 3 подачи в направлении транспортирования. Как вариант и верхняя часть 23 штампа и нижняя часть 24 штампа могут быть выполнены с возможностью перемещения в направлениях, в которых они могут приближаться друг к другу или удаляться друг от друга. В этом случае переходная часть предусмотрена рядом с плоской частью на стороне 2 входа и стороне 3 подачи в направлении 1 транспортирования любой из частей штампа, которая расположена на наружной стороне гибки, т.е. верхней частью 23 штампа или нижней частью 24 штампа. Кроме того, число гидравлических цилиндров 26, которые зажимают верхнюю часть 23 штампа и нижнюю часть 24 штампа, не ограничивается. Зажимание может выполняться за счет использования одного, двух или трех или более гидравлических цилиндров 26. Кроме того, исполнительный орган, который зажимает верхнюю часть 23 штампа и нижнюю часть 24 штампа не ограничивается до гидравлических цилиндров 26, и могут использоваться исполнительные органы механического типа, которые выполняют зажимание посредством преобразования вращательного движения двигателя в возвратно-поступательное движение кривошипного механизма и т.п.
Пример
Для установления эффекта настоящего изобретения ниже приведено описание со ссылкой на результаты исследования колебаний при гибке краев в продольном направлении, выполненной при различных условиях, и влияние колебания на последующий процесс сварки.
Пример 1
Был подготовлен толстый стальной лист с пределом прочности на растяжение 500 МПа, шириной 1676 мм × толщиной 25,4 мм × длиной 12 м, имеющий выступающую пластину длиной 400 мм × шириной 100 мм, прикрепленную к головному концу и хвостовому концу, и была изготовлена стальная труба наружным диаметром 559 мм. Для гибки краев использовали устройство для гибки краев, которое поднимает нижнюю часть штампа тремя гидравлическими цилиндрами (исполнительными органами), расположенными с интервалами 1000 мм. Центральный гидравлический цилиндр является гидравлическим цилиндром поршневого типа, а два других гидравлических цилиндра являются гидравлическими цилиндрами плунжерного типа. Мощность центрального гидравлического цилиндра равняется половине мощности каждого из двух других гидравлических цилиндров, и мощность трех гидравлических цилиндров в целом составляет 15 МН.
Верхняя часть штампа, используемая для гибки краев, имеет обрабатывающую поверхность с радиусом кривизны 200 мм. Плоская часть нижней части штампа имеет прямую форму, образующую угол 40 градусов относительно горизонтальной поверхности в сечении по ширине. Верхняя часть штампа имеет одну и ту же форму сечения по всей длине. Используются нижние части штампов трех типов: первая, в которой плоская часть имеет длину 3000 мм, и оба ее конца в продольном направлении имеют скос C25 мм (далее именуется как «часть A штампа»); вторая, имеющая плавную переходную часть R1600 мм, образованную непрерывно от плоской части и имеющую длину 3000 мм на стороне 3 подачи (далее именуется как «часть B штампа»); и третья, имеющая плавную переходную часть R1600 мм, образованную непрерывно от плоской части и имеющую длину 3000 мм как на стороне 2 входа, так и на стороне 3 подачи (далее именуется как «часть C штампа»).
С целью обеспечения угла гибки краев (разница между углом наклона в диапазоне 20 мм между углом наклона в диапазоне 20 мм у края по ширине и углом наклона среднего участка по ширине) 33 градуса для диапазона 155 мм у краев толстого стального листа по ширине толстый стальной лист четыре раза подвергают гибке краев каждый раз с подачей 2600 мм, и затем подвергают пятой гибке, так что хвостовой конец толстого стального листа останавливается в заданном положении. После гибки краев угол гибки краев измеряют с шагом 0,1 м в продольном направлении. Разницу между максимальным и минимальным значениями в диапазоне 10 м посередине в продольном направлении определяют в качестве колебания на постоянном участке, и разницу между максимальным и минимальным значениями по всей длине определяют в качестве колебания по всей длине, и угловую разность на ступенчатом участке, где разница наибольшая, оценивают в качестве крутизны. Угол гибки краев определяют из разницы между углом наклона в диапазоне 20 мм у края по ширине и углом наклона среднего участка по ширине, измеряемыми с помощью измерителя угла наклона. Далее с помощью прессов листу придают U-образную и O-образную формы для формирования цилиндрической формы, и края толстого стального листа по ширине, подвергнутые гибке краев, стыкуют, после чего состыкованные края по ширине сваривают для изготовления стальной трубы. Пиковую величину Dp стальной трубы измеряют с шагом 0,1 м в продольном направлении. Пиковая величина Dp является показателем заостренной формы стыкового участка и является разностью между наружным диаметром стальной трубы правильной формы (т.е. воображаемой идеальной окружностью Se) и фактической формой Sp стальной трубы, как показано на фиг. 14. Как показано на фиг. 15, когда величина гибки краев чрезмерно большая, состыкованный участок стальной трубы имеет углубленную внутрь форму (минусовая пиковая величина Dp-), и если величина гибки краев чрезмерно малая, состыкованный участок стальной трубы имеет выступающую наружу форму (плюсовая пиковая величина Dp+). Следует отметить, что сходным образом с углом гибки краев в отношении пиковой величины Dp разницу между максимальной и минимальной величинами в диапазоне 10 м посередине в продольном направлении определяют в качестве колебания на постоянном участке, и разницу между максимальным и минимальным значениями по всей длине определяют в качестве колебания по всей длине.
Условия гибки краев и результаты формирования трубы представлены в таблице 1. В столбце «Положение остановки головного/хвостового конца (положение остановки головного конца и хвостового конца толстого стального листа) указывается «Толстый стальной лист», когда граница между стальным листом и выступающей пластиной расположена на конце плоской части нижней части штампа на стороне подачи при первой гибке краев, а также когда граница между стальным листом и выступающей пластиной расположена на конце плоской части нижней части штампа на стороне входа при пятой гибке краев. Кроме того, указывается «Выступ», когда вся длина выступающей пластины заключена в плоской части нижней части штампа, и конец толстого стального листа расположен на 400 мм внутри от плоской части нижней части штампа.
Как показано в таблице 1, при условиях 1 – 4, в которых используется часть B штампа, имеющая плавную переходную часть на стороне 3 подачи, и при условиях 5 – 8, в которых используется часть C штампа, имеющая плавную переходную часть на стороне 2 входа и стороне 3 подачи, границу подачи можно с трудом распознать на глаз, и угловая разница между соседними участками равна приблизительно половине колебания угла гибки краев постоянного участка. Между тем, при условиях 9 и 10, в которых используется часть A штампа, граница подачи является ясно узнаваемой, и угловая разница между соседними участками является такой же, как и колебание угла гибки краев постоянного участка, и угол гибки краев резко изменяется по сравнению со случаем, где используется часть B или C штампа. При сравнении условий 1 и 5, условий 2 и 6, условий 3 и 7 и условий 4 и 8, в которых различаются только используемые части штампа, существуют небольшие различия в колебании угла гибки краев, хотя колебание будет меньше в некоторых случаях при использовании части C штампа, и можно видеть, что переходная часть может быть образована, по меньшей мере, на стороне 3 подачи.
Кроме того, при условиях 1, 2, 5 и 6, в которых задано, что центр C1 плоской части нижней части штампа в направлении транспортирования смещен на 150 мм (величина смещения d) к стороне 3 подачи в направлении 1 транспортирования относительно центра центрального гидравлического цилиндра, т.е. центра C2 силы P давления, колебание угла гибки краев и колебание пиковой величины постоянного участка ослабляются приблизительно не более чем до половины колебаний при условиях 3, 4, 7, 8, 9 и 10, в которых задано, что центр C1 плоской части нижней части штампа соответствует центру центрального гидравлического цилиндра.
Кроме того, при условиях 1, 3, 5, 7 и 9, в которых продольный конец толстого стального листа останавливается так, чтобы он был расположен у конца плоской части, колебание угла гибка краев постоянного участка такое же, как и колебание угла гибки краев по всей длине, и колебание пиковой величины постоянного участка такое же, как и колебание пикового участка по всей длине, и величина гибки краев одна и та же по всей длине. Между тем, при условиях 2, 4, 6, 8 и 10, в которых продольный конец толстого стального листа расположен на внутренней стороне плоской части нижней части штампа, величина гибки краев большая на конце, и по всей длине наблюдается большое колебание. В частности, при условии 1, в котором используется «часть B штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, и при условии 5, в котором используется «часть C штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, колебание пиковой величины составляет 0,9 – 1,0 мм, что не превышает одну шестую ± 3,2 мм допуска на пиковую величину, как требуется по стандартам API, и можно принять во внимание, что эта форма соответствует наивысшему качеству.
При условиях 9 и 10, которые не удовлетворяют условиям настоящего изобретения, колебания пиковой величины и угол гибки краев являются большими по сравнению с образцами по изобретению. В частности, большая разность в углах гибки краев указывает, что на границе подачи происходит резкое изменение на ступени. Поскольку резкое изменение превосходит предел профилирования сварочной горелки, сварка немедленно прекращается.
Пример 2
Был подготовлен толстый стальной лист с пределом прочности на растяжение 550 МПа, шириной 2753 мм × толщиной 38,1 мм × длиной 12 м, имеющий выступающую пластину длиной 400 мм × шириной 100 мм, прикрепленную к головному концу и хвостовому концу, и была изготовлена стальная труба наружным диаметром 914 мм. Верхняя часть штампа, используемая для гибки краев, имеет обрабатывающую поверхность с радиусом кривизны 335 мм. Гибка краев выполняется с целью получения угла гибки краев 24 градуса в диапазоне 180 мм на краях толстого стального листа по ширине. Другие условия гибки краев, такие как устройство гибки краев, нижняя часть штампа и величина подачи толстого стального листа такие же, как и условия в Примере 1. Угол гибки краев измеряют после гибки краев, и затем толстому стальному листу придают цилиндрическую форму с помощью способа, использующего гибочный пресс, с последующей сваркой для изготовления стальной трубы. Условия гибки краев и результаты формирования трубы представлены в таблице 2. Разделы в таблице 2 и описания такие же, как и Примере 1.
Как показано в таблице 2, при условиях 1 – 4, в которых используется часть B штампа, имеющая плавную переходную часть на стороне 3 подачи, и при условиях 5 – 8, в которых используется часть C штампа, имеющая плавную переходную часть на стороне 2 входа и стороне 3 подачи, границу подачи можно с трудом распознать на глаз, и угловая разница между соседними участками равна приблизительно половине колебания угла гибки краев постоянного участка. Между тем, при условиях 9 и 10, в которых используется часть A штампа, граница подачи является ясно узнаваемой, и угловая разница между соседними участками является такой же, как и колебание угла гибки краев постоянного участка, и угол гибки краев резко изменяется по сравнению со случаем, где используется часть B или C штампа. При сравнении условий 1 и 5, условий 2 и 6, условий 3 и 7 и условий 4 и 8, в которых различаются только используемые части штампа, существуют небольшие различия в колебании угла гибки краев, хотя колебание будет меньше в некоторых случаях при использовании части C штампа, и можно видеть, что переходная часть может быть образована, по меньшей мере, на стороне 3 подачи.
Кроме того, при условиях 1, 2, 5 и 6, в которых задано, что центр C1 плоской части нижней части штампа в направлении транспортирования смещен на 150 мм (величина смещения d) к стороне 3 подачи в направлении 1 транспортирования относительно центра центрального гидравлического цилиндра, т.е. центра C2 силы P давления, колебание угла гибки краев и колебание пиковой величины постоянного участка ослабляются приблизительно не более чем до половины колебаний при условиях 3, 4, 7, 8, 9 и 10, в которых задано, что центр C1 плоской части нижней части штампа соответствует центру центрального гидравлического цилиндра.
Кроме того, при условиях 1, 3, 5, и 7, в которых продольный конец толстого стального листа останавливается так, чтобы он был расположен у конца плоской части, колебание угла гибка краев постоянного участка такое же, как и колебание угла гибки краев по всей длине, и колебание пиковой величины постоянного участка такое же, как и колебание пикового участка по всей длине, и величина гибки краев одна и та же по всей длине. Между тем, при условиях 2, 4, 6 и 8, в которых продольный конец толстого стального листа расположен на внутренней стороне плоской части нижней части штампа, величина гибки краев большая на конце, и по всей длине наблюдается большое колебание. В частности, при условии 1, в котором используется «часть B штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, и при условии 5, в котором используется «часть C штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, колебание пиковой величины составляет 0,8 – 0,9 мм, что не превышает одну седьмую ± 3,2 мм допуска на пиковую величину, как требуется по стандартам API, и можно принять во внимание, что эта форма соответствует наивысшему качеству.
При условиях 9 и 10, которые не удовлетворяют условиям настоящего изобретения, колебания пиковой величины и угол гибки краев являются большими по сравнению с образцами по изобретению. В частности, большая разность в углах гибки краев указывает, что на границе подачи происходит резкое изменение на ступени. Поскольку резкое изменение превосходит предел профилирования сварочной горелки, сварка немедленно прекращается.
Пример 3
Был подготовлен толстый стальной лист с пределом прочности на растяжение 500 МПа, шириной 3232 мм × толщиной 38,1 мм × длиной 12 м, имеющий выступающую пластину длиной 400 мм × шириной 100 мм, прикрепленную к головному концу и хвостовому концу, и была изготовлена стальная труба наружным диаметром 1067 мм. Верхняя часть штампа, используемая для гибки краев, имеет обрабатывающую поверхность с радиусом кривизны 400 мм. Гибка краев выполняется с целью получения угла гибки краев 22 градуса в диапазоне 195 мм на краях толстого стального листа по ширине. Другие условия гибки краев, такие как устройство гибки краев, нижняя часть штампа и величина подачи толстого стального листа такие же, как и условия в Примере 1. Угол гибки краев измеряют после гибки краев, и затем толстому стальному листу придают цилиндрическую форму с помощью способа, использующего гибочный пресс для придания листу U-образной формы и гибочный пресс для придания листу O-образной формы, с последующей сваркой для изготовления стальной трубы. Условия гибки краев и результаты формирования трубы представлены в таблице 3.
При условиях 1 – 4, в которых используется часть B штампа, имеющая плавную переходную часть на стороне 3 подачи, и при условиях 5 – 8, в которых используется часть C штампа, имеющая плавную переходную часть на стороне входа и стороне подачи, границу подачи можно с трудом распознать на глаз, и угловая разница между соседними участками равна приблизительно половине колебания угла гибки краев постоянного участка. Между тем, при условиях 9 и 10, в которых используется часть A штампа, граница подачи является ясно узнаваемой, и угловая разница между соседними участками является такой же, как и колебание угла гибки краев постоянного участка, и угол гибки краев резко изменяется по сравнению со случаем, где используется часть B штампа. При сравнении условий 1 и 5, условий 2 и 6, условий 3 и 7 и условий 4 и 8, в которых различаются только используемые части штампа, существуют небольшие различия в колебании угла гибки краев, хотя колебание будет меньше в некоторых случаях при использовании части C штампа, и можно видеть, что переходная часть может быть образована, по меньшей мере, на стороне 3 подачи.
Кроме того, при условиях 1, 2, 5 и 6, в которых задано, что центр C1 плоской части нижней части штампа в направлении транспортирования смещен на 150 мм (величина смещения d) к стороне 3 подачи в направлении 1 транспортирования относительно центра C2 центрального гидравлического цилиндра, колебание угла гибки краев и колебание пиковой величины постоянного участка ослабляются приблизительно не более чем до половины колебаний при условиях 3, 4, 7, 8, 9 и 10, в которых задано, что центр плоской части C1 нижней части штампа соответствует центру центрального гидравлического цилиндра.
Кроме того, при условиях 1, 3, 5, и 7, в которых продольный конец толстого стального листа останавливается так, чтобы он был расположен у конца плоской части, колебание угла гибка краев постоянного участка такое же, как и колебание угла гибки краев по всей длине, и колебание пиковой величины постоянного участка такое же, как и колебание пикового участка по всей длине, и величина гибки краев одна и та же по всей длине. Между тем, при условиях 2, 4, 6 и 8, в которых продольный конец толстого стального листа расположен на внутренней стороне плоской части нижней части штампа, величина гибки краев большая на конце, и по всей длине наблюдается большое колебание. В частности, при условии 1, в котором используется «часть B штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, и при условии 5, в котором используется «часть C штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, колебание пиковой величины составляет 0,7 – 0,8 мм, что не превышает одну восьмую ± 3,2 мм допуска на пиковую величину, как требуется по стандартам API, и можно принять во внимание, что эта форма соответствует наивысшему качеству.
При условиях 9 и 10, которые не удовлетворяют условиям настоящего изобретения, колебания пиковой величины и угол гибки краев являются большими по сравнению с образцами по изобретению. В частности, большая разность в углах гибки краев указывает, что на границе подачи происходит резкое изменение на ступени. Поскольку резкое изменение превосходит предел профилирования сварочной горелки, сварка немедленно прекращается.
Пример 4
Сходным образом с Примером 2 был подготовлен толстый стальной лист с пределом прочности на растяжение 500 МПа, шириной 2753 мм × толщиной 38,1 мм × длиной 12 м, имеющий выступающую пластину длиной 400 мм × шириной 100 мм, прикрепленную к головному концу и хвостовому концу, и была изготовлена стальная труба наружным диаметром 914 мм. Верхняя часть штампа, используемая для гибки краев, имеет обрабатывающую поверхность с радиусом кривизны 335 мм, и плоская часть нижней части штампа имеет обрабатывающую поверхность с радиусом кривизны 335 мм и соответствует верхней части штампа. Верхняя часть штампа имеет одну и ту же форму сечения по всей длине. Гибка краев выполняется с целью получения угла гибки краев 24 градуса в диапазоне 180 мм на краях толстого стального листа по ширине, используя нижние части штампов трех типов: первая, в которой плоская часть имеет длину 3000 мм, и оба ее конца в продольном направлении имеют скос C25 мм (далее именуется как «часть A штампа»); вторая, имеющая плавную переходную часть R1200 мм, образованную непрерывно от плоской части и имеющую длину 3000 мм на стороне 3 подачи (далее именуется как «часть B штампа»); и третья, имеющая плавную переходную часть R1200 мм, образованную непрерывно от плоской части и имеющую длину 3000 мм как на стороне 2 входа, так и на стороне 3 подачи (далее именуется как «часть C штампа»).
Другие условия гибки краев, такие как устройство гибки краев и величина подачи толстого стального листа такие же, как и условия в Примере 2. Угол гибки краев измеряют после гибки краев, и затем толстому стальному листу придают цилиндрическую форму с помощью способа, использующего гибочный пресс, с последующей сваркой для изготовления стальной трубы. Условия гибки краев и результаты формирования трубы представлены в таблице 4. Разделы в таблице 4 и описания такие же, как и Примере 1.
Как показано в таблице 4, при условиях 1 – 4, в которых используется часть B штампа, имеющая плавную переходную часть на стороне 3 подачи, и при условиях 5 – 8, в которых используется часть C штампа, имеющая плавную переходную часть на стороне 2 входа и стороне 3 подачи, границу подачи можно с трудом распознать на глаз, и угловая разница между соседними участками равна приблизительно половине колебания угла гибки краев постоянного участка. Между тем, при условиях 9 и 10, в которых используется часть A штампа, граница подачи является ясно узнаваемой, и угловая разница между соседними участками является такой же, как и колебание угла гибки краев постоянного участка, и угол гибки краев резко изменяется по сравнению со случаем, где используется часть B или C штампа. При сравнении условий 1 и 5, условий 2 и 6, условий 3 и 7 и условий 4 и 8, в которых различаются только используемые части штампа, существуют небольшие различия в колебании угла гибки краев, хотя колебание будет меньше в некоторых случаях при использовании части C штампа, и можно видеть, что переходная часть может быть образована, по меньшей мере, на стороне 3 подачи.
Кроме того, при условиях 1, 2, 5 и 6, в которых задано, что центр C1 плоской части нижней части штампа в направлении транспортирования смещен на 150 мм (величина смещения d) к стороне 3 подачи в направлении 1 транспортирования относительно центра центрального гидравлического цилиндра, т.е. относительно центра C2 силы P давления, колебание угла гибки краев и колебание пиковой величины постоянного участка ослабляются приблизительно не более чем до половины колебаний при условиях 3, 4, 7, 8, 9 и 10, в которых задано, что центр C1 плоской части нижней части штампа соответствует центру центрального гидравлического цилиндра.
Кроме того, при условиях 1, 3, 5, и 7, в которых продольный конец толстого стального листа останавливается так, чтобы он был расположен у конца плоской части, колебание угла гибка краев постоянного участка такое же, как и колебание угла гибки краев по всей длине, и колебание пиковой величины постоянного участка такое же, как и колебание пикового участка по всей длине, и величина гибки краев одна и та же по всей длине. Между тем, при условиях 2, 4, 6 и 8, в которых продольный конец толстого стального листа расположен на внутренней стороне плоской части нижней части штампа, величина гибки краев большая на конце, и по всей длине наблюдается большое колебание. В частности, при условии 1, в котором используется «часть B штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, и при условии 5, в котором используется «часть C штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, колебание пиковой величины составляет 0,7 – 0,8 мм, что не превышает одну седьмую ± 3,2 мм допуска на пиковую величину, как требуется по стандартам API, и можно принять во внимание, что эта форма соответствует наивысшему качеству.
При условиях 9 и 10, которые не удовлетворяют условиям настоящего изобретения, колебания пиковой величины и угол гибки краев являются большими по сравнению с образцами по изобретению. В частности, большая разность в углах гибки краев указывает, что на границе подачи происходит резкое изменение на ступени. Поскольку резкое изменение превосходит предел профилирования сварочной горелки, сварка немедленно прекращается.
Пример 5
Сходным образом с Примером 3 был подготовлен толстый стальной лист с пределом прочности на растяжение 500 МПа, шириной 3232 мм × толщиной 38,1 мм × длиной 12 м, имеющий выступающую пластину длиной 400 мм × шириной 100 мм, прикрепленную к головному концу и хвостовому концу, и была изготовлена стальная труба наружным диаметром 1067 мм. Верхняя часть штампа, используемая для гибки краев, имеет обрабатывающую поверхность с радиусом кривизны 400 мм, и плоская часть нижней части штампа имеет обрабатывающую поверхность с радиусом кривизны 400 мм и соответствует верхней части штампа. Верхняя часть штампа имеет одну и ту же форму сечения по всей длине. Гибка краев выполняется с целью получения угла гибки краев 22 градуса в диапазоне 195 мм на краях толстого стального листа по ширине, используя нижние части штампов трех типов: первая, в которой плоская часть имеет длину 3000 мм, и оба ее конца в продольном направлении имеют скос C25 мм (далее именуется как «часть A штампа»); вторая, имеющая плавную переходную часть R1200 мм, образованную непрерывно от плоской части и имеющую длину 3000 мм на стороне 3 подачи (далее именуется как «часть B штампа»); и третья, имеющая плавную переходную часть R1200 мм, образованную непрерывно от плоской части и имеющую длину 3000 мм как на стороне 2 входа, так и на стороне 3 подачи (далее именуется как «часть C штампа»).
Другие условия гибки краев, такие как устройство гибки краев и величина подачи толстого стального листа такие же, как и условия в Примере 3. Угол гибки краев измеряют после гибки краев, и затем толстому стальному листу придают цилиндрическую форму с помощью способа, использующего гибочный пресс, с последующей сваркой для изготовления стальной трубы. Условия гибки краев и результаты формирования трубы представлены в таблице 5. Разделы в таблице 5 и описания такие же, как и Примере 1.
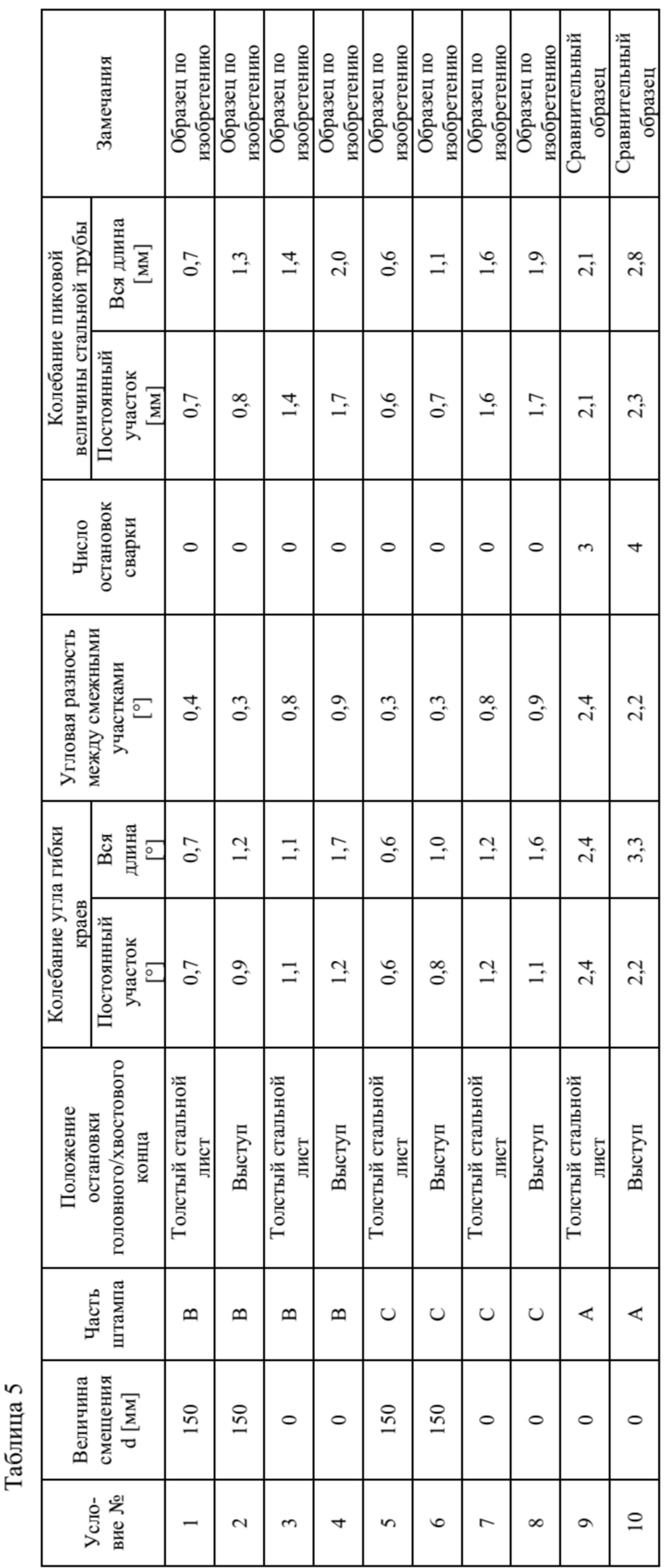
Как показано в таблице 5, при условиях 1 – 4, в которых используется часть B штампа, имеющая плавную переходную часть на стороне 3 подачи, и при условиях 5 – 8, в которых используется часть C штампа, имеющая плавную переходную часть на стороне 2 входа и стороне 3 подачи, границу подачи можно с трудом распознать на глаз, и угловая разница между соседними участками равна приблизительно половине колебания угла гибки краев постоянного участка. Между тем, при условиях 9 и 10, в которых используется часть A штампа, граница подачи является ясно узнаваемой, и угловая разница между соседними участками является такой же, как и колебание угла гибки краев постоянного участка, и угол гибки краев резко изменяется по сравнению со случаем, где используется часть B или C штампа. При сравнении условий 1 и 5, условий 2 и 6, условий 3 и 7 и условий 4 и 8, в которых различаются только используемые части штампа, существуют небольшие различия в колебании угла гибки краев, хотя колебание будет меньше в некоторых случаях при использовании части C штампа, и можно видеть, что переходная часть может быть образована, по меньшей мере, на стороне 3 подачи.
Кроме того, при условиях 1, 2, 5 и 6, в которых задано, что центр C1 плоской части нижней части штампа в направлении транспортирования смещен на 150 мм (величина смещения d) к стороне 3 подачи в направлении 1 транспортирования относительно центра центрального гидравлического цилиндра, т.е. относительно центра C2 силы P давления, колебание угла гибки краев и колебание пиковой величины постоянного участка ослабляются приблизительно не более чем до половины колебаний при условиях 3, 4, 7, 8, 9 и 10, в которых задано, что центр C1 плоской части нижней части штампа соответствует центру центрального гидравлического цилиндра.
Кроме того, при условиях 1, 3, 5, и 7, в которых продольный конец толстого стального листа останавливается так, чтобы он был расположен у конца плоской части, колебание угла гибка краев постоянного участка такое же, как и колебание угла гибки краев по всей длине, и колебание пиковой величины постоянного участка такое же, как и колебание пикового участка по всей длине, и величина гибки краев одна и та же по всей длине. Между тем, при условиях 2, 4, 6 и 8, в которых продольный конец толстого стального листа расположен на внутренней стороне плоской части нижней части штампа, величина гибки краев большая на конце, и по всей длине наблюдается большое колебание. В частности, при условии 1, в котором используется «часть B штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, и при условии 5, в котором используется «часть C штампа», и продольный конец толстого стального листа останавливается в положении на конце плоской части, и центр C1 плоской части смещен к стороне 3 подачи в направлении транспортирования относительно центра C2 силы P давления, колебание пиковой величины составляет 0,6 – 0,7 мм, что не превышает одну восьмую ± 3,2 мм допуска на пиковую величину, как требуется по стандартам API, и можно принять во внимание, что эта форма соответствует наивысшему качеству.
При условиях 9 и 10, которые не удовлетворяют условиям настоящего изобретения, колебания пиковой величины и угол гибки краев являются большими по сравнению с образцами по изобретению. В частности, большая разность в углах гибки краев указывает, что на границе подачи происходит резкое изменение на ступени. Поскольку резкое изменение превосходит предел профилирования сварочной горелки, сварка немедленно прекращается.
Промышленная применимость
По настоящему изобретению существует возможность уменьшения колебания угла гибки краев между смежными участками на границе подачи толстого стального листа.
Перечень номеров позиций
1 – направление транспортирования
2 – сторона входа (передняя сторона в направлении транспортирования)
3 – сторона подачи (задняя сторона в направлении транспортирования)
10 – фреза для обработки кромок
20 – устройство для гибки краев толстого стального листа
21 – транспортирующий механизм
21a – транспортирующий ролик
22A, 22B – штамповочный механизм
23 – верхняя часть штампа
24 – нижняя часть штампа
24a – плоская часть
24b, 24c – переходная часть
26 – гидравлический цилиндр
30 – устройство для формирования цилиндра
30A – пресс для придания толстому стальному листу U-образной формы
30B – пресс для придания толстому стальному листу O-образной формы
30C – гибочный пресс
40 – соединительное устройство
50 – механический экспандер
S – толстый стальной лист
Sa – головной конец
Sb – хвостовой конец
Sc, Sd – край по ширине листа
St – выступающая пластина
Sp – форма трубы
Se – воображаемая идеальная окружность
Ra1 – диапазон плоской части 24a нижней части штампа при первой гибке
Ra2 – диапазон плоской части 24a нижней части штампа при второй гибке
Da – колебание угла на крае толстого стального листа по ширине
Dc – колебание угла на постоянном участке
Df – сила деформации
P – гидравлическое давление (сила давления)
Dp – пиковая величина
Dp- – минусовая пиковая величина
Dp+ – плюсовая пиковая величина
Изобретение относится к способу гибки краев толстого стального листа. Гибку краев и толстого стального листа по ширине выполняют несколько раз с помощью пары частей и штампов с периодической подачей толстого стального листа с помощью транспортирующего механизма, так что края толстого стального листа по ширине подвергаются гибке по всей длине. Гибку краев выполняют с помощью пары и частей штампа, причем часть штампа, которая контактирует с поверхностью, расположенной на наружной стороне гибки краев и толстого стального листа по ширине, подлежащего гибке, имеет плоскую часть, которая контактирует с поверхностью, расположенной на наружной стороне гибки, и переходную часть, образованную с криволинейной поверхностью и предусмотренную рядом с плоской частью на стороне подачи в направлении транспортирования. Плоская часть и переходная часть соединены таким образом, что они имеют общую касательную линию. В результате обеспечивается уменьшение колебания угла гибки краев между соседними участками на границе подачи толстого стального листа. 4 н. и 5 з.п. ф-лы, 15 ил., 5 табл., 5 пр.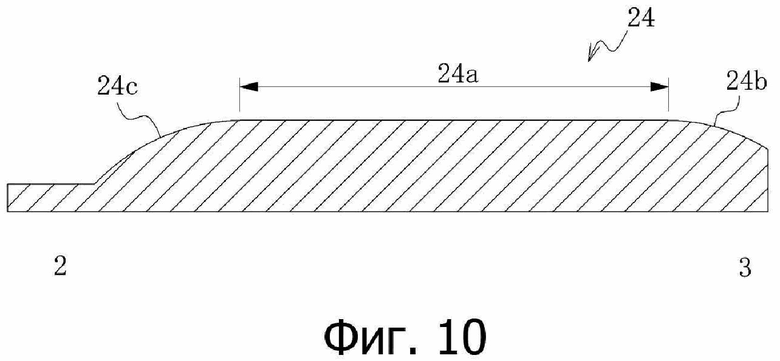
1. Способ гибки краев толстого стального листа посредством устройства для гибки краев толстого стального листа, содержащего:
пару частей штампа, выполненных с возможностью их размещения в положении, соответствующем краю толстого стального листа по ширине,
исполнительный орган, выполненный с возможностью зажимания пары частей штампа с заданной силой давления, и
транспортирующий механизм, выполненный с возможностью транспортирования толстого стального листа в направлении продольного направления толстого стального листа в качестве направления транспортирования,
в котором край толстого стального листа по ширине подвергают гибке по всей длине посредством выполнения гибки края толстого стального листа по ширине несколько раз с помощью пары частей штампа при периодическом транспортировании толстого стального листа транспортирующим механизмом,
отличающийся тем, что
одна из пары частей штампа, которая контактирует с поверхностью, расположенной на наружной стороне изгиба края толстого стального листа по ширине, содержит плоскую часть, которая контактирует с указанной поверхностью, расположенной на наружной стороне изгиба, и переходную часть, образованную криволинейной поверхностью и расположенную рядом с плоской частью, по меньшей мере, на стороне подачи в направлении транспортирования, при этом плоская часть и переходная часть соединены таким образом, что они имеют общую касательную линию.
2. Способ по п. 1, в котором гибку края толстого стального листа по ширине выполняют таким образом, что центр плоской части смещен относительно центра силы давления, создаваемой исполнительным органом, в направлении транспортирования толстого стального листа к стороне подачи.
3. Способ по п. 1, в котором головной конец толстого стального листа в направлении транспортирования находится в положении, которое соответствует переднему концу плоской части при первом проходе гибки края толстого стального листа по ширине.
4. Способ по п. 2, в котором головной конец толстого стального листа в направлении транспортирования находится в положении, которое соответствует переднему концу плоской части при первом проходе гибки края толстого стального листа по ширине.
5. Способ по любому из пп. 1-4, в котором хвостовой конец толстого стального листа в направлении транспортирования находится в положении, которое соответствует заднему концу плоской части при окончательном проходе гибки края толстого стального листа по ширине.
6. Способ изготовления стальной трубы, включающий:
гибку краев толстого стального листа посредством устройства для гибки краев толстого стального листа, содержащего
пару частей штампа, выполненных с возможностью их размещения в положении, соответствующем краю толстого стального листа по ширине,
исполнительный орган, выполненный с возможностью зажимания пары частей штампа с заданной силой давления, и
транспортирующий механизм, выполненный с возможностью транспортирования толстого стального листа в направлении продольного направления толстого стального листа в качестве направления транспортирования,
в котором край толстого стального листа по ширине подвергают гибке по всей длине посредством выполнения гибки края толстого стального листа по ширине несколько раз с помощью пары частей штампа при периодическом транспортировании толстого стального листа транспортирующим механизмом,
формирование цилиндра, в котором толстому стальному листу с краями по ширине, подвергнутыми гибке краев, придают цилиндрическую форму и края толстого стального листа по ширине стыкуют друг с другом, и
соединение, в котором состыкованные края толстого стального листа по ширине сваривают,
отличающийся тем, что
гибку краев толстого стального листа осуществляют способом гибки краев толстого стального листа по любому из пп. 1-5.
7. Устройство для гибки краев толстого стального листа, содержащее:
пару частей штампа, выполненных с возможностью их размещения в положении, соответствующем краю толстого стального листа по ширине,
исполнительный орган, выполненный с возможностью зажимания пары частей штампа с заданной силой давления, и
транспортирующий механизм, выполненный с возможностью транспортирования толстого стального листа в направлении продольного направления толстого стального листа в качестве направления транспортирования,
и выполненное с возможностью гибки края толстого стального листа по ширине по всей длине посредством выполнения гибки края толстого стального листа по ширине несколько раз с помощью пары частей штампа при периодическом транспортировании толстого стального листа транспортирующим механизмом,
отличающееся тем, что
одна из пары частей штампа, которая контактирует с поверхностью, расположенной на наружной стороне изгиба края толстого стального листа по ширине, содержит плоскую часть, которая контактирует с указанной поверхностью, расположенной на наружной стороне изгиба, и переходную часть, образованную криволинейной поверхностью и расположенную рядом с плоской частью, по меньшей мере, на стороне подачи в направлении транспортирования, при этом плоская часть и переходная часть соединены таким образом, что они имеют общую касательную линию.
8. Устройство по п. 7, в котором центр плоской части одной из пары частей штампа, контактирующей с поверхностью, расположенной на наружной стороне изгиба края, смещен относительно центра силы давления, создаваемой исполнительным органом, в направлении транспортирования толстого стального листа к стороне подачи.
9. Установка для изготовления стальной трубы, содержащая:
устройство для гибки краев толстого стального листа, содержащее
пару частей штампа, выполненных с возможностью их размещения в положении, соответствующем краю толстого стального листа по ширине,
исполнительный орган, выполненный с возможностью зажимания пары частей штампа с заданной силой давления, и
транспортирующий механизм, выполненный с возможностью транспортирования толстого стального листа в направлении продольного направления толстого стального листа в качестве направления транспортирования,
которое выполнено с возможностью гибки края толстого стального листа по ширине по всей длине посредством выполнения гибки края толстого стального листа по ширине несколько раз с помощью пары частей штампа при периодическом транспортировании толстого стального листа транспортирующим механизмом,
устройство для формирования цилиндра, выполненное с возможностью придания цилиндрической формы толстому стальному листу с краями по ширине, подвергнутыми гибки краев, и стыковки краев толстого стального листа по ширине друг с другом,
и соединительное устройство, выполненное с возможностью сварки состыкованных краев толстого стального листа по ширине,
отличающаяся тем, что
в качестве устройства для гибки краев толстого стального листа использовано устройство для гибки краев толстого стального листа по п. 7 или 8.
| JP 58081517 A, 16.05.1983 | |||
| Способ гибки листов в штампе | 1991 |
|
SU1803225A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ЛИСТОВ | 1991 |
|
RU2015769C1 |
| Штамп для гибки и плющения краев листовых заготовок | 1990 |
|
SU1719126A1 |
| СПОСОБ ЗАГИБАНИЯ КРОМОЧНЫХ ПОЛОС ФОРМУЕМОГО В ШЛИЦЕВУЮ ТРУБУ ЛИСТА И ЗАГИБОЧНЫЙ ПРЕСС ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2008 |
|
RU2447960C2 |

