Изобретение относится к ремонтному производству, а именно к технологии восстановления изношенных литых звеньев гусеничных цепей тракторов.
Цель изобретения - повьппение работоспособности звеньев и обеспечение возможности их многопоршневого вос- становл ения.
На фиг. показан контур изношенного отверстия; на фиг.2 - то же, деформированного отверстия; на фиг.3- то же, соединительного пальца.
Восстановление звеньев, отверстия которых изношены до значений, определяемых эксплуатационными требованиями, ведут путем их нагрева до тем- перутуры пластического состояния металла, из которого изготовлены звенья последующей горячей пластической деформации отверстий проушин до придания им цилиндрической формы с диаметром D, равным 1,2-1,4 диаметра dпальца, соединяющего звенья в гусеничные полотна, с сохранением необходимой соосности и шага Т.,Значение диаметра выбирается таким, чтобы перекрыть максимально допустимый по техническим условиям износ отверстий проушин что обеспечивает постоянство цилиндрической формы отверстий после деформации.
Постоянство исходного шага и соосности отверстий обеспечивает проведение деформации в устройстве, фиксирующем положение как звена, так и элементов, формирутощих отверстия. При этом образующаяся разность объемов металла между изношенными и деформированными отверстия1-1и перераспределяется внутри проушины в ходе деформации, что позволяет сохранить прочность восстановленных звеньев. Затем звенья в горячем состоянии без дополнительного нагрева закаливают с зафиксированными отверстиями проушин что исключает термические деформации и вызываемые ими допол1штельные дина- М11ческие нагрузки ходовой части тракторов при эксплуатации восстановленных зйеньев. В сформированные проушины закаленных звеньев устанавливают методом холодного обжатия окончательно обработаг1ные втулки, внутренние отверстия которых упрочнены путем борирования для увеличения износостойкости. Втулки, работающие как одно целое с проушинами звеньев, по достижении величины износа отверстий
5
0
5
0
5
0
5
0
5
равного или несколько меньшего I/2 (D-d), вьтрессовывают и заменяют новыми, обеспечивая п-кратность восстановления. Значения п определяются в зависимости от условия эксплуатации тракторов типа звеньев, степени износа остальных рабочих элементов. При последующих восстановлениях звенья не требуют дополнительной обработки, что ведет к повышению экономической эффективности способа.
Пример. Способ был реализован при восстановлении литых звеньев гусениц трактора Т-4. Звенья изготовлены из стали 35 ГТР, имеют пять проушин с отверстиями диаметром 25,5 мм и шагом 175 мм. Масса звена 13 кг. К восстановлению принимались звенья, не имеющие поломок и трещин, с износом отверстий проушин до 31 мм, при этом на беговых дорожках и рабочих поверхностях цевки имелся достаточный при дальнейшей эксплуатации запас металла.
Звенья восстанавливались следуюшзим образом. .
ц
Осуществляли нагрев звеньев до 1050 С в безокислительной среде, в расплаве соли хлористого бария в течение 5 мин до придания стали пластичного состояния. Нагретые звенья устанавливались в специальное устройство, где они фиксировались при помощи гидроприжимов относительно беговой дорожки. Горячая пластическая деформация одновременно всех отверстий проушин каждого звена проводилась при помощи двух дорнов, перемещаемых гидроприводом скоординированно относительно шага за счет направляющего кондуктора. Форма рабочей части дорна соответствовала диаметру формируемого отверстия, равного 32 мм. Деформированные звенья фиксировали дополнительно по отверстиям проушин относительно заданного шага и подвергали закалке с температурой конца деформации, равной 950-970 С, холодной проточной водой. При этом закалка осуществлялась непосредственно в устройстве для деформации. Закаленные звенья освобождались от фиксирующих элементов и направляли на контроль, в ходе которого выявляли точность размеров и геометрии проушин, их соосность, шаг и твердость материала.
Продефорт-трованные звенья имели следунщие характеристики: диаметр проушин составлял ,10 мм при овальности и конусности в пределах допуска; соосность отверстий составляла 0,5 мм; шаг равен 176 мм; твердость материала 360 НВ.
Ремонтные втулки, изготовленные из стали 45 с наружным диаметром
32 t
0,20 0,15
мм, внутренним диаметром
26,5+0,3 мм и длиной, соответствующей длине каждой из проушин, предварительно упрочняли путем борирования отверстий в твердом составе порошка карбида бора при 970°С в течение 7 ч на глубину 0,3 мм с последующей закалкой. Микротвердость борированного слоя составила 16000-18000 мн/м.
Размерные характеристики обработанных втулок находились в установленных пределах. Втулки устанавливали в соответствующие проушины методом холодного обжатия с их предварительным охлаждением в среде жидкого аяота. Такая установка втулок обеспечивает их надежное соединение с проушинами, что исключало их проворачивание при эксплуатации.
По данному способу было восстановлено 500 звеньев для проведения срав- нительньпс эксплуатационных испытаний, которые велись на 10 тракторах марки Т-4.
Полученные в ходе испытаний данные показали, что работоспособность вос- становлеиных звеньев на 20-30% выше . серийных, при этом дииамические нагрузки ходовой части, вызываемые значительными отклонениями геометрических осарактеристик серийных звеньев, уменьшились.
Способ восстановления звеньев гусеничных цепей тракторов обеспечивает требуемый уровень работоспособнос- ти и возмолшость многократного восстановления звеньев при снижении трудоемкости и энергозатрат, что позволяет получить новый положительный . эффект за счет значительного увеличе- ния срока службы звеньев, улучшения условий работы ходовой части трактора, уменьшения материальных и трудовых затрат. Г
Редактор В.Ковтун
Составитель З.Хаустова
Техред Л.Сердюкова Корректор Л.Пилипенко
Заказ 4365/14 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4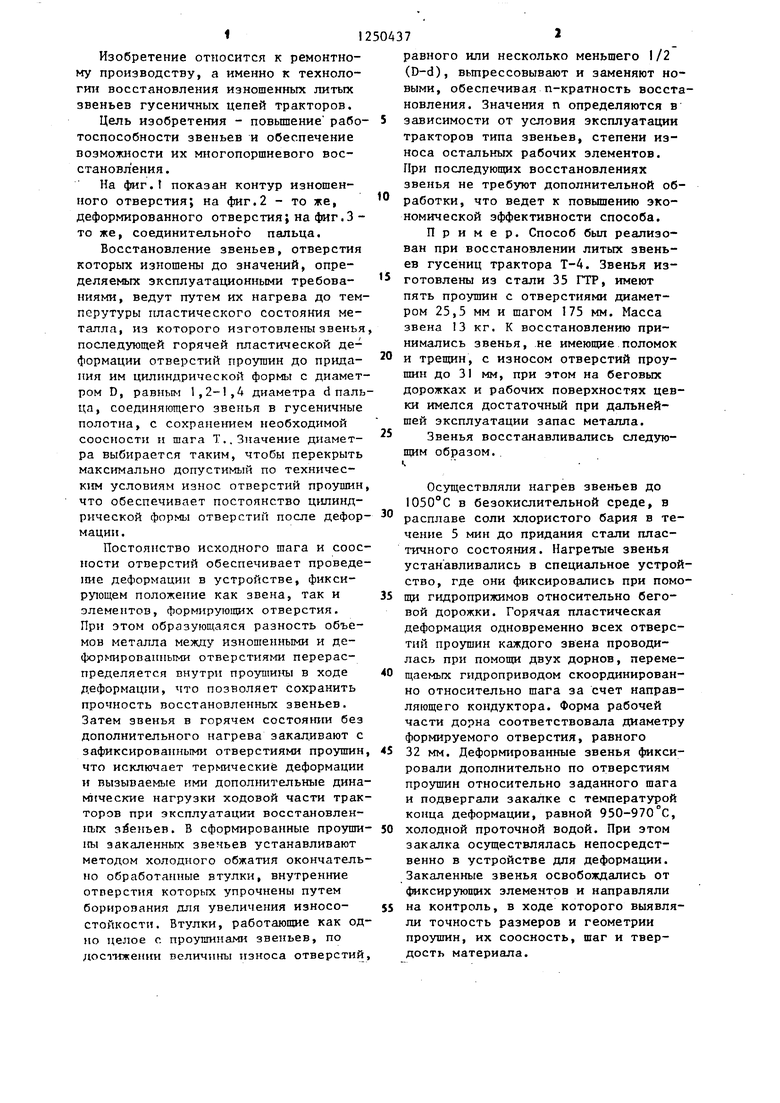
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРАКИ ГУСЕНИЧНОЙ ЦЕПИ КАРЬЕРНОГО ЭКСКАВАТОРА | 2014 |
|
RU2574486C2 |
| ТРАК ГУСЕНИЧНОЙ ЦЕПИ КАРЬЕРНОГО ЭКСКАВАТОРА | 2016 |
|
RU2646712C2 |
| Гусеничная цепь транспортного средства | 2019 |
|
RU2713332C1 |
| Способ восстановления звена гусеницы | 1987 |
|
SU1458075A1 |
| Способ термической обработки деталей из заэвтектоидных низколегированных сталей | 1979 |
|
SU863663A1 |
| ТРАК СО СЪЕМНОЙ НАКЛАДКОЙ ГУСЕНИЦЫ ТРАНСПОРТНОГО СРЕДСТВА | 2006 |
|
RU2332323C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПЕРЕМЕЩЕНИЕМ ЛОКАЛЬНЫХ ОБЪЕМОВ МЕТАЛЛА | 1998 |
|
RU2155658C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ВТУЛОК ИЗ ПЛАСТИЧНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2257990C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗАКАЛЕННЫХ ГИЛЬЗ ЦИЛИНДРОВ | 2000 |
|
RU2181649C2 |
| Способ ремонта проушин звеньев гусениц | 1981 |
|
SU996161A1 |
| Денис А.Н., Гутман Л.М | |||
| Восстановление звеньев гусетшчных мапшн | |||
| Киев, Наукова думка, 1966, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
| Бабушкин В.К., Бавбес В.И., Угай- кин Н.Т | |||
| Восстановление проушин звеньев гусениц | |||
| - Техника в сельском хозяйстве, 1972, № I, с | |||
| Аппарат, предназначенный для летания | 0 |
|
SU76A1 |
| Казарцев В.И | |||
| Ремонт машин | |||
| М.: Сельхозиздат, I961, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
| Нигородов В.В | |||
| Восстановление звеньев гусениц тракторов методом пластической деформации | |||
| Экономика и организация производства | |||
| М.: .ЦНТИИТЭМ, 1973, № 6, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
