1
Изобретение относится к ремонту машин и может быть использовано при восстановлении составных звеньев гусениц гусеничных тракторов;
Целью изобретения является обеспечение восстановления звена по всем поверхностям износа.
(пособ восстановления деталей заливкой жидким металлом, включает операции установки звена в литейную форму, нагрев его наплавляемой поверхности ТВЧ, заливку металлом полости формы, при этом перед установкой звена в литейную форму, его предварительно нагревают и обжимают в штампе со стороны изношенной опорной поверхно
сти беговой дорожки и заливку металла производят на эту сторону.
Способ обеспечивает за счет пред- ва рительного обжатия-звена в штампе, исключение всех дефектов поверхности звена в виде износа (см. деф. 2-4 на фиг.1 и 2), кроме поверхности со стороны опорной поверхности беговой дорожки. Это происходит потому, что при обжатии звена происходит пластическое перемеп1ение металла в указанные места звена за счет металла опорной поверхности беговой дорожки, который затем |Восполняется до своего номинального объема при заливке металла на данную поверхность.
4 СП
(50
О
сл
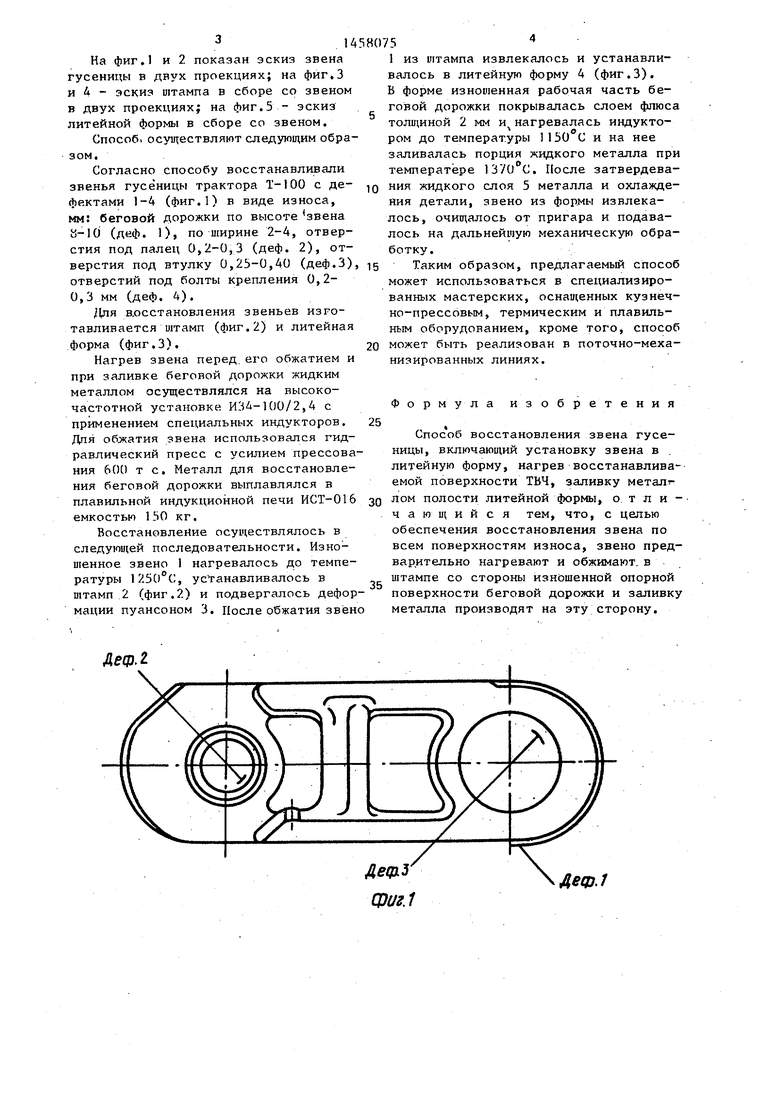
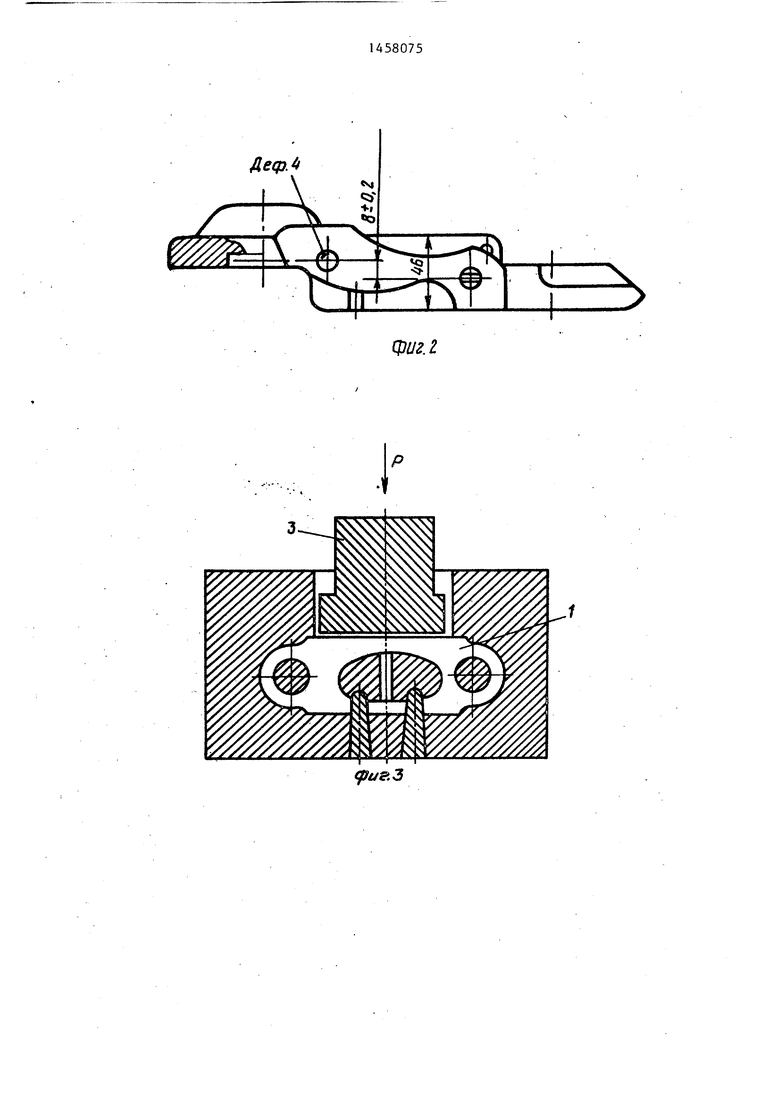
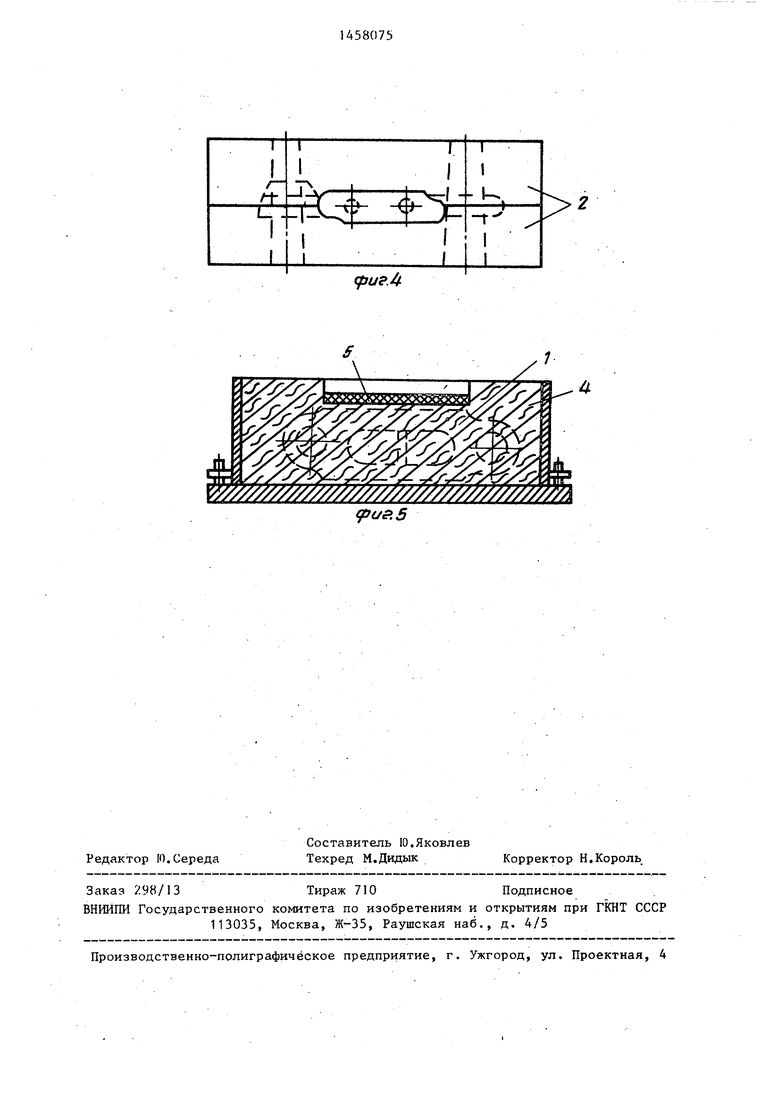
На фиг.1 и 2 показан эскиз звена гусеницы в двух проекциях; на фиг.З и А - эскиз штампа в сборе со звеном в двух проекциях; на фиг.5 - эскиз литейной формы в сборе со звеном.
Способ, осуществляют следующим образом.
Согласно способу восстанавливали звенья гусеницы трактора Т-100 с де- фектами 1-4 (фиг.1) в виде износа, мм: беговой дорожки по высоте звена а-1б (деф. 1), по ширине 2-4, отверстия под палец 0,2-0,3 (деф. 2), отверстия под втулку 0,25-0,40 (деф.З) отверстий под болты крепления 0,2- 0,3 мм (деф. 4).
Для в-осстановления звеньев изготавливается штамп (фиг.2) и литейная форма (фиг.З).
Нагрев звена перед.его обжатием и при заливке беговой дорожки жидким металлом осуществлялся на высокочастотной установке И34-100/2,4 с применением специальных индукторов, Дпя обжатия звена использовался гидравлический пресс с усилием прессования 600 т с. Металл для восстановления беговой дорожки выплавлялся в плавильной индукционной печи ИСТ-016 емкостью 150 кг.
Восстановление осуществлялось в следующей последовательности. Изношенное звено 1 нагревалось до темпезвено
ратуры 1250 С, устанавливалось в штамп 2 (фиг.2) и подвергалось деформации пуансоном 3. После обжатия звен
1 из штампа извлекалось и устанавливалось в литейную форму 4 (фиг.З). В форме изношенная рабочая часть беговой дорожки покрывалась слоем флюса толщиной 2 мм и нагревалась индуктором до температуры 1150 Си на нее заливалась порция жидкого металла при температёре . После затвердевания жидкого слоя 5 металла и охлаждения детали, звено из формы извлекалось, очищалось от пригара и подавалось на дальнейшую механическую обработку.
Таким образом, предлагаемый способ может использоваться в специализированных мастерских, оснащенных кузнеч- но-прессовым, термическим и плавильным оборудованием, кроме того, способ может быть реализован в поточно-механизированных линиях.
Формула изобретения
Способ восстановления звена гусеницы, включающий установку звена в . литейную форму, нагрев восстанавливаемой поверхности ТВЧ, заливку метат- лом полости литейной формы, отличающийся тем, что, с целью обеспечения восстановления звена по всем поверхностям износа, звено предварительно нагревают и обжимают, в штампе со стороны изношенной опорной поверхности беговой дорожки и заливку металла производят на эту сторону.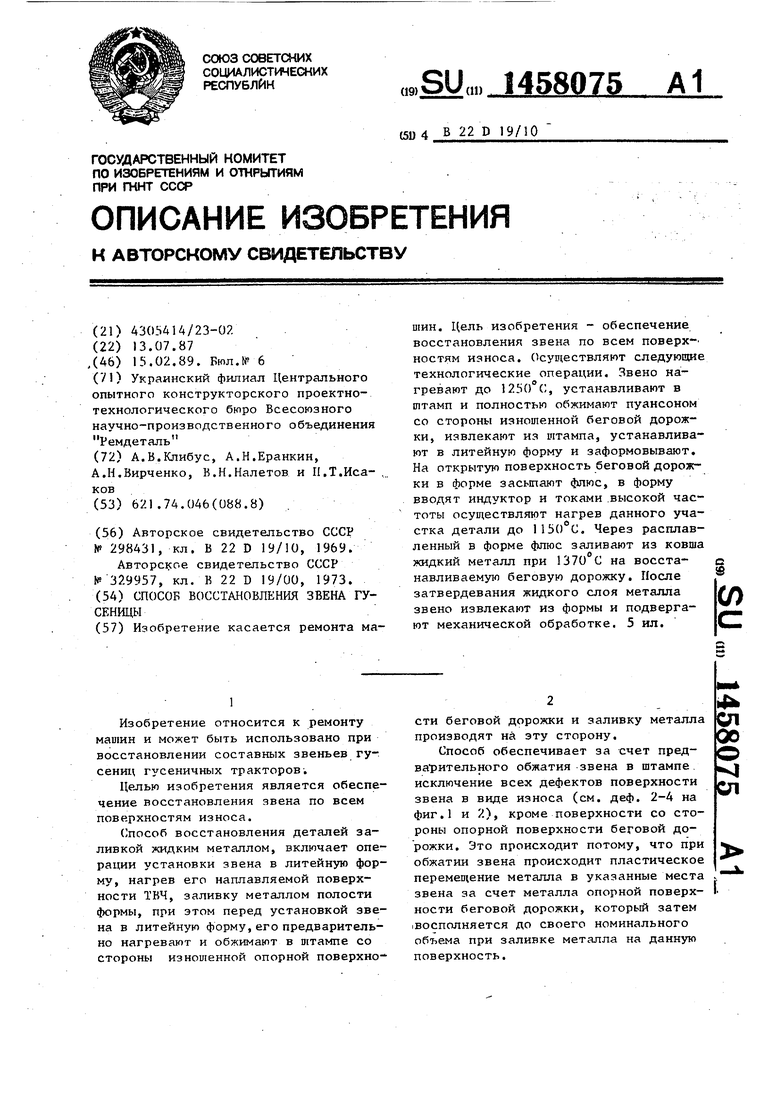
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления звена цепи | 1987 |
|
SU1523295A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ ЗАЛИВКОЙ ЖИДКИМ МЕТАЛЛОМ | 1997 |
|
RU2124963C1 |
| Установка для наплавки деталей | 1980 |
|
SU933233A1 |
| Способ восстановления деталей | 1979 |
|
SU931287A1 |
| Способ восстановления крупномодульных зубчатых колес | 1986 |
|
SU1391788A2 |
| Способ восстановления литых звеньев гусеничных цепей тракторов | 1984 |
|
SU1250437A1 |
| Установка для восстановления деталей | 1976 |
|
SU621456A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОСАДОЧНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ПОД ПОДШИПНИКИ | 2001 |
|
RU2206439C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЗУБЬЕВ ЗУБЧАТЫХ КОЛЕС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428293C2 |
| Способ наплавки деталей | 1980 |
|
SU939168A1 |
Изобретение касается ремонта машин. Цель изобретения - обеспечение восстановления звена по всем поверх- ностям износа. Осуществляют следующие технологические операции. Звено нагревают до 1250(;, устанавливают в штамп и полностью обжимают пуансоном со стороны изношенной беговой дорожки, извлекают из штампа, устанавливают в литейную форму и заформовывают. На открытую поверхность беговой дорожки в форме засыпают флюс, в форму вводят индуктор и токами .высокой частоты осуществляют нагрев данного участка детали до 1150 С. Через расплавленный в форме флюс заливают из ковша жидкий металл при 1370 С на восстанавливаемую беговую дорожку. После затвердевания жидкого слоя металла звено извлекают из формы и подвергают механической обработке. 5 ил. СЛ
Деф. 2.
фиг. I
(риг.З
tfJU.
| СПОСОБ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ | 0 |
|
SU298431A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| СПОСОБ НАПЛАВКИ ДЕТАЛЕЙ | 0 |
|
SU329957A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
