к прокатнс1м станлм для
)pf reiin ; о г но с иге я 11р(.)И1Н1 дг тну, а именно к npoKaiKM мелкос ирт ных прстфилей и катанки .
Цель изобретения - уменьшение габритов клети и ее металлоемкости.
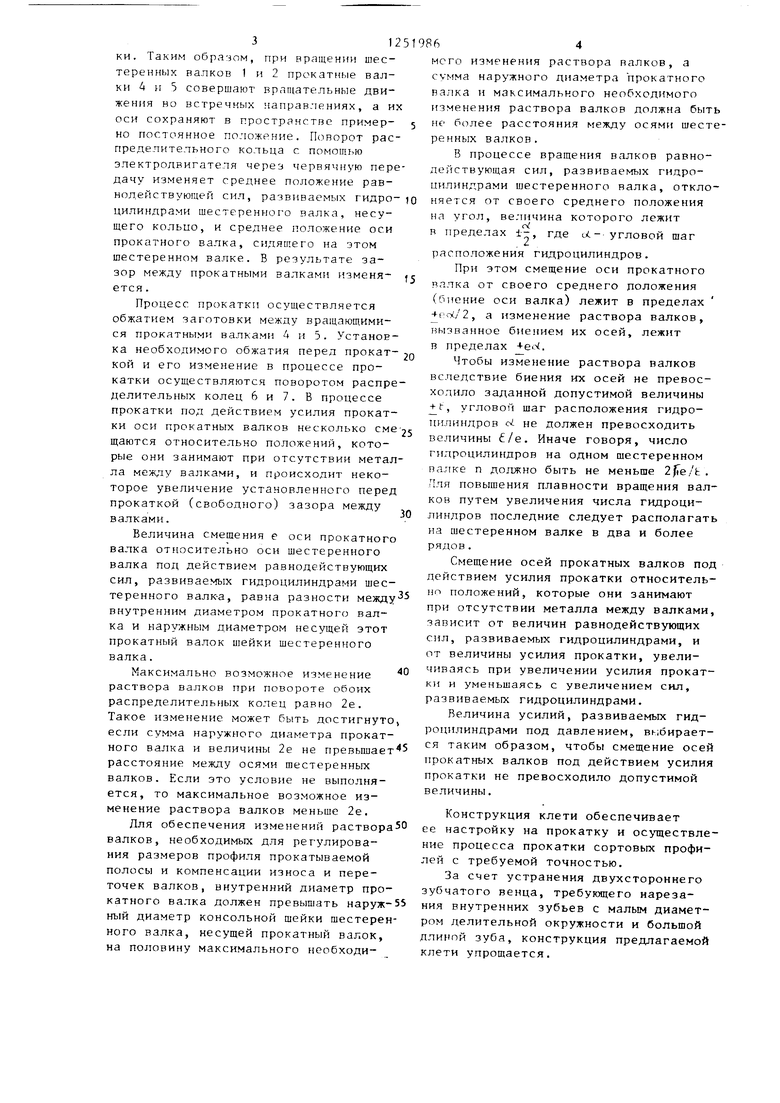
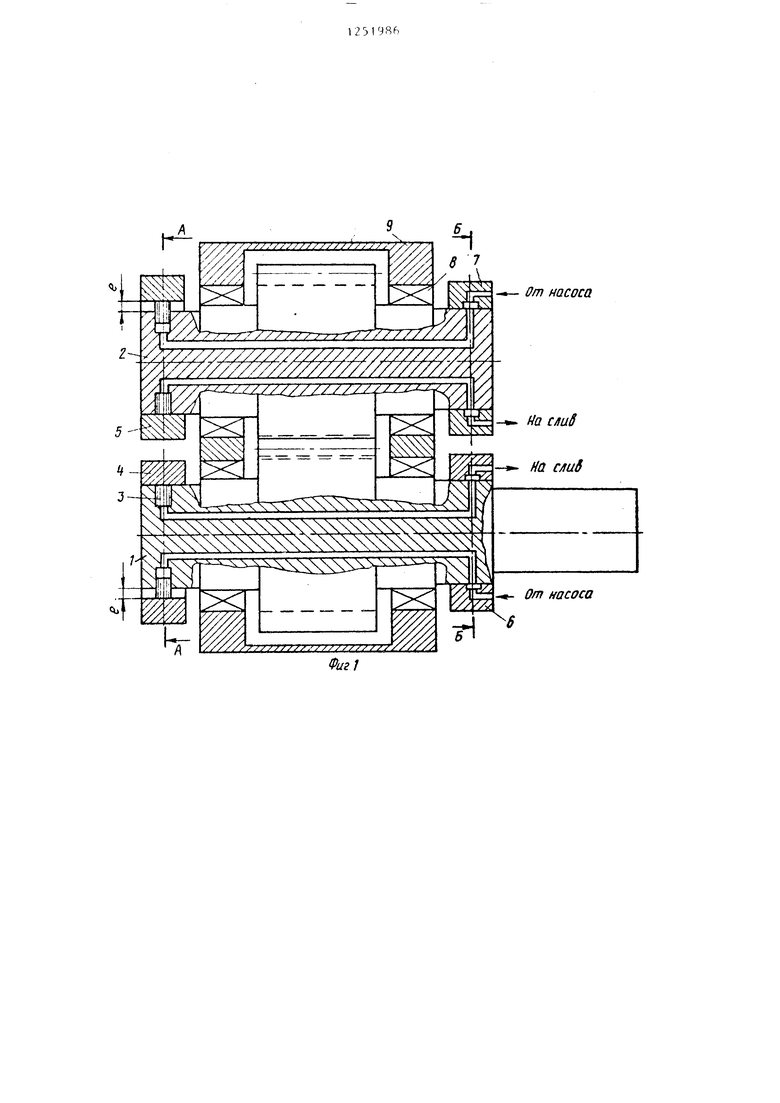
На фиг. 1 ripej CTanjiOHa клеть, поперечный разрез; на фиг. 2 - разрез А-А на фиг. 1 (п тоне раГч1Чих валков на фиг. 3 - разрез В-Б на фиг. 1 (в зоне распределительных колец).
Клеть состоит из ведущего 1 и ведмого 2 111егте)оннньгх валков, г идрони- линдров 3 с плунжерами, прокатных ва кон 4 и 5, распределительнрлх колец 6 и 7, подшипников 8, корпуса 9. Шестеренные валки 1 и 2 находятся Р зацеплении между собой. Ведомый шестеренный валок 2 имеет консольные шейки, а ведущий шестеренный валок 1 - консольные шейки и хвостовик, соединенный через редуктор и муфту с электродвигателем редуктор (му()ты и двигатель не показаны) . Ги;1роцилиндры 3 расположены по радиусам консольных шеек шестеренных валков 1 и 2 с не- приводпой стороны клети. Гидроцилиндры 3 соединен) с поверхностями иеек приводной стороны шестеренных валков 1 и 2 каналами, выходные отверстия KoTop iix расположены также по радиусам. Прокатнь е валки 4 и 5 выпод- 1ены в виде обедов, свободно насал;ен П)1х на ко) шейки шестеренных валков I и 2 с )еприводной стороны клети. На консольные шейки шестерен- Н)1Х валков 1 и 2 с приводной стороны клети 1асажены распределительные кол,ца 6 и 7, снабженные расположенными по окружности ia их внутренней поверхности канавками, одна из которых (1япорная) соединена с iacocoM, а другая (сливная) со сливной магистралью. Распределитедьнь е кольца 6 и 7 соедиие 1Ы с электродвигатепем, например, через муфть и червячные передачи (электродвигатели, муфть и червячные 1ерсдачи не показаны) .
Прокатнь е вадки 4 и 5 совмешены с гидроцидиндрами 3 таким образом, что плоскости, в которых расположены гидроцидиндры 3, совпадают с продоль плоскостями симтчетрии вадков 4 и 5. Распределительные кольца 6 и 7 размеше 1ы на шейках шестеренных вадков 1 и 2 таким образом, что канавки распредедительнь Х колец совмещены с выход шми отнерстиями канадов.
Кдеть работает следуюгцим образом.
0
5
5
Ведущий mecTeiie иньк ва.чок 1 при- во вращение от двигателя. Ведомь й 1 естеренн 1й валок 2 приводится ве;1у1пим валком 1 во вращение в противог одожяом направлении. Распределительные 6 и 7, положение которых заф {ксировано относительно станины кдети червячными механизмами, остаются при этом неподвижн.ми. Гидроцилиндры 3, соединенные кана; а- ми с напор 1ыми канавками распреде; и- тедьных кодец 6 и 7, находятся под давлением, а давление в гидроцилиндрах 3, соединеннь х со сливнь ми канавками, равно нулю. В процессе вращения шестеренного валка в результате его поворота от юсительно распределительного кольца первый (против направления вращения шестеренного вад- ка) из гидроцилиндров, соединенных с напорной канавкой, соединяется со сливной канавкой, и одновременно первый из гидроцилиндров, соединенный со сливной канавкой, соединяется с напорной канавкой. После поворота шестеренного валка на угод, равнь Й угловому шагу расположения гидроцилиндров 3, процесс переключения гид- роцидиндров повторяется. В результате в процессе вращения шестеренного вадка равнодействую цая сид, развиваемых его гидроцидиндрами, сохраняет примерно достоянное направление. При этом она расподожена в плоскости осей гидроцилиндров и в своем среднем положении направлена от середины проекции на эту плоскость сливной канавки распределительного кольца, сидящего на шестеренном валке, к середине проекции его напорной канавки. Равнодействующая сил, развиваемых гидроцилиндрами 3, прижимает П15окатнь е валки 4 и 5 их внутренними поверхностями к шейкам шестереннь х валков, смещая оси прокатных валков относительно осей шестереннь Х вадков в направлениях действия равнодействующих. Так как направление равнодействующих сил, развиваемых гидроцидиндрами шестеренного вадка в процессе его вращения, сохраняется примерно постоянным, ось прокатного вадка при этом также сохраняет в пространстве примерно постоянное положение. Под действием сил трения в местах контакта прокатных валков и шеек шестеренных валков, прокатные валки приводятся во вращение Б тех же направлениях, в которых вращаются несущие их шестеренные вал0
5
0
5
0
5
ки. Таким образом, при вращении шестеренных валков 1 и 2 прокатные валки 4 и 5 совершают вращательные движения но встречных маправ.чениях, а их оси сохраняют в пространстве пример- но постоянное положение. Поворот распределительного кольца с помошью электродвигателя через червячную передачу изменяет среднее положение равнодействующей сил, развиваемых гидро- цилиндрами шестеренного валка, несущего кольцо, и среднее положение оси прокатного валка, сидяшего на этом шестеренном валке. В результате зазор между прокатными валками измени- ется.
Процесс прокатк осуществляется обжатием заготовки между вращающимися прокатными валками А и 5. Установка необходимого обжатия перед прокаткон и его изменение в процессе прокатки осуществляются поворотом распределительных колец 6 и 7. В процессе прокатки под действием усилия прокатки оси прокатных валков несколько сме щаются относительно положений, которые они занимают при отсутствии металла между валками, и происходит некоторое увеличение установленного перед прокаткой (свободного) зазора между валками.
Величина смещения е оси прокатного валка относительно оси шестеренного валка под действием равнодействующих сил, развиваемых гидроцилиндрами щес- теренного валк-а, равна разности между внутренним диаметром прокатного валка и наружным диаметром несущей этот прокатный валок шейки щестеренного валка.
Максимально возможное изменение раствора валков при повороте обоих расцределительр1ых колец равно 2е. Такое изменение может быть достигнуто если сумма наружного диаметра прокатного валка и величины 2е не превышает расстояние между осями шестеренных валков. Если это условие не выполняется, то максимальное возможное изменение раствора валков меньще 2е.
Для обеспечения изменений раствора валков, необходимых для регулирования размеров профиля прокатываемой полосы и компенсации износа и переточек валков, внутренний диаметр прокатного валка должен превышать наружный диаметр консольной шейки шестеренного валка, несущей прокатный валок, на половину максимального необходи
г
5 юjc
Q 25
0 5 0
5
него изменения раствора валков, а сумма наружного диаметра прокатного валка и максимального необходимого изменения раствора валков должна быть не более расстояния между осями шестеренных валков.
В процессе вращения валков равнодействующая сил, развиваемых гндро- цилиндрами шестеренного валка, отклоняется от своего среднего положения на угол, ве. П1чина которого лежит
г
в пределах 1-, где о(,- угловой шаг
расположения гидроцилиндров.
При этом смещение оси прокатного вллка от своего среднего положения (биение оси валка) лежит в пределах , а изменение раствора валков, вызванное биением их осей, лежит в пределах .
Чтобы изменение раствора валков вследствие биения их осей не превосходило заданной допустимой величины +t, угловой шаг расположения гидроцилиндров oi не должен превосходить величины /е. Иначе говоря, число гидроцилиндров на одном шестеренном валке п доджно быть не меньше 2/Ге/Ь . Пля повышения плавности вращения валков путем увеличения числа гидроцилиндров последние следует располагать на шестеренном валке в два и более рядов.
Смещение осей прокатных валков под действием усилия прокатки относитель- нп положений, которые они занимают при отсутствии металла между валками, зависит от величин равнодействующих сил, развиваемых гидроцилиндрами, и от величины усилия прокатки, увеличиваясь при увеличении усилия прокат- кя и уменьшаясь с увеличением сил, развиваемых гидроцилиндрами.
Величина усилий, развиваемых гидроцилиндрами под давлением, вн,;бирает- ся таким образом, чтобы смещение осей прокатных валков под действием усилия прокатки не превосходило допустимой величины.
Конструкция клети обеспечивает ее настройку на прокатку и осуществление процесса прокатки сортовых профилей с требуемой точностью.
За счет устранения двухстороннего зубчатого венца, требующего нарезания внутренних зубьев с малым диаметром делительной окружности и большой длиной зуба, конструкция предлагаемой клети упрощается.
Y/////////////////////////////
У//////////////////
5
От насоса
Л. А
5.5
Фиг.З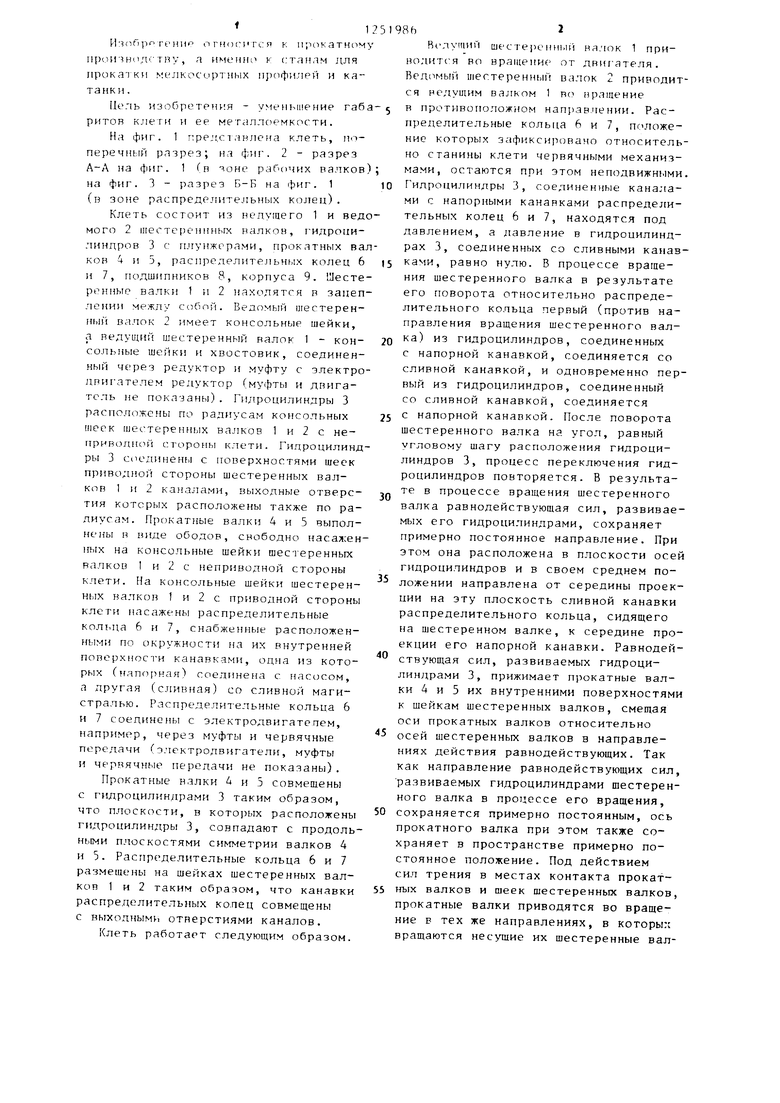
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОВАЛКОВАЯ ПРОКАТНАЯ КЛЕТЬ | 1973 |
|
SU381197A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1994 |
|
RU2087220C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ УСИЛИЯ ПРОКАТКИ В ПРОКАТНОЙ КЛЕТИ И ПРОКАТНАЯ КЛЕТЬ | 2007 |
|
RU2436639C2 |
| ДВУХКАЛИБРОВАЯ КОМБИНИРОВАННАЯ КЛЕТЬ | 1995 |
|
RU2088351C1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| ПРИВОД ВАЛКА ПРОКАТНОЙ КЛЕТИ С ПЕРЕКОШЕННЫМИ В ГОРИЗОНТАЛЬНОЙ ПЛОСКОСТИ ВАЛКАМИ, УСТАНОВЛЕННЫМИ В КЛЕТИ С ВОЗМОЖНОСТЬЮ ОСЕВОГО ПЕРЕМЕЩЕНИЯ | 1995 |
|
RU2084299C1 |
| МНОГОФУНКЦИОНАЛЬНАЯ КЛЕТЬ ПРОКАТНОГО СТАНА ДЛЯ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ И СПОСОБ ПРОКАТКИ ДВУТАВРОВОЙ ШИРОКОПОЛОЧНОЙ БАЛКИ С ПОМОЩЬЮ МНОГОФУНКЦИОНАЛЬНОЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189286C2 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| ДВУХВАЛКОВАЯ РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1999 |
|
RU2189873C2 |
| производство с | |||
| Приспособление к тростильной машине для прекращения намотки шпули | 1923 |
|
SU202A1 |
| Кугушин А скоростная гия, 1980, А | |||
| и Попов Ю.А | |||
| Высоко- прокатка | |||
| - М.: Металлур- с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| КЛЕТЬ ДЛЯ ПРОКАТКИ СОРТ.Л | 0 |
|
SU232918A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
