Изобретение относится к автомати- защ1н технологического процесса производства медной катанки.
Цель изобретения - повышение точности поддержания уровня расплава меди в приемной ванне агрегата непрерывной разливки и прокатки медной катанки.
На чертеже представлена функциональная схема предлагаемой системы.
Схема содержит объект регулирования представляющий собой приемную ванну 1 агрегата непрерывной разливки и прокатки медной катанки, заполненную расплавом 2 меди. Ванна осна- щена радиоизотопным уровнемером, содержащим источник 3 излучения и детектор 4, соединенный с электронным блоком 5. Выход электронного блока 5 соединен с входом компаратора 6 и первым входом регулятора 7, выход компаратора 6 соединен с первым входом а коммутатора 8, а выход регулятора 7 - с вторым входом S коммутатора 8. Второй вход регулятора 7 соединен с задатчиком 9 уровня. Третий вход Ь коммутатора 8 соединен с позиционным датчиком 10 уровня. }Выход г коммутатора соединен с входом усилителя 11 , выход которого сое динен с входом исполнительного механизма 12, управляющего стопором 13 раздаточной коробки миксера 14.
Коммутатор состоит из четырех реле. Вход первого реле является тре- тьим входом коммутатора, а вход второго реле через контакты первого соединен с источником питания, вход третьего реле является первым входом коммутатора, вход четвертого реле через контакты третьего реле соединен с источником питания, причем, параллельно второму и четвертому реле включены конденсаторы, контакты третьего реле являются выходом ком- мутатора.
Система работает спедуюпщм образом.
Изменение уровня расплава в ванне 1 приводит к изменению интенсивности потока гамма-квантов от источника 3 через детектор 4 и соответственно к из 1енению скорости счета в электронном блоке, с которого аналоговый сигнал поступает на первый вход ре- гулятора 7, на второй вход которого поступает сигнал с задатчика 9 уровня. При отклонении величины выходного сигнала регулятора относительно заданной задатчиком 9 уровня на выходе регулятора 7 появляется импульсный сигнал, соответствующей полярности, поступающий через контакты Р1-2 и РЗ-2 коммутатора 8 на вход усилителя 1 и далее в исполнительный механизм 12 для перемещения стопора 13, что приводит к соответствующему изменению подачи расплава в ванну.
В процессе литья на стенках ванны образуются наслоения застывшего металла за счет намерзания по кромке расплава и за счет набрызгивания выше уровня расплава. Образования на стенке в зоне измерения приводят к погрешности измерения и соответственно при работе системы стабилизации уровня к бесконтрольному опусканию уровня расплава относительно заданного. При достижении уровня позиционного датчика 10 уровня (например, гамма-реле) сигналом на его выходе включаются реле Р1 коммутатора 8. Через контакты Р1-1 и РЗ-4 реле Р1 становится на самоподпитку. Одновременно контактами Р1-2 отключается выход регулятора 7 от входа усилителя 11, контактами Р1-3 включается вход усилителя 11 через контакты РЗ-2 и Р2-1 к источнику напряжения 4 контактами Р1-4 отключается питание реле Р2. Напряжение -ь подается на вход усилителя 11 в течение времени, задаваемого конденсатором С1, после чего происходит отключение питания + контактами Р2-1. За это время сигналом с усилителя 11 с помощью исполнительного . механизма 12 поднимается стопор раздаточной коробки миксера и в ванне начинается подъем уровня расплава. Выходной сигнал электронного блока 5 уменьшается и при достижении заданного значения компаратор 6 включает реле РЗ, которое контактами РЗ-4 снимает с самоподпитки Р1. При этом возвращаются в исходное состояние контакты Р1-3, Р1-2 и Р1-4, вход усилителя через контакты РЗ-3 и Р4-1 подключается к источнику питания -, контактами РЗ-1 реле Р4 отключается от питания. Время, в течение которого подключается вход усилителя 11 к напряжению -, определяется конденсатором С2. За это время исполнительный механизм перемещает стопор
312520264
в сторону закрытия до положения, приматическое регулирование заданного
котором уровень расплава в ваннеуровня расплава меди в приемной
начнет опускаться. Когда уровень дос-ванне.
тигнет значения, соответствукяцего Таким образом, введение предлагае,сигналу на выходе электронного бло- sмых элементов и связей, предусматрика, при котором коммутатор 8 отклю-вающих автоматизацию процесса смыва
чает реле РЗ, выход регулятора 7 че-застывшего металла на стенках ванны
рез контакты Р1-2 и РЗ-2 подключает-в зоне измерения, позволяет повысить
ся к входу усилителя, а все элементыточность и надежность процесса регукоммутатора возвращаются в исходное Олирования уровня расплава, а также
до начала цикла автоподстройки поло-повысить надежность работы установки
жение. Система снова начинает авто-литья в целом.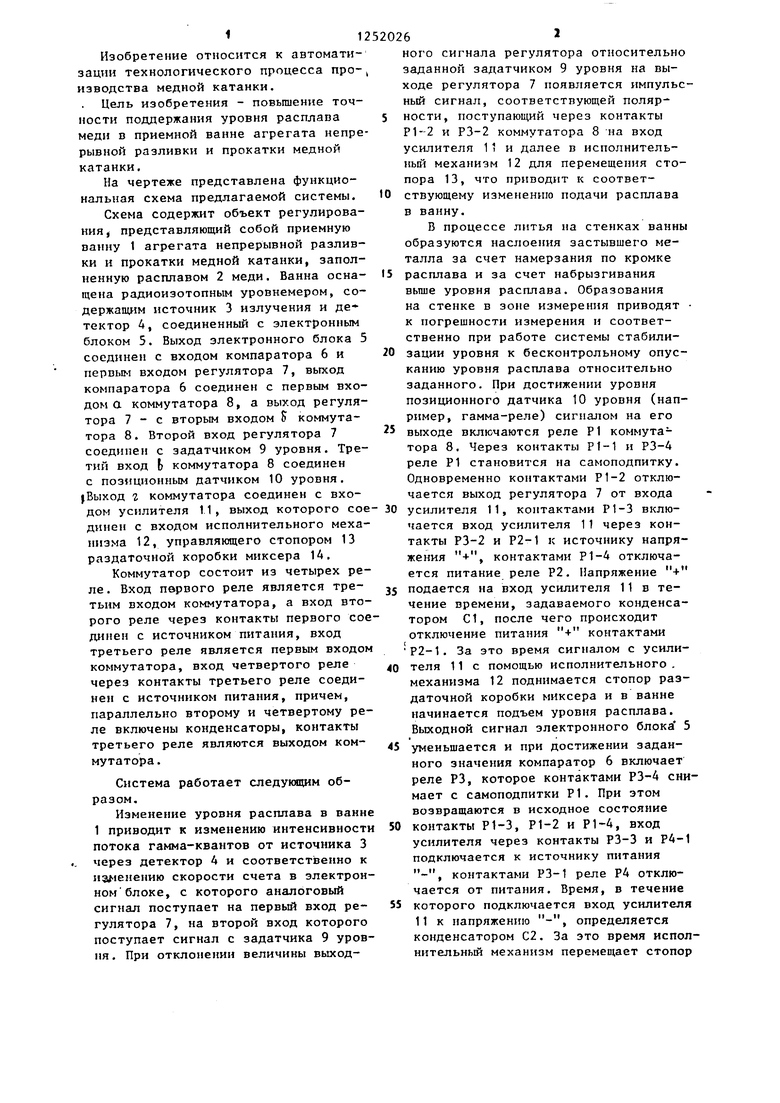
| название | год | авторы | номер документа |
|---|---|---|---|
| Противоугонное устройство транспортного средства | 1987 |
|
SU1516399A2 |
| АГРЕГАТ ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОЛБАСНЫХИЗДЕЛИЙ | 1969 |
|
SU239021A1 |
| Система управления процессом электроплавки медных концентратов | 1984 |
|
SU1235961A1 |
| Устройство к однопериодному перфоратору для запоминания набираемых чисел | 1958 |
|
SU119733A1 |
| УСТРОЙСТВО для СОЗДАНИЯ и РЕГУЛИРОВАНИЯ | 1971 |
|
SU289261A1 |
| Устройство для управления к сортировочным автоматам | 1982 |
|
SU1102643A1 |
| УСТРОЙСТВО для МОДЕЛИРОВАНИЯ СЕТЕВЫХ ГРАФИКОВ | 1970 |
|
SU269627A1 |
| Дистанционное электрогидравлическое преселективное устройство управления | 1986 |
|
SU1465342A1 |
| Устройство для управления процессом непрерывного горизонтального литья заготовок | 1982 |
|
SU1100042A1 |
| Способ автоматического управления распределением воды между поливными участками и устройство для его осуществления | 1983 |
|
SU1209111A1 |

| Краснов Б.И | |||
| Оптимальное управление режимами непрерывной разливки стали | |||
| М.: Металлургия, 1975, с.107 |
