1
Изобретение относится к электрофизическим и электрохимическим методам обработки и, в частности, касается способов электрохимической размерной обработки, выполняемой в импульсно-циклическом режиме.
Цель изобретения - повышение точности формообразования при изготов- Ьении деталей за счет использования эффекта местного изменения электропроводности межэлектродного зазора, что обеспечивает локализацию растворения материала заготовки в определенных местах рабочей полости зазора.
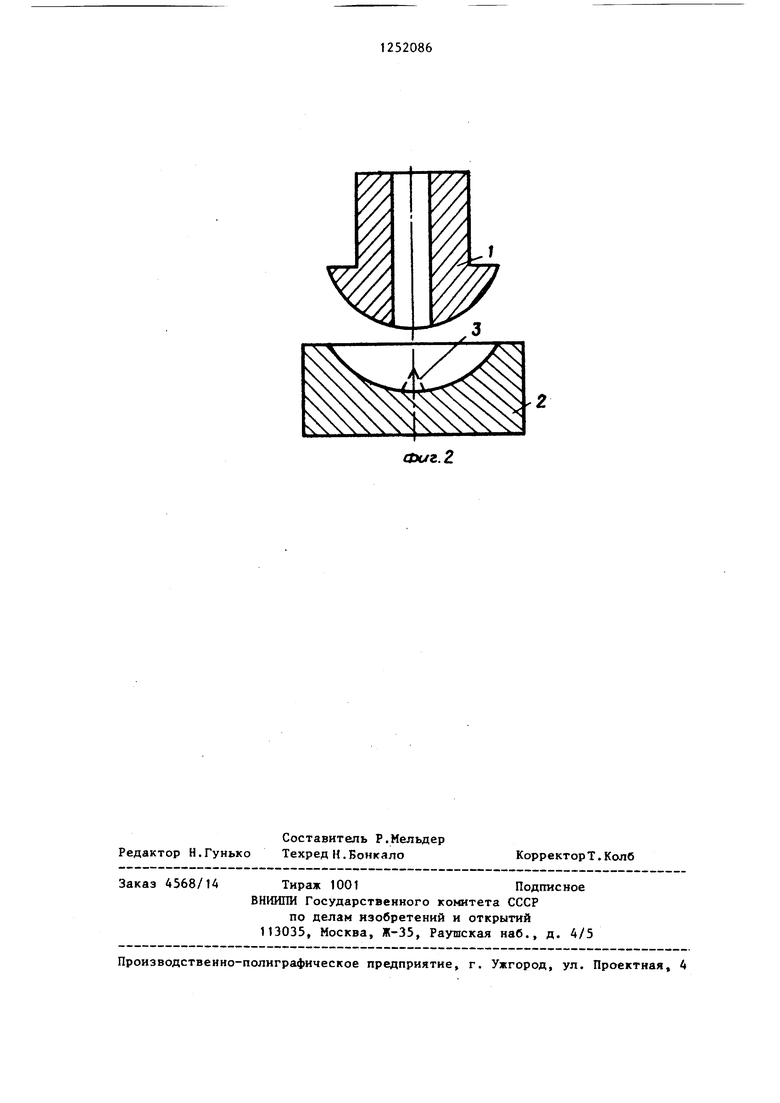
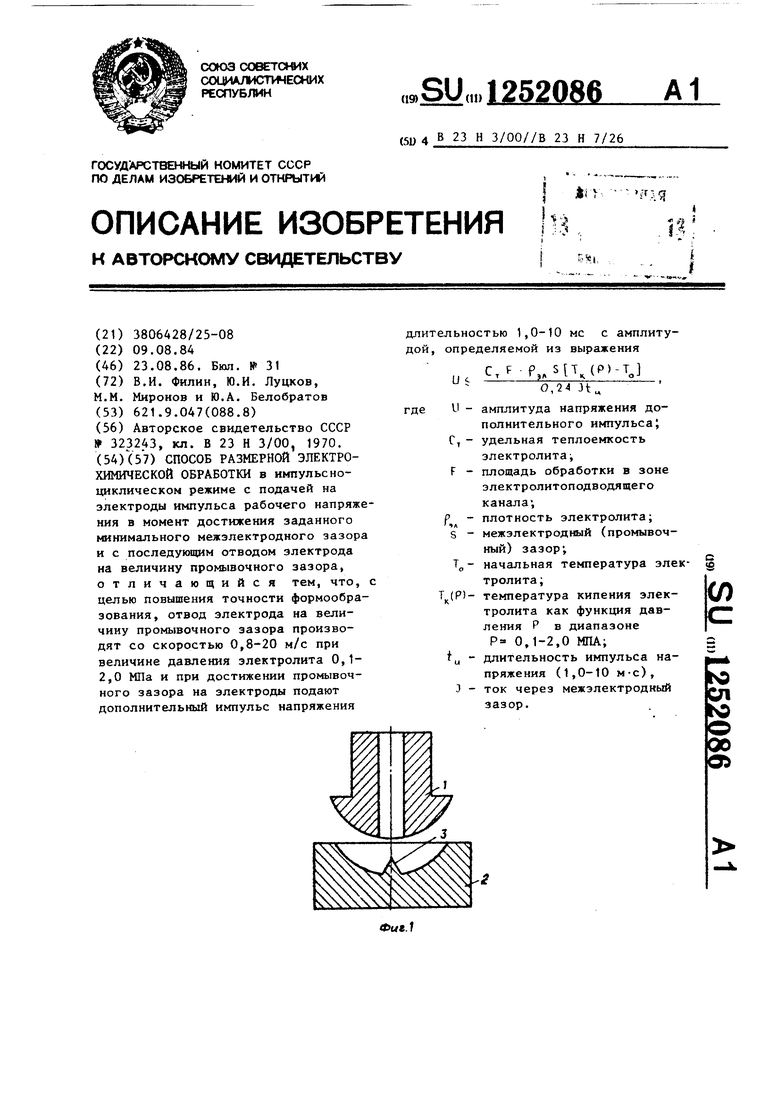
На фиг. 1 показаны электрод и заготовка после окончания импульса рабочего напряжения перед разведением электродов на промывочный зазор, в центральной части заготовки образован выступj на фиг. 2 - электрод и заготовка после удаления выступа при подаче дополнительного импульса напряжения.
Способ осуществляется следующим способом.
После установки минимального межэлектродного зазора на электрод 1 подают рабочий импульс рабочего напряжения. В этом случае осуществляется удаление материала со всей поверхности заготовки 2 за исключением зоны центрального электролито- подводящего канала, где постепенно образуется выступ 3. При подаче на электрод 1 дополнительного импульса высокого напряжения в момент достижения промывочного зазора обработка осуществляется преимущественно в зоне центрального канала. Разделение электродов производят со скоростью 0,8-20 м/с при давлении электролита О,1-20 МПа, длительность дополнительных импульсов высокого напряжения устанавливают в пределах 1,0-10 М С при амплитуде
,к С, f,,S Т,(Р)-Т„
0.74Jt,
где и - амплитуда напряжения дополнительного импульса; Г - удельная теплоемкость
электролита;
F - площадь обработки в зоне центрального электролито подводящего канала; Р - плотность электролита; 5 - промывочный межзлектрод- ный зазор;
252086
Т - конечная температура
электролита;
Тц(Р|- температура кипения электролита как функция дав5ления Р ;
t - длительность импульса
напряжения;
3 - ток через межэлектродный зазор.
10 Указанный предел установки U определяется максимальным напряжением, при котором еще отсутствует закипание электролита в зоне электролито- подводящего канала.
(5 Нижний предел выбора амплитуды напряжения U особо не оговаривается, так как по мере снижения амплитуды эффект растворения выступа 3 проявляется все меньше, в связи с
20 чем амплитуда напряжения должна поддерживаться вблизи указанной верхней границы.
Описанный эффект удаления выступа 3 определяется тем, что при
25 обработке на минимальном зазоре в пространстве между электродом и заготовкой образуется газоэлектролитная смесь. При быстром отводе электрода на величину промывочного зазо3Q ра газоэлектролитная смесь, образовавшаяся в межэлектродном зазоре, расширяется,. ее электрическое сопротивление резко увеличивается, создается подпор струе свежего электролита, находящегося в зоне электролитоподводящего канала, и формируется характеристика аномального изменения электрического сопротивления межэлектродного зазора в разных зонах, которая носит ступенчатый характер, так что при подаче на электроды дополнительного импульса высокого напряжения ток практически протекает только в зоне упомянутого канала, образовавшийся на малом зазоре выступ растворяется. Условием создания режима аномальных изменений электрического сопротивления межэлектродного зазора, приводящего к удалению центрального выступа 3 на заготовке, является установка перечисленных параметров обработки.
Регулируя параметры процесса изменяют величину снимаемого припус55 ка в зонах обработки и, тем самым, повышают точность формообразования в зоне электролитоподводящего канала.
35
40
45
50
Редактор Н.Гунько
Составитель Р.Мельдер Техред Н.Бонкало
Заказ 4568/14
Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 11Э035, Москва, Ж-35, Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная. 4
Фиг. 2
КорректорТ.Колб
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ размерной электрохимической обработки | 1977 |
|
SU625893A1 |
| Электрод-инструмент | 1985 |
|
SU1279766A1 |
| Комбинированный электрод-инструмент для электрохимической обработки | 1978 |
|
SU751557A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ | 2006 |
|
RU2330746C2 |
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2476297C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 1972 |
|
SU323243A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2226142C2 |
| Электрод-инструмент | 1985 |
|
SU1304997A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2266177C1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 0 |
|
SU323243A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
