1
Изобретение относится к области пайки, в частности к способам пайки трубных решеток с трубками, и может быть использовано в различных отраслях машиностроения при изготовлении теплообменной аппаратуры.
Целью изобретения является повышение качества паяных соединений и экономия припоя.
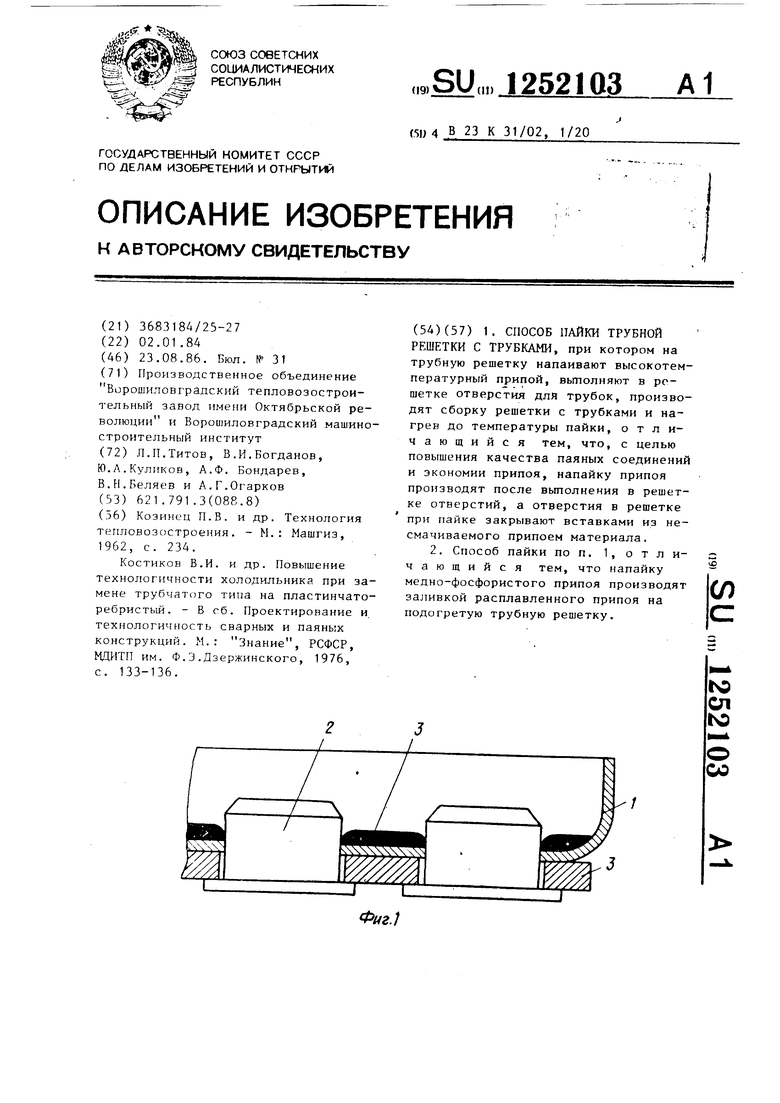
На фиг. 1 изображена схема напаивания припоя на трубную решетку) на фиг. 2 - фрагмент паяного радиатора.
Способ реализуется следуюш.им образом.
В трубной решетке 1 выполняют отверстия для трубок. В отверстия вставляют вставки 2 из несмачиваемог припоем материала.
На поверхность трубной решетки 1 напаивают слой высокотемпературного припоя 3. После кристаллизации припоя вставки 2 из отверстий вынимают, производят сборку трубной решетки с трубками 4 и нагрев зоны соединения до температуры пайки.
Напайка припоя на трубные решетки после выпол1:ения в последних отверстий позволяет исключить механическую
03J
обработку напаянног о припоя и внесение при этом посторонних примесей, улучшает условия затекания припоя в паяемые зазоры за счет частичного залуживания цилиндрических поверхнос тей отверстий и сокращает расход припоя .
Пример. Изготавливают секцию радиатора для тепловоза. В трубных решетках из меди выполняют отверстия для трубок. В отверстия вставляют вставки из жаропрочной стали с полированной поверхностью. Трубную решетку нагревают до температуры плавления припоя (750-800°С) и наливают на ее дно медно-фосфористый припой, образуя слой толщиной 0,3-0,5 мм. Медно-фосфористый припой хорошо смачивает медь без применения флюса и не смачивает полированную поверхность вставок из жаропрочной стали.
После остывания припоя вставки извлекают из отверстий, производят сборку трубной решетки с тонкостенными трубками, (люсование и нагрев до температуры пайки (750 - 800 С) зоны соединения трубок с решеткой .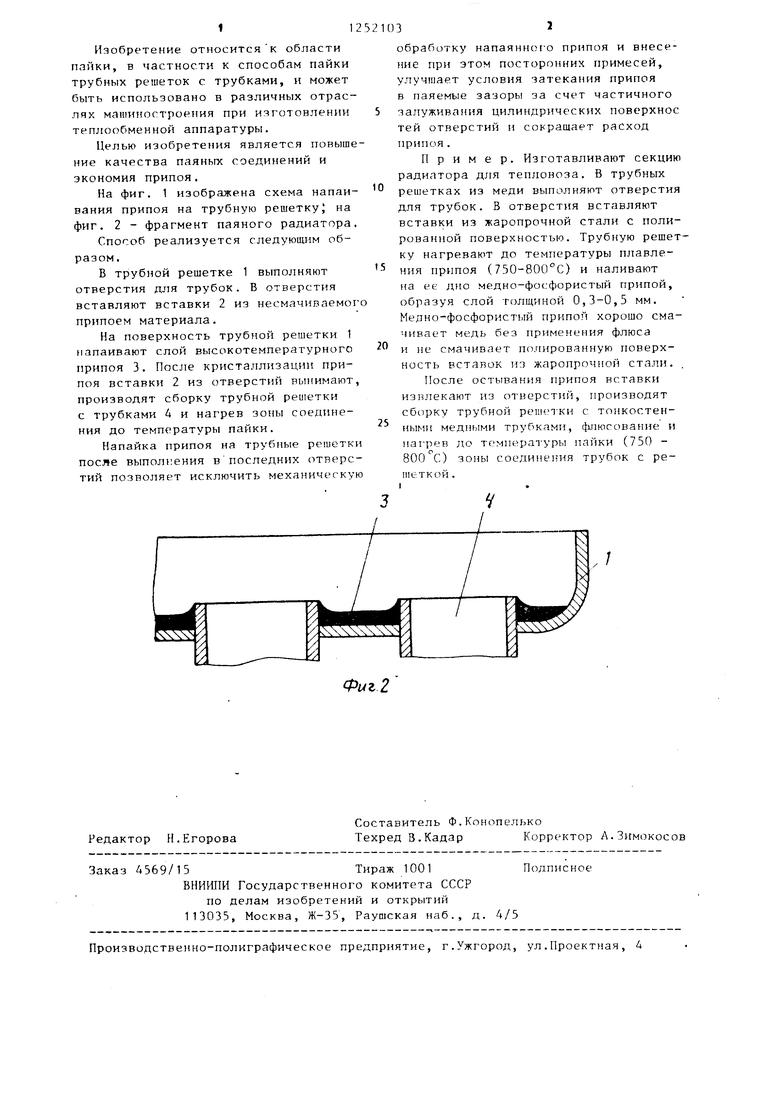
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пайки трубной решетки с трубками | 1988 |
|
SU1574412A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕССВИНЦОВОГО ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2011 |
|
RU2477205C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИПОЯ НА ОСНОВЕ ОЛОВА | 2013 |
|
RU2541249C2 |
| СПОСОБ ПАЙКИ ЭЛЕКТРОСОПРОТИВЛЕНИЕМ ЭЛЕКТРИЧЕСКИХ КОНТАКТОВ С ДЕРЖАТЕЛЯМИ | 2008 |
|
RU2379165C1 |
| СПОСОБ ПАЙКИ ТРУБНОЙ ДОСКИ С ТОНКОСТЕННЫМИ ТРУБКАМИ | 1998 |
|
RU2153407C2 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| Способ пайки сотовых металлических конструкций | 1989 |
|
SU1682066A1 |
| Способ пайки деталей из разнородных металлов | 2024 |
|
RU2840136C1 |
| СПОСОБ ПАЙКИ АЛЮМИНИЯ С ЖАРОПРОЧНЫМИ СТАЛЯМИ И СПЛАВАМИ | 1996 |
|
RU2101146C1 |
| Устройство для ультразвуковой пайки труб | 1985 |
|
SU1311881A1 |
Фиг 2
Редактор Н.Егорова
Заказ 4569/15Тираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производстве)1но-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
Составитель Ф.Конопелько
Техред В.Кадар Корректор А.Зимокосов
Подписное
| Козинец П.В | |||
| и др | |||
| Технология тепловозостроения | |||
| - М.: Машгиз, 1962, с | |||
| Крутильный аппарат | 1922 |
|
SU234A1 |
| Костиков В.И | |||
| и др | |||
| Повышение технологичности холодильника при замене трубчатого типа на пластинчато- ребристый | |||
| - В сб | |||
| Проектирование и технологичность сварных и паяных конструкций | |||
| М.: Знание, РСФСР, МДИТП им | |||
| Ф.Э.Дзержинского, 1976, с | |||
| Топочная решетка для многозольного топлива | 1923 |
|
SU133A1 |
