1 1
ИчоГ р тег ие огносится к станко- строемиы и предназначено для серийного и мелкосерийного производства.
Цель изобретения - расшнрр-ние технологически-х по-чможностей, уменьшение грузопотоков при размещении технологического о{ орудования по обе сторо)1Ы и на разном -расстоянии от тпассы пвижения тпяигпоптнлгп
1252133
привод 41 подъема-опускания, который По достижении следующего адреса
„JA - . 1
252ПЗ
ИИ 21 отслеживания трассы с роликами 22. На корпусе 18 транспортного средства размещены двигатель 23 главного движения, гидростанция 24, 5 тормозное устройство 25, пульт 26 управления, бортовая система 27 управления самоходным средством, датчики 28 торможения, датчики 29 пред1252133
1252133
ПР
1252133

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования фасонных поверхностей деталей | 1984 |
|
SU1252134A1 |
| Способ контурной обработки фасонных поверхностей | 1982 |
|
SU1085703A1 |
| Способ шлифования восстановленных наплавкой кулачков | 1986 |
|
SU1351756A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288816C1 |
| Система управления станком для шлифования кулачковых валов | 1984 |
|
SU1281389A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КУЛАЧКОВОГО ВАЛА ПРИ РЕМОНТЕ | 1995 |
|
RU2078671C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2283734C1 |
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288829C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ ВИНТОВ ПО КОПИРУ | 2005 |
|
RU2288828C1 |
| УПРОЧНЯЮЩЕ-ПОЛИРОВАЛЬНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ С ПАРАМЕТРИЧЕСКОЙ ОСЦИЛЛЯЦИЕЙ | 2005 |
|
RU2283745C1 |



60 6Q S8 I , 59
/
/
1
// ////////////.Z/ZZZ//7//y///
.5
5ij в
S8 .
60
5е
/
.38 37
Фиг.7
Редактор Н.Бобкова
Фиг.д
Составитель А.Логвинов Техред А.Кравчук
Заказ 4572/17 Тираж 826Подписное
ВНИИПИ Государственного KONmTeTa СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
wW//,
Корректор М.Самборская
Date : 04/11/2000
Number of pages : 4
Previous document : SU 1252133A1
Next document : SU 1252135A1
союз СОВЕТСНИХ
С014ИАЛИСТИЧЕСНИХ
РЕСПУБЛИК
,,,, 1252134 А1
(51) 4 В 24 В 1/00//В 24 В 19/12
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО ДЕЛАМ ИЗОБРЕТЕНИЙ И ОТКРЫТИЙ
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
(21)3753334/25-08
(22)07.06.84
(46) 23.08.86. Бкхл. № 31
(71)Киевский ордена Ленина политехнический институт им. 50-летия Великой Октябрьской социалистическо революции и Волж ское объединение по производству легковых автомобилей им, 50-летия СССР
(72)Ю. В. Петраков, Л. А. Роднев- ский, И. П. Донец и В. В. Йотов (53) 621.923.4(088.8)
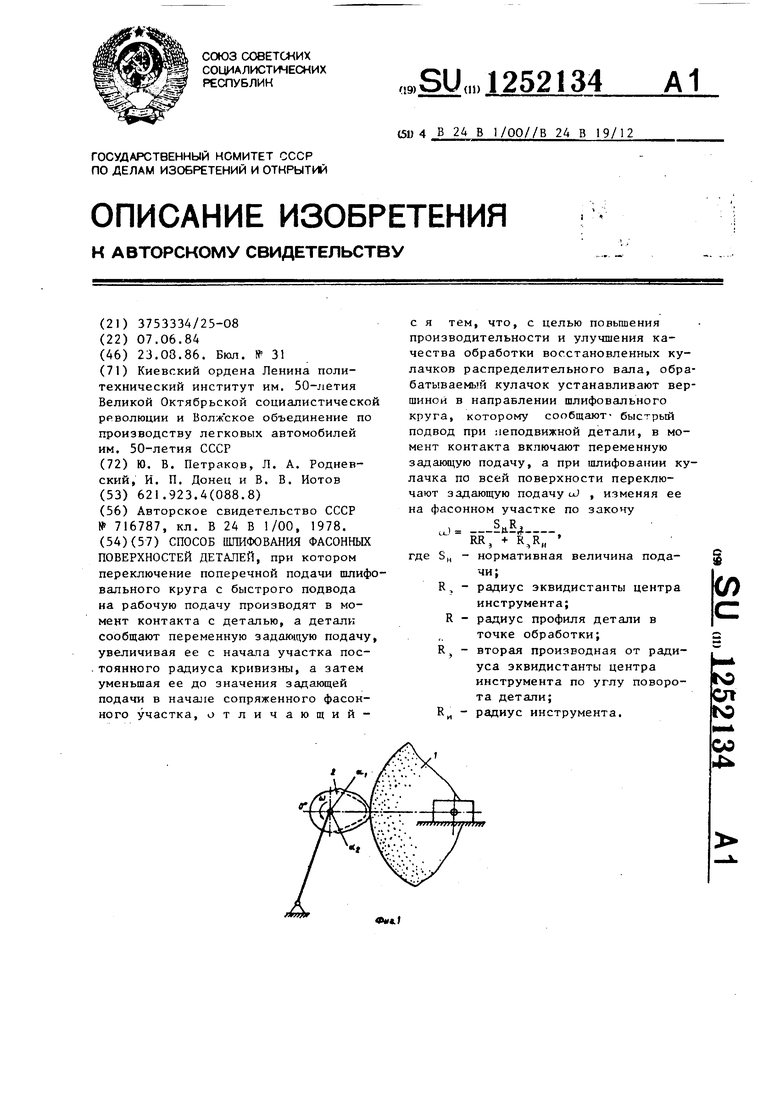
(56) Авторское свидетельство СССР № 716787, кл. В 24 В 1/00, 1978. (54)(57) СПОСОБ ШЛИФОВАНИЯ ФАСОННЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ, при котором переключение поперечной подачи шлифвального круга с быстрого подвода на рабочую подачу производят в момент контакта с деталью, а детали сообщают переменную задакчцую подачу увеличивая ее с начала участка постоянного радиуса кривизны, а затем уменьшая ее до значения задающей подачи в начале сопряженного фасонного участка, отличающийс я тем, что, с целью повышения производительности и улучшения качества обработки восстановленных кулачков распределительного вала, обрбатываемый кулачок устанавливают вершиной в направлении шлифовального круга, которому сообщают- быстрый подвод при неподвижной детали, в момент контакта включают переменную задающую подачу, а при шлифовании кулачка по всей поверхности переключают задающую подачу cJ , изменяя ее на фасонном участке по закону
.О„ R а
- кй7 кХгде 8„ - нормативная величина подачи;
R, - радиус эквидистанты центра
инструмента;
R - радиус профиля детали в точке обработки;
RJ - вторая производная от радиуса эквидистанты центра инструмента по углу поворота детали;
R - радиус инструмента.
Ф««.)
Изобретение относится к металлообработке и может быть использовано в ремонтной технологии для шлифования восстановленных кулачков распред вала двигателя внутреннего сгорания, в частности восстановленных наплавкой изношенной поверхности.
Цель изобретения - повьшение качества обработки восстановленных кулачков распределительного вала путем изменения скорости задающей подачи в течение всего цикла шлифования, а также повышение производительности.
На фиг, 1 - 4 показан способ шлифования кулачков; на фиг. 5 - схема движения инструмента и детали при обработке профиля.
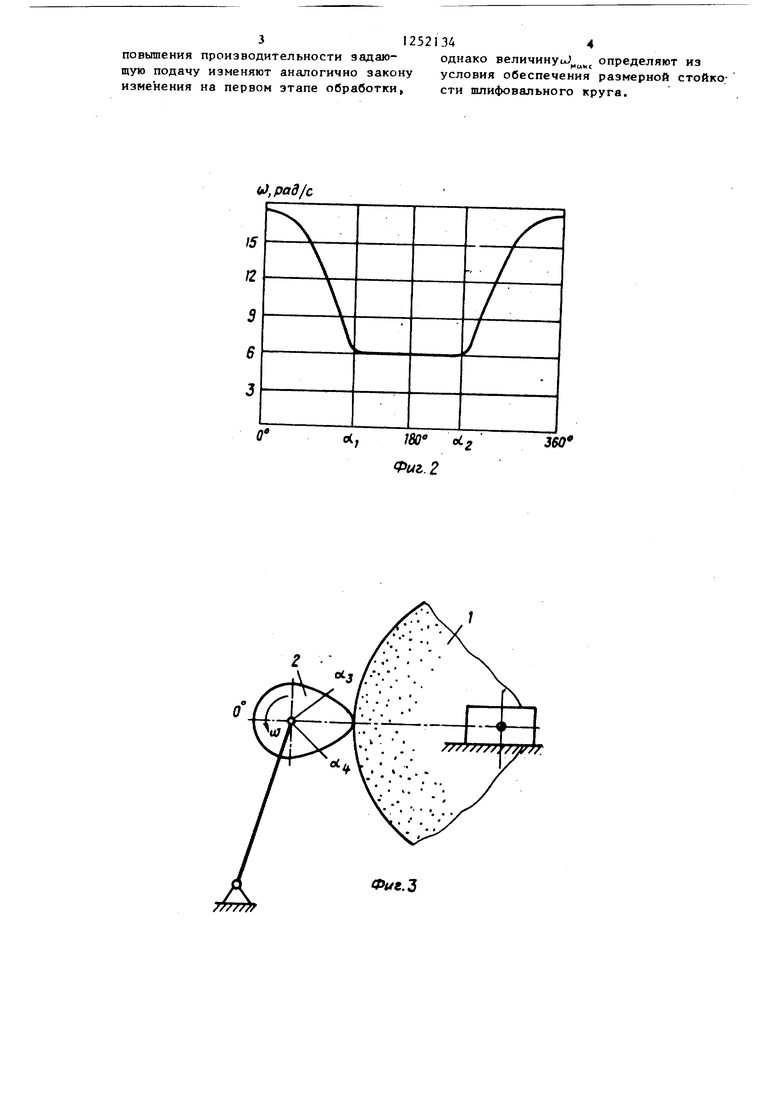
Для осушествления способа инструменту 1 сообщают движение резания и быстрого подвода, а деталь предварительно устанавливают вершиной кулачк 2, подлежащего обработке, по направлению к пшифовальному кругу (фиг. 1) Скоро ;ть быстрого подвода обеспечи- вается механизмом быстрого подвода шлифовальной бабки. В момент контакт круга с заготовкой производят переклчение быстрого подвода на рабочую подачу и включают задающую подачу, увеличивая ее с начала участка постоянного радиуса кривизны, а затем уменьшают до значения задающей подачи в начале сопряженного фасонного участка (фиг. 2). Величина рабочей подачи шлифовального круга назначается в зависимости от конкретных условий процесса: материала заготовки, круга и т.п. В течение съема припуска, образовавшегося в процессе восстановления, резание происходит только на участке кулачка. Значение задающей подачи здесь выбирается исходя из оптимальных условий протекания процесса резания, а величина максимальной задающей подачи определяется динамическими характеристиками приводного двигателя и станка. Чем выше значение uJ , т.е. чем большее угловое ускорение можно реализовать на станке, тем вьш)е производительность, так как холостой участок oij-a(, прохйдится за минимальное врется.
При шлифовании кулачка по всей поверхности (фиг. 3) применяют дру- гой закон изменения задающей подачи (фиг. 4), полученшлй из условия равномерной скорости Q съема металла
ЗАJ
по контуру на фасонном участке. Учитывая, что поверхностный слой детали формируется на последних подходах, гле глубина резания мала, можно принять
,
где В - ширина кулачка; S - контурная подача; t - глубина резания, численно
равна подаче круга на оборот де т али.i
Для определения контурной поЬачи S воспользуемся обращенной схемой движения инструмента и детали при обработке профила (фиг. 5). Здесь деталь 1 неподвижна, а инструмент 2 перемещается по эквидистанте 3 с угловой скоростью uj . Точка А контакта принадлежит инструменту и детали, поэтому ее абсолютная скорость складывается из скорости по контуру детали и скорость вокруг центра 6 инструмента по его периферии. Поэтому
S ..) .
«ы
где
задающая подача;
R - радиус контура в точке А;
R - dR/e(.iL.
Учитывая, что Р -arctg (R,/R), имеют d
dot
R.R. - R,
--- - д л 2.
R
RjRj R
ав..
Rj Таким образом, контурная подача
S«cJ .
R,-Hl, М Расчеты показывают, что для фасонных поверхностей типа кулачок рас- предвала двигателя внут реннего сгорания, величинами R и R, можно пренебречь. Максимальное значение оптб- ки при зтом не превышает 3%. Поэтому с достаточной для практики точностью можно принять
S « uJ .
R,
Таким образом, для стабилизации скорости съема металла по профилю во второй фазе шлифования задающую подачу uJ на фасонном участке необходимо изменять по закону S.,R.
(И ш --- - -IL-Л -- -
RR, Ч- ft,R, где S, - нормативное значение подачи.
При шлифовании цилиндрического (не рабочего) участка кулачка для
312521344
повьтения производительности задаю- однако величинуи определяют из щую подачу изменяют аналогично закону условия обеспечения размерной стойко- изменения на первом этапе обработки, сти шлифовального круга.
If), рад/С
15
12 3
О
180 oL Фиг,. 2
360
Фие.З
о),рав/с
Ю 8 6
у
У
О
аФигЛ
А
Редактор Н, Бобкова
Составитель А. Шутов
Техред А.Кравчук Корректор М. Пожо
Заказ 4572/17Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская лаб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Ш 0
360
-о;
Фиг. 5
| Проспект фирмы ИХО Техноин- вест, НРБ. |
