11
Изобретение относится к металлообработке и может быть использовано в ремонтной технологии для шлифования восстановленных кулачков распред- вала двигателя внутреннего сгорания, в частности восстановленных наплавкой изношенной поверхности.
Цель изобретения - повышение качества обработки восстановленных кулачков распределительного вала путем изменения скорости задающей подачи в течение всего цикла шлифования, а также повышение производительности.
На фиг, 1 - 4 показан способ шлифования кулачков; на фиг. 5 - схема движения инструмента и детали при обработке профиля.
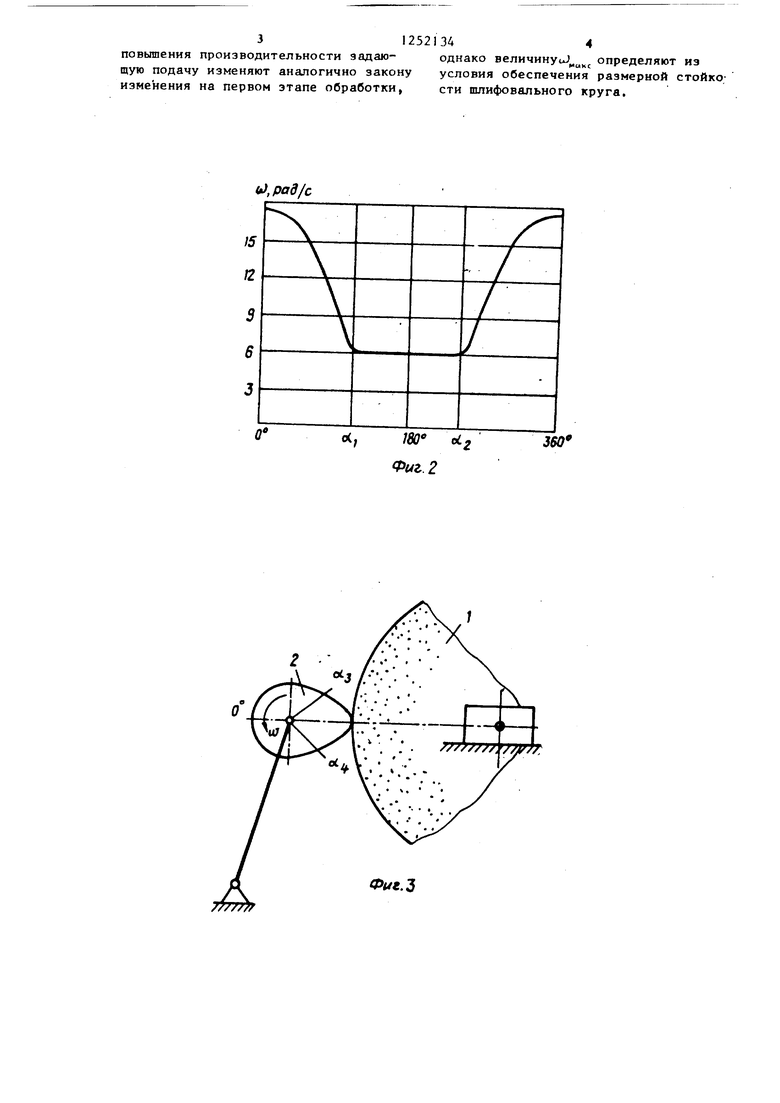
Для осуществления способа инструменту 1 сообщают движение резания и быстрого подвода, а деталь предварительно устанавливают вершиной кулачк 2, подлежащего обработке, по направлению к шлифовальному кругу (фиг. 1) Скорость быстрого подвода обеспечи- вается механизмом быстрого подвода шлифовальной бабки. В момент контакт круга с заготовкой производят переклчение быстрого подвода на рабочую подачу и включают задающую подачу, увеличивая ее с начала участка постоянного радиуса кривизны, а затем уменьшают до значения задающей подачи в начале сопряженного фасонного участка (фиг. 2). Величина рабочей подачи шлифовального круга назначается в зависимости от конкретных условий процесса: материала заготовки, круга и т.п. В течение съема припуска, образовавшегося в процессе восстановления, резание происходит только на участке сЧу-о(. кулачка. Значение задающей подачи здесь выбирается исходя из оптимальных условий протекания процесса резания, а величина максимальной задающей подачи определяется динамическими характеристиками приводного двигателя и станка. Чем вьш1е значение , т.е. чем большее угловое ускорение можно реализовать на станке, тем вьш1е производительность, так как холостой участок , прохбдится за минимальное время.
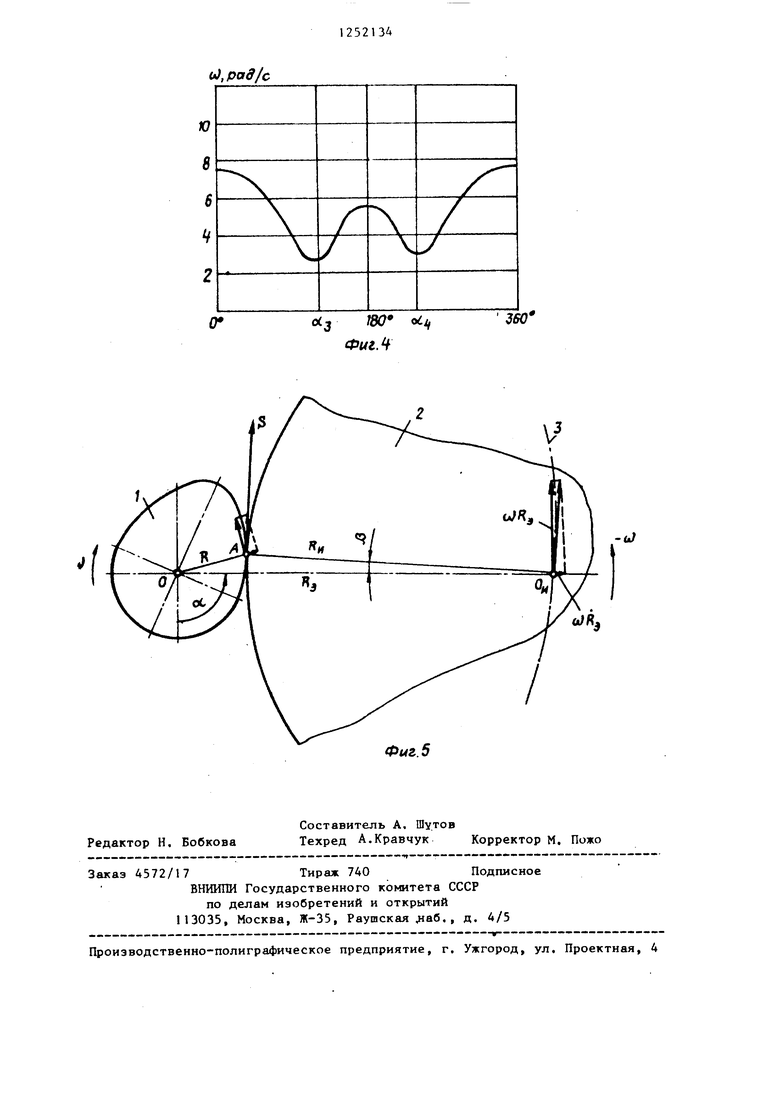
При шлифовании кулачка по всей поверхности (фиг. 3) применяют дру- гой закон изменения задающей подачи (фиг. 4), полученный из условия равномерной скорости Q съема металла
ЗАJ
по контуру на фасонном участке. Учитывая, что поверхностный слой детали формируется на последних подходах, гле глубина резания мала, можно принять
,
где В - ширина кулачка; S - контурная подача; t - глубина резания, численно
равна подаче круга на оборот детали,i
Для определения контурной подачи S воспользуемся обращенной схемой движения инструмента и детали при обработке профила (фиг. 5). Здесь деталь 1 неподвижна, а инструмент 2 перемещается по эквидистанте 3 с угловой скоростью uJ . Точка А контакта принадлежит инструменту и детали, позтому ее абсолютная скорость складывается из скорости по контуру детали и скорость вокруг центра 6 инструмента по его периферии. Поэтому
S )У
-Йгде
.) задающая подача;
R - радиус контура в точке А;
R - dR/e/.4..
Учитывая, что Р -arctg (R,/Rj), имеют
d 1Ва5д - к1. .
dot
,(l -f
.
RaRj R
ж . ....««
Rj Таким образом, контурная подача
s.,. . . .
Расчеты показывают, что для фасонных поверхностей типа кулачок рас- предвала двигателя внутреннего сгорания, величинами R и R, можно пренебречь. Максимальное значение ошибки при этом не превьппает 3%. Поэтому с достаточной для практики точностью можно принять
S . ixj B j l-5iBii
R,
Таким образом, для стабилизации скорости съема металла по профилю во второй фазе шлифования задающую подачу uJ на фасонном участке необходимо изменять по закону
и)
--§,
RR, - R,R, где 5ц - нормативное значение подачи.
При шлифовании цилиндрического (не рабочего) участка кулачка для
312521344
повышения производительности эадаю- однако вeличинyuJ „ определяют из щую подачу изменяют аналогично закону условия обеспечения размерной стойко- изменения на первом этапе обработки, сти шлифовального круга.
1),рад/с
/5 /2
0
180 oL2
Фиг. 2
360
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкая производственная система | 1984 |
|
SU1252133A1 |
| Способ контурной обработки фасонных поверхностей | 1982 |
|
SU1085703A1 |
| Способ шлифования восстановленных наплавкой кулачков | 1986 |
|
SU1351756A1 |
| Способ шлифования магнитной головки | 1987 |
|
SU1458175A1 |
| Система управления станком для шлифования кулачковых валов | 1984 |
|
SU1281389A1 |
| Способ шлифования рабочей поверхности магнитной головки | 1986 |
|
SU1450977A1 |
| Способ шлифования желоба на круглой детали | 1985 |
|
SU1301660A1 |
| Устройство для шлифования восстановленных кулачков распределительного вала | 1984 |
|
SU1144856A1 |
| Станок для шлифования кулачковых валов | 1975 |
|
SU547328A1 |
| Устройство для установки кулачковых валов на копировальных станках | 1982 |
|
SU1061969A1 |

Фиг. 2
(),рад/с
Ю 8 6 Ч
г
О
оСз Ш ц
Фиг А
360
.(J
Фмг.5
Редактор Н. Бобкова
Составитель А, Шутов
Техред А.Кравчук Корректор М. Пожо
Заказ 4572/17Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская aб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ обработки фасонных поверхностей | 1978 |
|
SU716787A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
