сриг.1
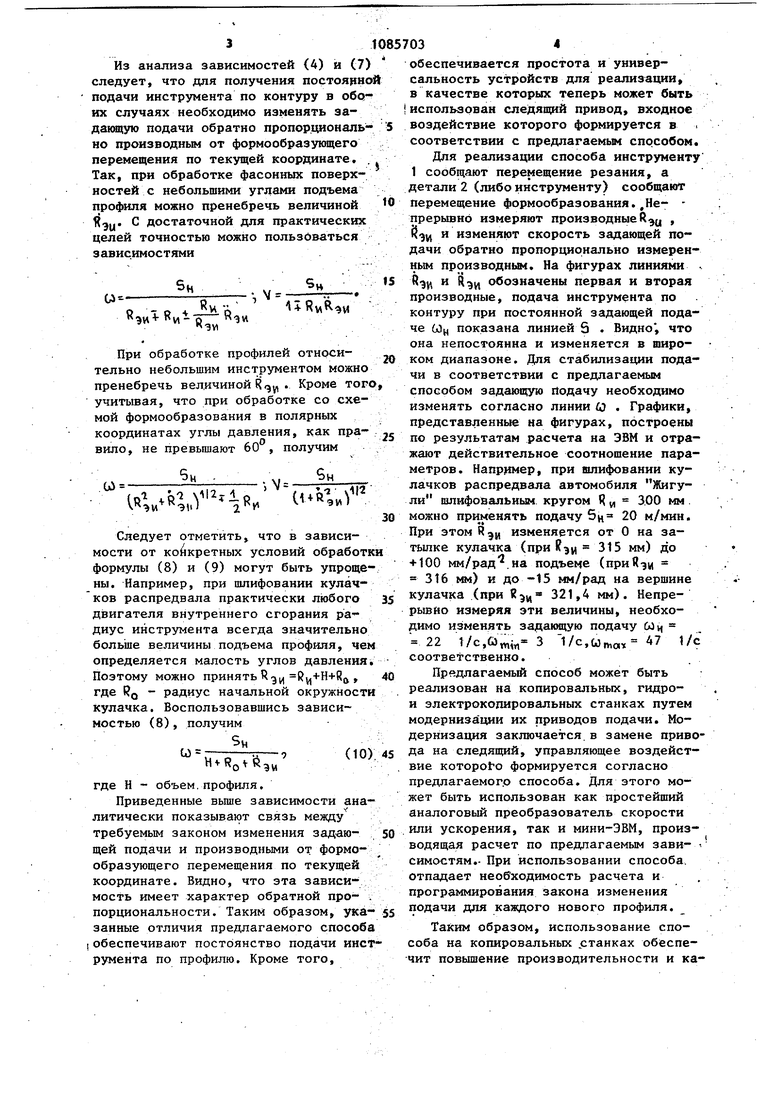
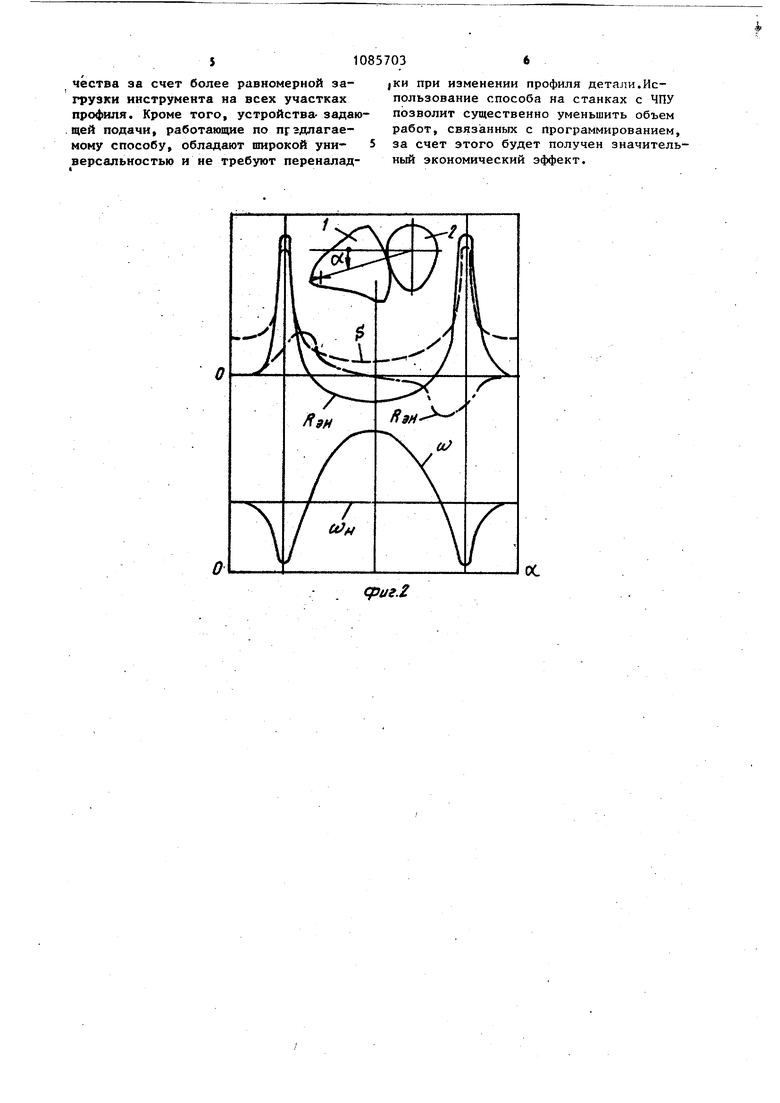
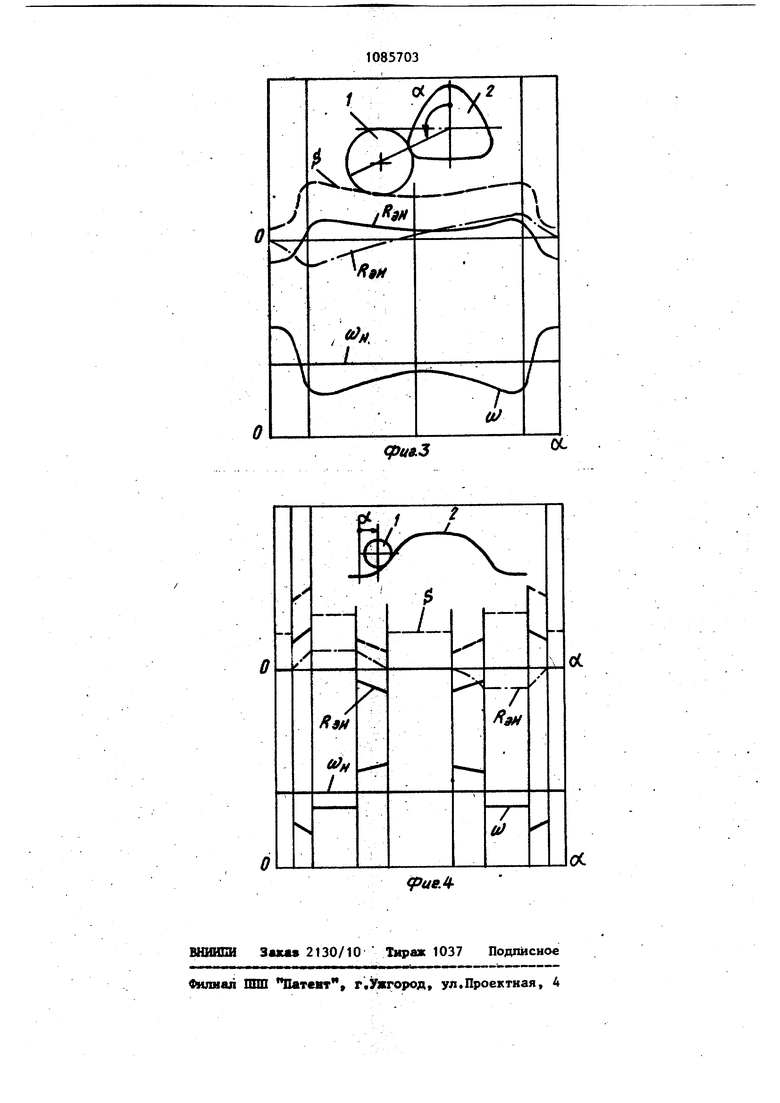
ОС Изобретение относится к металлообраббтке и может быть использовано при контурной обработке фасонные поверхностей на копировальных стан; как. Известен способ копировальной обработки фасонных поверхностей, пр дусматриваккций относительное формообразующее перемещение инструмента и детали при сообщении последней переменной скорости задающей подачи, при котором для стабилизации подачи инструмента по контуру вращение дета ли осуществляют с переменной скоростью так, что скорость при обработ ке выпуклых участков больше, чем при обработке вогнутых j . Однако скорость задающей подачи изменяют в зависимости от кривизны (радиуса кривизны). Это затрудняет широкое применение известного способ так как предопределяет его реализащпо только устройствами программного изменения скорости после предварительного расчета управляющего .воздей ствйя по известным зависимостям. Цель изобретения - стабилизация подачи инструмента по контуру обрабатьтаемой детали. Поставленная цель достигается тем что согласно способу обработки фасон нык поверхностей цилиндрическим инструментом, при котором инструмент и детали сообщают формообразующее перемещение, а детали - перемещение ,задакяцей подачи, с переменной скоростью, измеряют первую и вторую производные формообразующего перемещения по текущей координате и изменяют задаю«цую подачу обратно пропорционапьно измеренным производным. На фиг.1 представлена звездочка кулачкового ди еренциала (выпукловогнутый профиль)} на фиг.2 - кулачок распредвала (выпуклый профиль); на фиг.3 - сопряженная деталь бесшпоночного соединения на фиг.4. профиль цилиндрического кулачка токарного многошпиндельного автомата. При обработке деталей на станках с системой формообразования в полярных координатах, т.е. при вращении . детали вокруг некоторого технологического центра с угловой скоростью i О) задающей подачи и относительным формообразующим перемещении, подача инструмента по контуру определяется зависимостью cost где - текущий радиус кривизны; и - радиус инструмента, текущий радиус зквидистанты центра инструмента; )f - угол давления в паре инструмент - деталь. Знак + при обработке выпуклых . профилей, знак - при обработке вогнутых. Из геометрических соотношений схемы формообразования имеем -{ог .0 |2 (2) V«9H- «9H) . где - первая производная от формообразующего перемещения по текущей координате. Кроме того, радиус кривизны эквидистантыЛя1у,) 9и 2э11-КэиЯ и Учитывая, 4ToR(3 Кк и подставив зависимости (2) и (3) в (1), получим новую формулу для расчета скорости задакедей подачи для получения стабилизированной нормативной подачи 8ц на всех участках профиля RniR|v.2R,v,R,/R5V,) Аналогичную зависимость можно получить при схеме формообразования в декартовой системе координат. В этом случае скорость V перемещения по одной из координат является задающей подачей. Подача инстручента по контуру COST Радиус кривизны эквидистанты ) Подставив (6) в (5) с учетом приведенных выше соотношений, получим SntURlv,) . 04R Hf ±RnR9« Из анализа зависимостей (4) и (7) следует, что для получения постоянно подачи инструмента по контуру в обоих случаях необходимо изменять эадакицую подачи обратно пропор.щюнально производным от формообразующего перемещения по текущей координате. Так, при обработке фасонных поверхностей с небольшими углами подъема профиля можно пренебречь величиной Кзи достаточной для практических целей точностью можно пользоваться зависимостями . При обработке профилей относительно небольшим инструментом можно пренебречь величиной , . Кроме тог учитывая, что при обработке со схемой формообразования в полярных координатах углы давления, как правило, не превышают 60 , получим ,1 v1I2 ., oVR-v Следует отметить, что в зависимости от конкретных условий обработ формулы (8) и (9) могут быть упроще ны. Например, при шлифовании кулачков распредвала практически любого двигателя внутреннего сгорания радиус инструмента всегда значительно больше величины подъема профиля, че определяется малость углов давления Позтому можно принять Rgj Ry,+H+R(, где RQ - радиус начальной окружност кулачка. Воспользовавшись зависимостью (8), получим ff ITfe;; где Н - объем.профиля. Приведенные выше зависимости ана литически показывают связь между требуемым законом изменения задающей подачи и производными от формообразующего перемещения по текущей координате. Видно, что эта зависимость имеет характер обратной пропорциональности. Таким образом, ука занные отличия предлагаемого способ I обеспечивают постоянство подачи инс румента по профилю. Кроме того. обеспечивается простота и универсальность устройств для реализации в качестве которых теперь может быть использован следящий привод, входное воздействие которого формируется в . соответствии с предлагаемым способом. Для реализации способа инструменту 1 сообщают перемещение резания, а детали 2 (либо инструменту) сообщают перемещение формообразования.,Не- прерывно измеряют пpoизвoдныeR ц , ч изменяют скорость задающей подачи обратно пропорционально измеренным производнш. На фигурах линиями v 3v и обозначены первая и вторая производные, подача инструмента по контуру при постоянной задающей подаче бОц показана линией 5 . Видно, что она непостоянна и изменяется в широком диапазоне. Для стабилизации подачи в соответствии с предлагаемым способом задающую Подачу необходимо изменять согласно линии (о . Графики, представленные на фигурах, построены по результатам расчета на ЭВМ и отражают действительное соотношение параметров. Например, при шлифовании кулачков распредвала автомобиля Жигули шлифовальным кругом Я и 00 мм. можно при менять подачу 5ц 20 м/мин. При этом R 5и изменяется от О на затылке кулачка (при эи 315 мм) до + 100 мм/рад.на подъеме ( 316 №) и до -15 мм/рад на вершине кулачка (при Rjvt 321,4 мм). Непрерывно измеряя эти величины, необходимо изменять задакщую подачу СОц 47 1/с 3 1/с,ьо 22 1/c,G)mi соответственно. Предлагаемый способ может быть реализован на копировальных, гидрои электрокопировальных станках путем модернизации их приводов подачи. Модернизация заключается, в замене привода на следящий, управляющее воздействие кoтopo o формируется согласно предлагаемого способа. Для этого может быть использован как простейший аналоговый преобразователь скорости или ускорения, так и мини-ЭВМ, производящая расчет по предлагаемым зави- симостям.- При использовании способа, отпадает необходимость расчета и программирования закона изменения подачи для каждого нового профиля. Таким образом, использование способа на копировальных ртанках обеспечит повышение производительности и качества за счет более равномерной загрузки инструмента на всех участках профиля. Кроме того, устройства- задающей подачи, работающие по прздлагаемому способу, обладают широкой уни- 5 версальностью и не требуют переналадjKH при изменении профиля детали,Использование способа на станках с ЧПУ позволит существенно уменьшить объем работ, связанных с программированием, за счет этого будет получен значительный экономический эффект.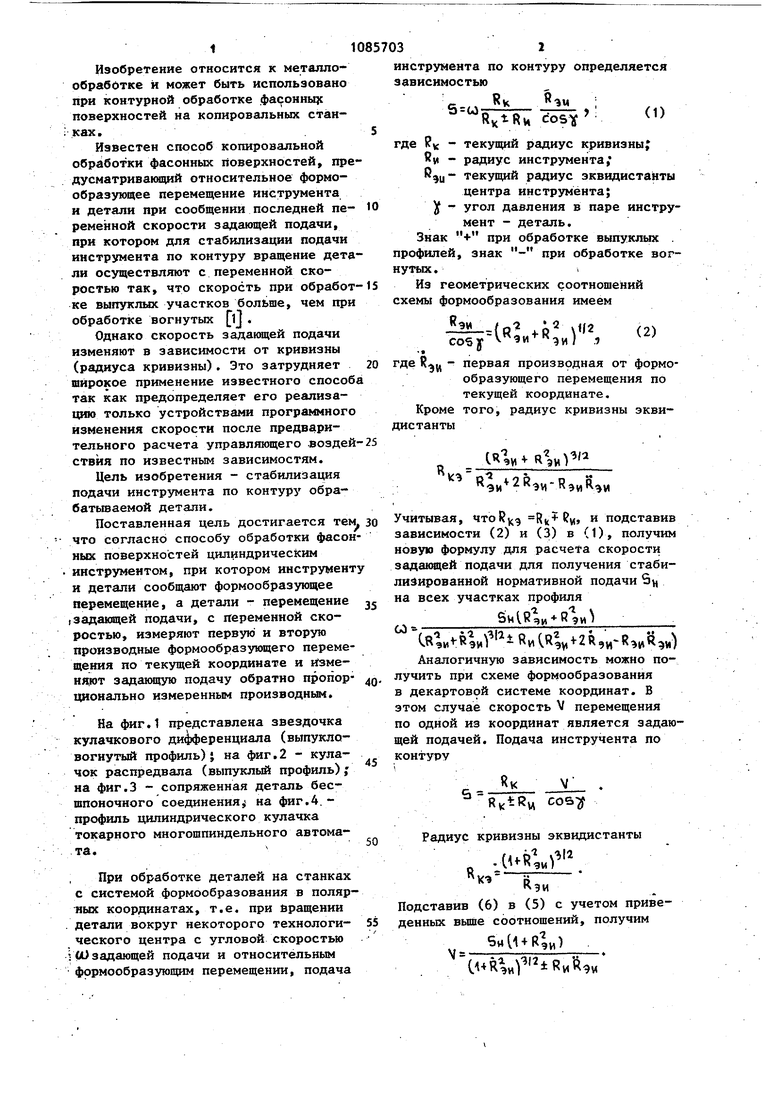
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования восстановленных наплавкой кулачков | 1986 |
|
SU1351756A1 |
| Способ обработки криволинейных поверхностей | 1988 |
|
SU1511014A1 |
| Способ точения некруглых в поперечном сечении тел | 1986 |
|
SU1364396A1 |
| Способ копировальной обработки фасонных поверхностей | 1978 |
|
SU787153A1 |
| СПОСОБ ОБРАБОТКИ СЛОЖНЫХ КРИВОЛИНЕЙНЫХ ПОВЕРХНОСТЕЙ | 1999 |
|
RU2167746C2 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| Способ поперечно-клиновой прокатки ступенчатых изделий | 1987 |
|
SU1593764A1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ВОГНУТЫХ ПОВЕРХНОСТЕЙ С ИЗМЕНЯЮЩИМСЯ ПРОФИЛЕМ | 2001 |
|
RU2208502C2 |
| Способ обработки профильных торцовых поверхностей | 1990 |
|
SU1743703A1 |
| Способ шлифования фасонных поверхностей деталей | 1984 |
|
SU1252134A1 |
СПОСОБ КОНТУРНОЙ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ, при котором инструменту и детали сообщают формообразующее перемещение, а детали перемещение задающей подачи с переменной скоростью, отличаюьщийс я тем, что, с целью стабилизации подачи по контуру, измеряют первую и вторую производные от формообразующего перемещения по текущей координате и изменяют задающую подачу обратно пропорционально измеренным производным. (Л / о эо in Гч| О :лэ.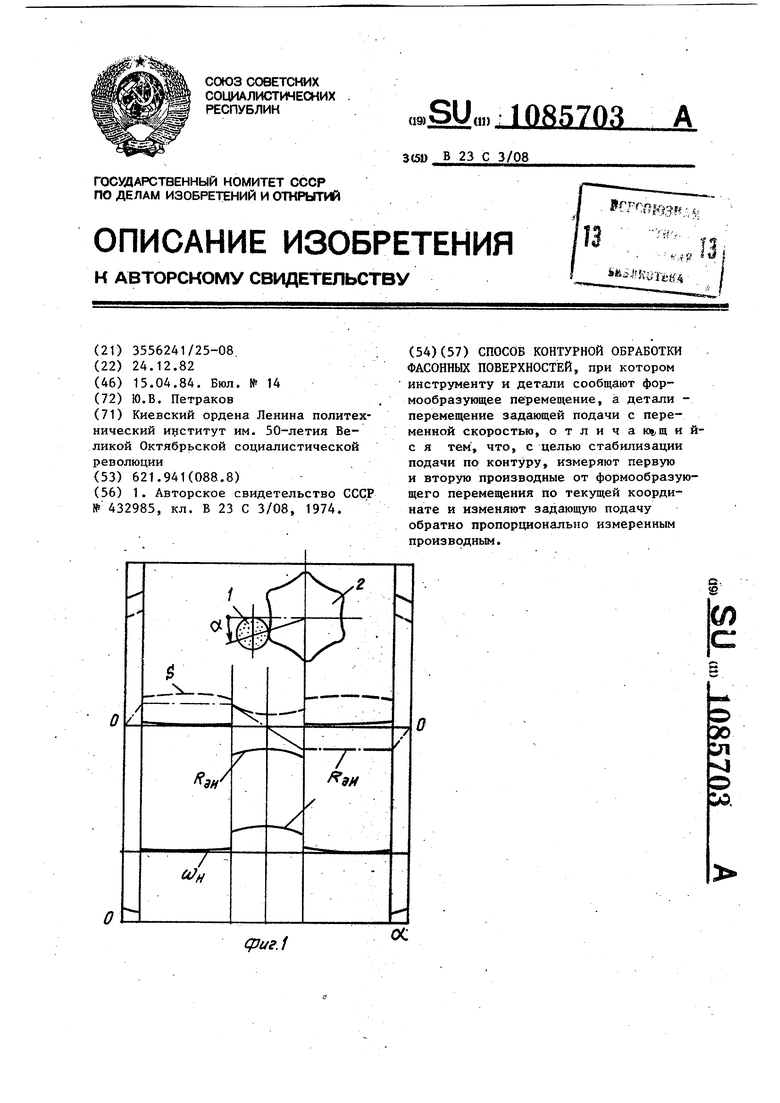
X
oC
л/
afff l
71
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ПОВЕРХНОСТЕЙ | 1972 |
|
SU432985A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
