1
Изобретение относится к технологии механической абразивной обработки и может найти широкое применение при обработке деталей из различных труднообрабатываемых материалов на шлифовальных станках.
Целью изобретения является повышение износостойкости круга путем обеспечения эффективного охлаждения периферии круга за счет создания второго дополнительного потока сма- зочно-охлаждающей жу1дкости (СОЖ), служащего для прижатия основного охлаждающего потока СОЖ.
Этот прижимающий доток создается соплами, имеющими нечетные индексы по осям (0 О, , Oj О ), а внутренний поток - соплами, умеющими четные индексы по осям (, 0,0,). За счет различного УГЛОВОГО положения щелеобразных выходных отверстий сопел относительно цилиндрической поверхности периферии круга потоки СО из сопел с нечетными и четными ин- дексаго имеют различные скорости относительно периферии круга, что и приводит к образованию двух потоков
Наиболее эффективное охлаждение достигается при условии наличия четного количества сопел, при угле с/ 10-30°, определяющем угол между большей осью выходного сечения одного из сопел к образующей круга и 90 - угле между большими осям11 выходных сечений сопел.
Применение нечетного числа сопел уменьшает поперечное сечение внутреннего потока, приводит к отрыву его с периферии круга, вследствие чего охлаждение круга ухудшается.
При четном числе сопел, если условие равенства угла 90° не выполняется ( 90 и 90°), нарушается равенство поперечных сечений потоков СОЖ, эффективность охлажде- ния также снижается.
При четном числе сопел и угле величина угла d 10-30 определяет наибольшую эффективность при- жимающего действия наружного потока СОЖ. Если ot l0°, внутренний поток СОЖ сбрасывается с левого торца круга, что уменьшает его поперечное сечение и снижает эффективность охлаж- декия круга.
Если о/ 10° , внутренний поток СОЖ сбрасывается с правого торца круга.
,
о
5 0 5
Q
50 55
5
492
что приводит к аналогичному ухудшению охлаждения круга.
На чертеже представлена схема расположения сечений выходных сечений сопел при охлаждении шлифовального круга.
На чертеже обозначены; 1-6 - щелевые сопла, 7 - шлифовальный круг, С, -Cj - соответственно центры выходных сечений сопел; 0,0, соответственно большие оси
сечений нечетных сопел; ,
0,0,,
- соответственно большие оси выходных сечений четных сопел.
Пример 1 . OcyщecтвJiяют шли- фование постоянных магнитов размерами 10x7x5 мм из сплава ЮНДК-24 на т п.аоскошлифовальном станке лодели 372Б шлифовальным кругом ПП 250х25х х76 Э 9А25 СМ2К. Одновременно обрабатывают партию магнитов в количестве 1000 шт., магниты устанавливают в приспособление-рамку, а рамку закрепляют на магнитной плите стола станка.
Режим шлифования: скорость стола Ч- 10 м/мин; подача мм/ход; глубина шлифования .ОЗ мм/ход; время обработки партии мин.
Для охлаждения круга используют смазочно-охлаждающую жидкость следующего состава: 1%-ный и 0,15%-ный растворы нитрата натрия. Охлаждение для сравнения осуществляют известными и предлагаемым способами.
По предлагаемому способу охлаждение осуществляют с помощью четырех сопел, установленных вне зоны обработки, причем большую ось выходного сечения последующего сопла оаспола- гают под углом 90° к большей оси выходного сечения предыдущего сопла, а положение большей оси выходного сечения одного из сопел к образующей цилиндрической рабочей поверхности периферии круга - под углом d 20° . Центры выходных отверстий всех четырех сопел установлены на середине цилиндрической рабочей поверхности круга.
При этом получены следующие результаты (см, табл. 1).
Пример 2. Выполняют шлифование партий магнитов. Условия шли- .фования аналогичны примеру 1. Охлаждение осуществляют йри следующей расстановке сопел по предлагаемому способу: гА 20 , угол / варьируется.
При этом получены следующие результаты (см.табл. 2),
Количество партий магнитов, обработанных между двумя правками круга N
Стойкость круга,
Т, ч
Количество партий магнитов, обработанных между двумя правками круга N
Стойкость круга Т, ч
10
2,6
3,3
1,7
1,0
5 9 10 10 6
1,6 3 3,3 3,3 2,0 1,6
Количество партий магнитов, обработанных между двумя правками круга N
Стойкость круга Т, ч
Редактор А. Ворович
Составитель Р. Курмаева
Техред А.КравчукКорректор А. Зимокосов
Заказ 4572/17Тираж 740.Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
10
1,0 3,3
8 2,7
15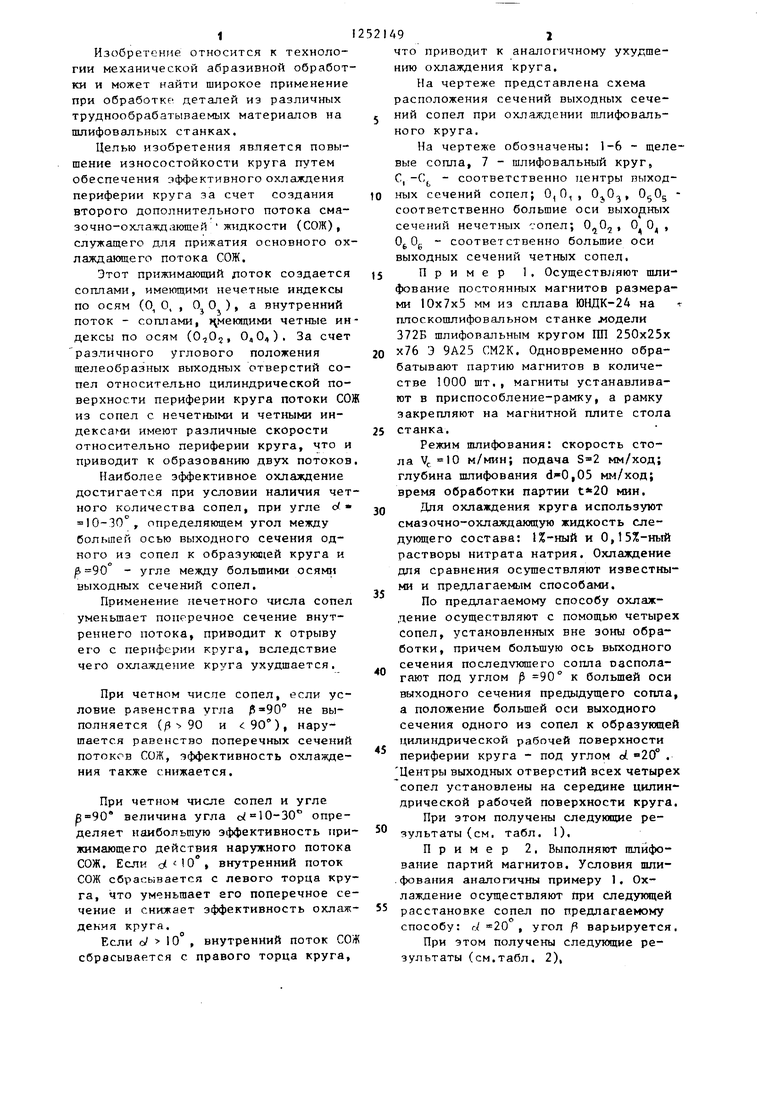
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1980 |
|
SU895630A1 |
| Способ правки шлифовального круга алмазным роликом | 1990 |
|
SU1710317A2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2152297C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1998 |
|
RU2151044C1 |
| Устройство для шлифования | 1981 |
|
SU1013242A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1999 |
|
RU2157311C1 |
| СПОСОБ ШЛИФОВАНИЯ ПЕРИФЕРИЕЙ КРУГА | 2011 |
|
RU2468905C2 |
| Устройство для подачи смазочно-охлаждающей жидкости | 1982 |
|
SU1076271A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 1992 |
|
RU2036777C1 |