H joopC TeiiHC относится к изготовлению абрачивиого инструмента.
. 1Ь изобретения - 11ов ишение точности профиля круга путб М обеспече ния равномерного линейного износа его .
На чертеже представлен нреллагае- :pyг.
Устрой ПВО включает круг 1 с профильной поверхностью, очерченной кри вой 2. Ппотность абразивной массы зтого круга и абразивных зерен 3 в ei o объеме неравномерна и находится в обратной зависимости от радиуса круга и каждом из поперечных сечений так, что в сечениях 1-1 и IT-IT шаг расположения зерен соответственно равен и Р„ .
Наибольший шаг расположения зерен FI iaxoj;in си в поперечном сечении 1-1, где осушестнляется взаимодейстВИР наибольшего радиуса круга R
К(
и
наименьшеI o радиуса обрабатываемой rg , а наименьший шаг
f о }1аходится в се
располс- жения зереп
чении II-TI, где осуществляется взаимодействие наименьшего радиуса круга R
к-г
и наибольшего радиуса детали rg .
И аг распредглепия зерен по периферии поперечных сечений профиля круга опреде г Я Т1:-я зависимостью
1, const,
,
to
где f;
гр; Rk;
luar распределения зереп по периферии произвольно- г о i-io поперечног о сечения профиля круга; теку1Ш-1й радиус обрабатываемой фасонной поверхности в данном поперечном сечении;- текущий радиус круга в
том же поперечном сечении Рассмотрим условия взаимодействия поверхностей пшифовального круга и детали в поперечных сечениях I-I и II-II.
Предположим, что в указанных сечениях радиусы шлифовального круга и детали соответствуют: Rk; 75 мм; Rkj 50 мм; rg; 15 мм и rg,AO мм.
Приведя выра; ение ( 1) к данному частном / случаю, имеем:
-.1. - Б
,
Rk,
rg(
(2)
Выражение (2) в (1) преобразуется следующим образом. Из (2) имеем
522
1 т Rk, , rg, Поделим правые и левые
кенгт(а на (3) на
ISi Rk,
, ,ISl I .ES Rk, Rk,
R TH можно записать
10
ISi ,1 E2i
Uk
1
2 Rk.
.l,S7 const.
Подставив численные значения V.. fg, и гр, 2 в выражение (2) лучаем
no15
li
u
t.
Отсюда
20
25
30
35
Z, Для простоты анализа и расчета зададимся, что 1 I мм. Тогда 2, 4 мм.
Определим количество режущих зерен на поверхности шлифовального круга в гече}1ии J- I. 2hRk,
If Аналогично в сечении И-Ц
7 -
V
t,
Лчина обрабатываемой поверхности детали в сечении 1-1 равна
L,, , 94,2 мм.
Тг.г да кодичество режуш}1х зерен шлифовальног о круга, приходяшихся па r-fM длины обрабатываемой поверхности в сечении 1-1 будет равно:
117,75 (зерен).
314 (зерен).
зерен
--- 1 25 (1-4., мм длины поверхности
Аналогично в сечении II-II
зерен
;2J. 1
L,.p hTg, 1 MM поверхности Таким образом выражение (1) показывает, что на долю каждого зерна шлифовального круга в различных его поперечнь1х сечениях приходится одинаковая длина обрабатываемой поверхности детали. Но так как при врезном шлифовании (шлифование с поперечной подачей) перемещение шлифо- вальног круга во всех его поперечных сечениях одинаково и каждое зерно проходит одинаковую длину (путем использования закономерности распределения периферийной плотности профиля круга в соответствии с выражением (1), то на долю каждого зерна во всех поперечных сечениях шлифовального круга приходится одинаковый микрообъем удаляемого при.112521524
пуска. Следон зтелыю, условия рабо- носа рабочего профиля шлифовального ты каждог о зерна п различных попе- круга, а следовательно, и высокая речных сечениях круга одинаковы. точность фасона профиля обрабаты- Этим обеспечивается равномерность из- ваемой детали.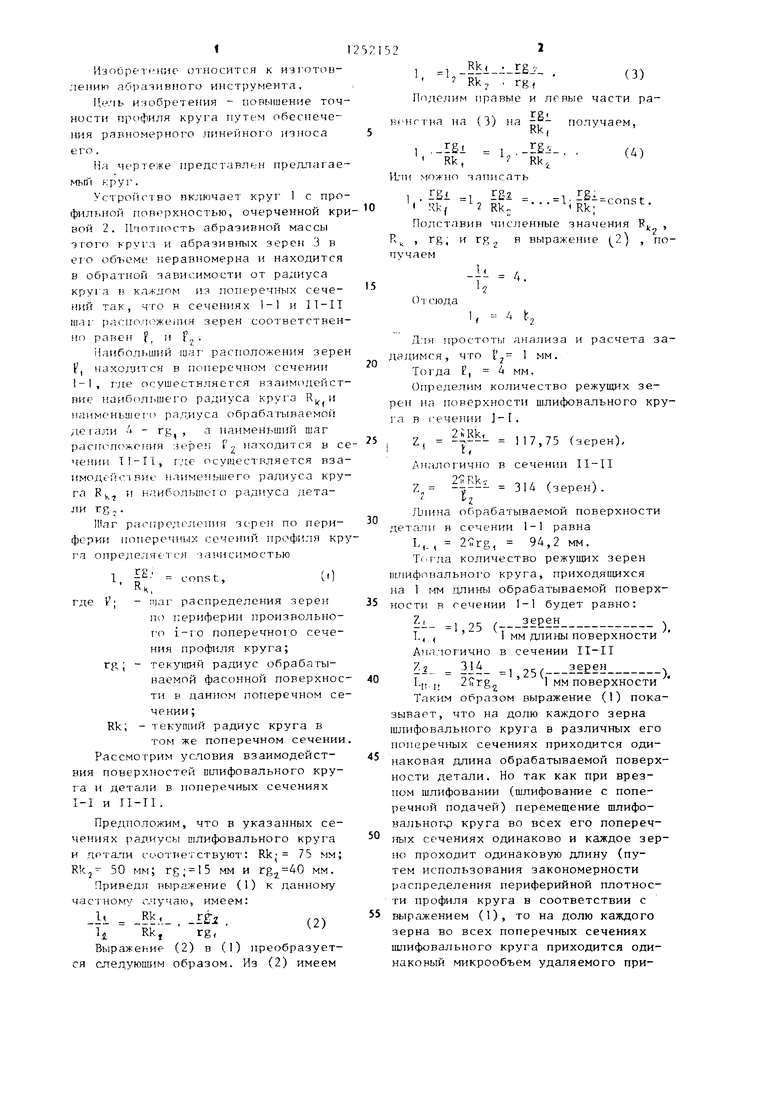
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ФАСОННО-СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275285C2 |
| Способ шлифования деталей | 1989 |
|
SU1685685A1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1999 |
|
RU2168406C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КУЛАЧКОВОГО ВАЛА ПРИ РЕМОНТЕ | 1995 |
|
RU2078671C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| Способ шлифования фасонных поверхностей | 1977 |
|
SU764941A1 |

| Абразивный круг | 1980 |
|
SU899334A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
