1
Изобретение относится к области станкостроения и может быть использовано при шлифовании фасонных поверхностей деталей, например желобов колец подшипников,
Известны способы шлифования фасонных поверхностей, при которых форма рабочей поверхности шлифовального круга совпадает с профилем обработанной поверхности t.
Целью изобретения является повышение точности формы фасонной поверхности.
Это достигается путем использования заготовки с припуском на шлифова- 5 ние, подобранным таким образом, чтобы радиальный износ шлифовального круга в любом поперечном сечении про филя имел постоянную величину, причем форма профиля заготовки с припуском 20 на шлифование определяется з соответствии с уравнением:
Y - f(x) .d(x) (1) где f(x) - текущее значение радиуса
фасонного профиля изделия 5 после шлифования, мм) J(x) - величина припуска на операцию фасонного врезного ишифования, обеспечивающая равномерный радиаль- 30
ный износ юлифовального круга, мм;
rf,..rf /;-€i69b ZPWX(ii-«K 4 (г (i o,5D,«,c) V Ъ
где f - наибольшее значение функJ ЦИИ f(x), MMf
ллакс соответствующее .значение припуска cfCxT, ММ} соответствующее ,3Ha4e кллоксние дис1метра шлифовального круга, мм; с(.,7Г - постоянные, определяемые
опытным путем.
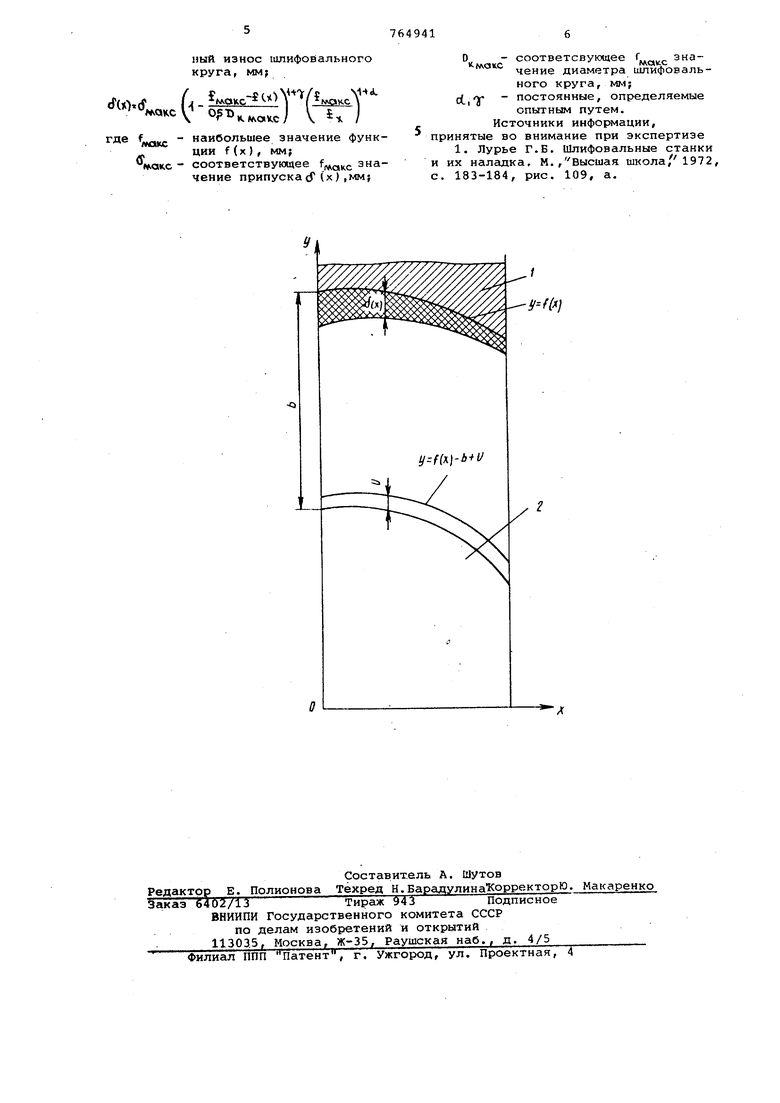
На чертеже представлена схема фасонного временного шлифования, где 1 - обрабатываемая деталь, 2 илифовальный круг, U - величина радиального износа шлифовального круга, (и « const при удалении припуска (f{x) мм Ь - постоянная величина, выражающая перемещение шлифовального круга из исходного положения до окончания обработки, мм;
Для расчета удельного износа абразивного инструмента используют зависимость
(3)
Tf
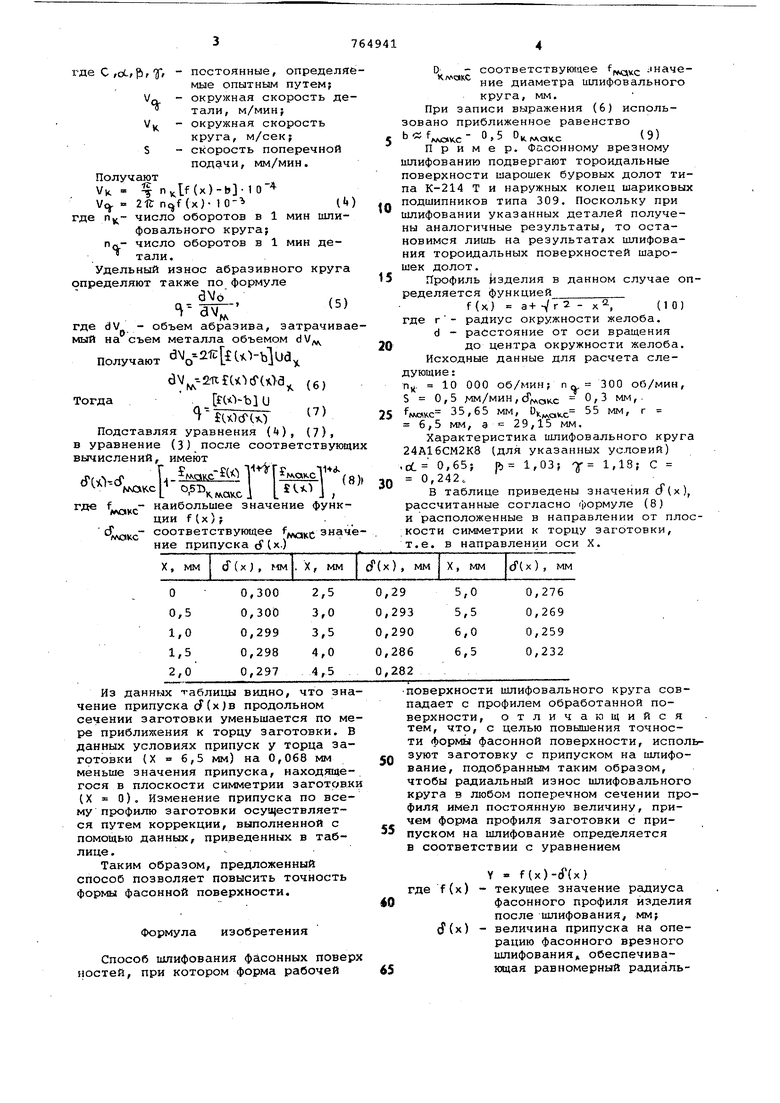
1 где С ,оС, р, JTf постоянные, определ мые опытным путем; окружная скорость де тали, м/мин; окружная скорость круга, м/сек; скорость поперечной подучи, мм/мин. Получают VK - f (x) 21Г ncjf (х)- 1 0tгде число оборотов в 1 мин шли фовального круга; число оборотов в 1 мин детали. Удельный износ абразивного круг определяют также по формуле avo ,V- dv;- ( где dV - объем абразива, затрачив мый на съем металла объемом dVд Получают dv -sitfuid uia Тогда. UVb (J fiUlcf (О Подставляя уравнения С), в уравнение (3) после соответствую вычислений, имеют ад.. ,.. wrl/ ..aKC, f „, - наибольшее значение функ РиЛДлС . ции flxyf. соответствующее f,ci зна ние припускаемых.) D - соответствуюгцее -наче ние диаметра шлифовального круга, мм. При записи выражения (6) использовано приближенное равенство Ь лАокс OKNVOKC(9) Пример. Фасонному врезному шлифованию подвергают тороидальные поверхности шарошек буровых долот типа К-214 Т и наружных колец шариковых подшипников типа 309. Поскольку при шлифовании указанных деталей получены аналогичные результаты, то остановимся лишь на результатах шлифования тороидальных поверхностей шарошек долот. Профиль изделия в данном случае определяется функцией f (х,} а+ -Vr - х (10) где г- раДиус окружности желоба, d - расстояние от оси вращения до центра окружности желоба. Исходные данные для расчета следующие : п. 10 000 об/мин f 0- 300 об/мин, S 0,5 мм/мин, 0/3 мм,. 35,65 мм, , 55 мм, г 6,5 мм, 5 « 29,15 мм. Характеристика шлифовального круга 24А16СМ2К8 (для указанных УС.ПОВИЙ) OL 0,65; , 1,03; у 1,18; С 0,242. В таблице приведены значения сГ(х), рассчитанные согласно формуле (8) и расположенные в направлении от плоскости симметрии к торцу заготовки, т.е. в направлении оси X.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ врезного шлифования профильной детали фасонным шлифовальным кругом | 1985 |
|
SU1271718A1 |
| Способ шлифования деталей | 1989 |
|
SU1685685A1 |
| Способ правки фасонного кругапРи ВРЕзНОМ шлифОВАНии дЕТАлЕй | 1979 |
|
SU804408A1 |
| СБОРНЫЙ ШЛИФОХОНИНГОВАЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271921C1 |
| СПОСОБ ВРЕЗНОГО ШЛИФОВАНИЯ ФАСОННО-СТУПЕНЧАТЫХ ПОВЕРХНОСТЕЙ | 2004 |
|
RU2275285C2 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2273557C1 |
| СБОРНЫЙ АЛМАЗНО-АБРАЗИВНЫЙ ИНСТРУМЕНТ ДЛЯ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2267396C1 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ШЛИФОВАНИЯ МНОГОСТУПЕНЧАТЫХ ДЕТАЛЕЙ | 1997 |
|
RU2136475C1 |
| СПОСОБ УПРАВЛЕНИЯ КРУГЛЫМ ВРЕЗНЫМ ШЛИФОВАНИЕМ ПРИ РАБОТЕ В ЦИКЛЕ | 1990 |
|
RU2034692C1 |
Из даннь«с таблицы видно, что значение припуска (f(x)B продольном сечении заготовки уменьшается по мере приближения к торцу заготовки. В данных условиях припуск у торца заготовки {X 6,5 мм) на 0,068 мм меньше значения припуска, находящегося в плоскости симметрии заготрвки (X 0), Изменение припуска по всему профилю заготовки осуи ествляется путем коррекции, выполненной с помощью данных, приведенных в таблице.Таким образом, предложенный способ позволяет повысить точность формы фасонной поверхности.
Формула изобретения
Способ шлифования фасонных поверх ностей, при котором форма рабочей
поверхности шлифовального круга совпадает с профилем обработанной поверхности, отличающийся тем, что, с целью повышения точности формы фасонной поверхности, исползуют заготовку с припуском на шлифование, подобранным таким образом, чтобы рсщиальный износ шлифовального круга в любом поперечном сечении профиля имел постоянную величину, причем форма профиля заготовки с припуском на шлифование определяется в соответствии с уравнением
Y - f(x)-{r{x)
где f(х) - текущее значение радиуса фасонного профиля изделия после шлифования, мм; (f(x) - величина припуска на операцию фасонного врезного шлифования обеспечивающая равномерный ргщиальный износ шлифовального круга, мм
rfuvrf L. -oKc±c rVi,r
.KcJ V )
f
- наибольшее значение функмзкс
ЦИИ f(x), MMJ
- соответствующее значение припускаcf (х) ,мм;
ttfAOKc соответсвуюадее f значение диаметра шлифовального круга, NO.I; - постоянные, определяемые
опытным путем. Источники информации, принятые во внимание при экспертизе
X
