10
I1253694
Изобретение.относится к обработке еталлов давлением и может быть спользовано для гибки в одной плосости преимущественно толстостенных рубопроводов эллиптического, s част- 5 ести круглого, или прямоугольного ечений с высокими требовани;ши к исажению последних.
Целью изобретения является повы- eHjie производительности путем сниения усилия извлечения гибкой калибующей оправки из изделия, создания езависимости этого уснпия от ее лины( а также уменьшения радиуса згиба трубы и расстояния между ормосохраняющими звеньями.
На фиг.1 изображена гибкая оправ- ка общий вид5 на фиг.2 - разреэ А-А на фиг.1| на фиг.З - вариант вьтолнения оправки.
Гибкая оправка содержит формосо- храняющие звенья I, связанные между собой гибкими тягами 2 благодаря которым образуется складная цепь. Предварительно скрученные концы тяг крепятся впрессованнь т пальцами 3 квадратного сечения в отверстия 4 формосохраняющих звеньев,
На фиг, 2 видны параллельные лыски : -d.Ha фиг. 1 отмечены сЬормосо- храняющие 5 и соприкасаюашеся 6 поверхности звеньев. Гибкая калиб- рующая оправка для труб прямоугольного сечения отличается от выше описанной лишь тем что формосохра ияющие поверхности не сферические а цилиндрич е с к ие,
Гибкая оправка работает следующим образом.
20
зв к на зо со Не
ня ко ти мо но ги
S вт сп ст ги се ко че са
ко ки зв ю че по оп че зо зв му Ai ме ще мо то но зв 1ч
30
Цепь из формосохраняющих звень- ей I вставляют в заготовку трубы 7 и производят гибку по шаблону в плоскости, чертежа. Формосохранятощие звенья, равномерно распределяясь по внутренней поверхности трубы, уравновешивают напряженное состояние в металле трубы и исключают образование овальности сечения изгибаемой трубы, Со стороны лысок нет сил деформации а поэтому в этих местах сечение трубы не искажается,, Извлекают гибкую оправку путем вытягивания за лгобута крайнюю тягу последовательно всех эвеНьев, Основное усилие необходимо ЛИШЬ на преодоление трения внутренней поверхностью изделия с формосохраняющей поверхностью каждого
0
звена в отдельности до наклона их к продольной оси изделия. Благодаря нал -гчию лысок, которые образуют зазор в середине сечения трубы с формо- сохраияющим звеном, сила извлечения Незначительна,
После извелечения всех формосохра- няющик звеньев из изделия скрзл1ениые концы гибких тяг, стремясь раскрутиться автоматически складьшают фор- мосохраняющие звейья чновь параллельно одно другоьчу в цепь. Затем процесс гибки повторяется.
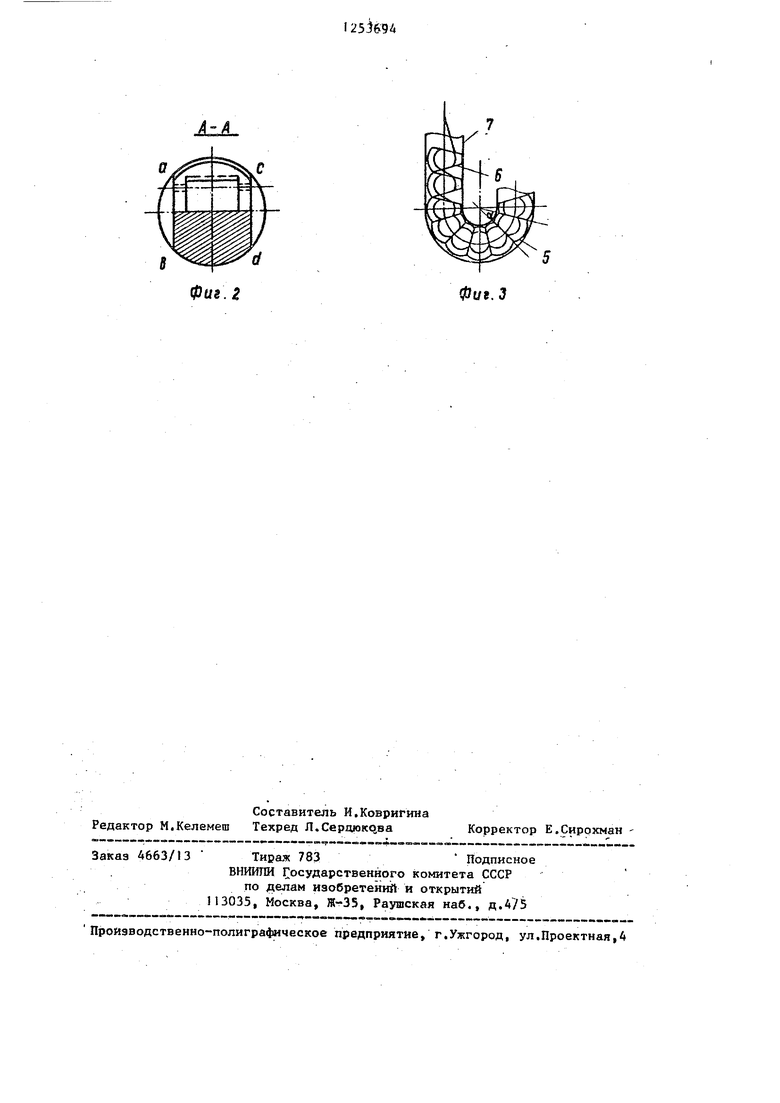
На фиг.З упрощенно изображена вторая конструкция гибкой оправки, способной гнуть трубу только в одну сторону с минимальньа радиусом изгиба. Здесь показано пересечение секущих плоскостей которые проходят через линию Пересе - чения формосохраняющих 5 и соприкасающихся 6 поверхностей.
Применение лысок в предложенной конструкции гибкой калибрующей оправки и соединение формосохраняющих звеньев тягами позволяет извлекать юс. нз изделия по очереди, благодаря чему сила вытягивания не прямо пропорциональна д:тине гибкой калибрукйцей оправки, как у прототипа а практически равна противодействию одного формосохраняющего звена. Зазор обрй- зованнь1й лысками формосохраняйщихся звеньев, сводит это усилие к мккк- му№/9 за счет этого отпадает необхо- AiTrfocTb использования дополнительных механизмов j а длина гибкой калибрую- щей оправки не ограничивается возможностью извлечения ее из изогнутой трубы5 ТоВо она может быть в З-З раз длиннее прототипа. Доступ- ность освобождения формосохраняющих звеньев с двух концов удваивает эту возможность. Использование аснм- 1четричньтк относительно продольной оси ф ормосохраняющих звеньев позволяет гнуть трубы в одну сторону с очень малейькш 1 радиусом изгибаg что недоступно прототипу. С помощью гиб- кик тяг происхо ит автоматическое складьгоание цепи гибкой калибрующей оправки. Это значительно облегчает манипулирование с описанным устрой- ст)зом. Изобретение позволяет гнуть трубы прямоугольного сечения, а уменьшенное расстояние между формообразующими звеньями улучшает качество изделий,
0
гХ
фиг.
Фи9.3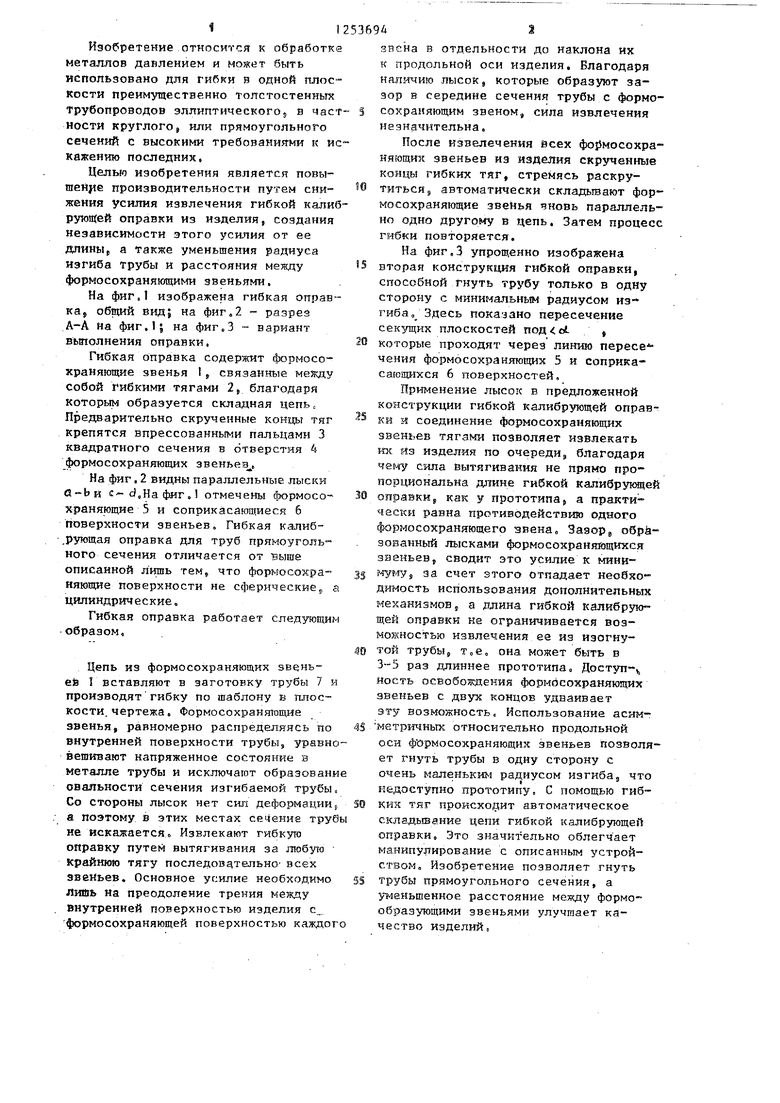
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1992 |
|
RU2049576C1 |
| Способ гибки длинномерных полых изделий с профилем открытого типа | 2018 |
|
RU2691478C1 |
| Дорн для гибки тонкостенных волноводов прямоугольного сечения | 2021 |
|
RU2775766C1 |
| Способ гибки труб | 2017 |
|
RU2704046C2 |
| Штамп для гибки изделий замкнутой формы | 1986 |
|
SU1398953A1 |
| Оправка для гибки труб | 1986 |
|
SU1342561A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Способ изготовления гнутых несимметричных профилей полузакрытого типа | 1981 |
|
SU997902A1 |
| Способ определения профиля обжимной части самоустанавливающейся оправки для волочения труб | 1987 |
|
SU1491599A1 |
| Способ изготовления изогнутых труб | 1990 |
|
SU1764737A1 |

| Оправки для изгибания труб | 1935 |
|
SU44109A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| , , . | |||
