1
Изобретение относится к обработке металлов давлением, в частности, к производству гнутых профилей на профилегибочных станках.
Известен способ изготовления гнутых несимметричных профилей полузакрытого типа, имеющих форму желоба, с элементами двойной толщины у кромок, содержащих в основании незамкнутую трубу, нижнюю и боковые стенки и отбортовки, сопряженные между собой радиусными участками, путем последовательной подгибки по переходам элементов профиля относительно оси профилирования в валках и калибровки на последних переходах 1.
Недостатком известного способа является низкое качество изготовляемых профилей из-за недоформовки краевых участков и значительное количество технологических переходов.
Целью иаобретения является повыщение качества изготовляемых профилей и сокращение количества технологических переходов.
Эта цель достигается тем, что согласно способу изготовления гнутых несимметричных профилей, преимущественно типа желобов тросошайбовых транспортеров клеточных батарей для содержания птицы, содержащих в основании незамкнутую трубу, нижнюю и боковую стенки и отбортовки с элементами двойной толщины у кромок,
5 сопряженные между собой по радиусу, путем последовательной подгибки «е перс ходам элементов профиля относительно оси профилирования в валках и калибровки профиля протягиванием через калиб,jj рующее устройство на последних переходах, ла дервых прррупдяу формуют, але;менты двойной толщины у кромок, затем фиксируя кромки профиля, производят одновременную симметричную подгибку краевых участков незамкнутой трубы
15 и сопряженных с ними мест изгиба до окончательных размеров, после этого на промежуточных переходах, базируя профиль на подогнутые участки трубы и сопряженные с ними места изгиба, осуществляют одновременную подгибку стенок профиля, отбортовок тг части незамкнутой трубы, расположенной по одну сторону от оси профилирования, при освобождении периферийных участков отбортовок до получения окончательных размеров профиля по эту сторону от оси профилирования, затем, базируя профиль на отформованной части незамкнутой трубы, производят доформовку другой части незамкнутой трубы и стенок профиля, расположенных по другую сторону от оси профилирования, до окончательных размеров, а на предпоследнем ое-, реходе осуществляют предварительную калибровку профиля.
Предварительную калибровку профиля осуществляют введением внутрь скользящей навесной оправки по форме профиля с освобождением мест отбортовки и одновременным обжатием наружной части контура.
Симметричную подгибку краевых участков незамкнутой трубы и сопряженных с ними мест изгиба осуществляют в пределах угла 60-90°.
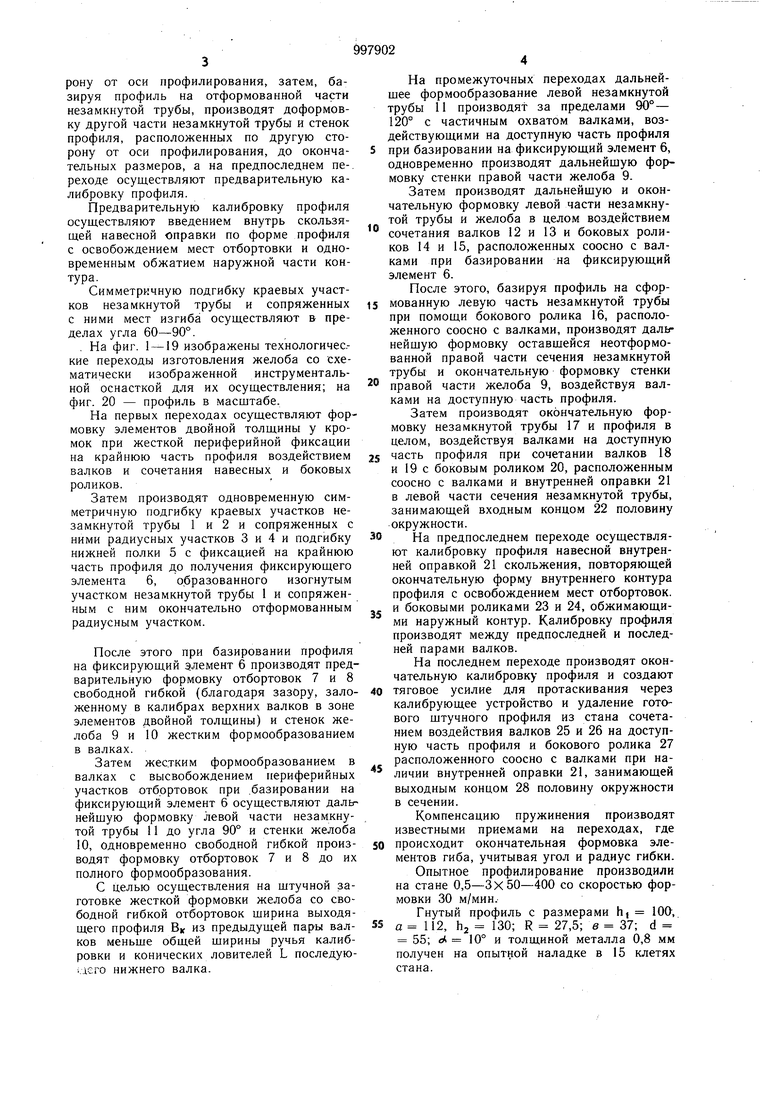
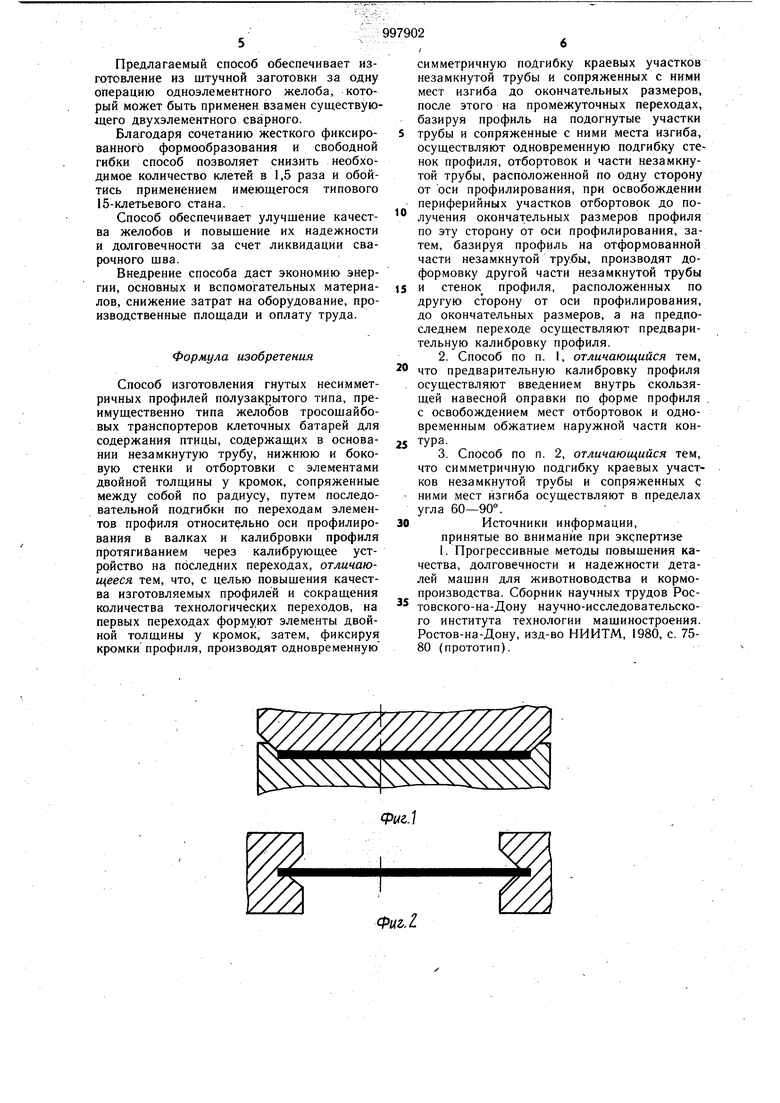
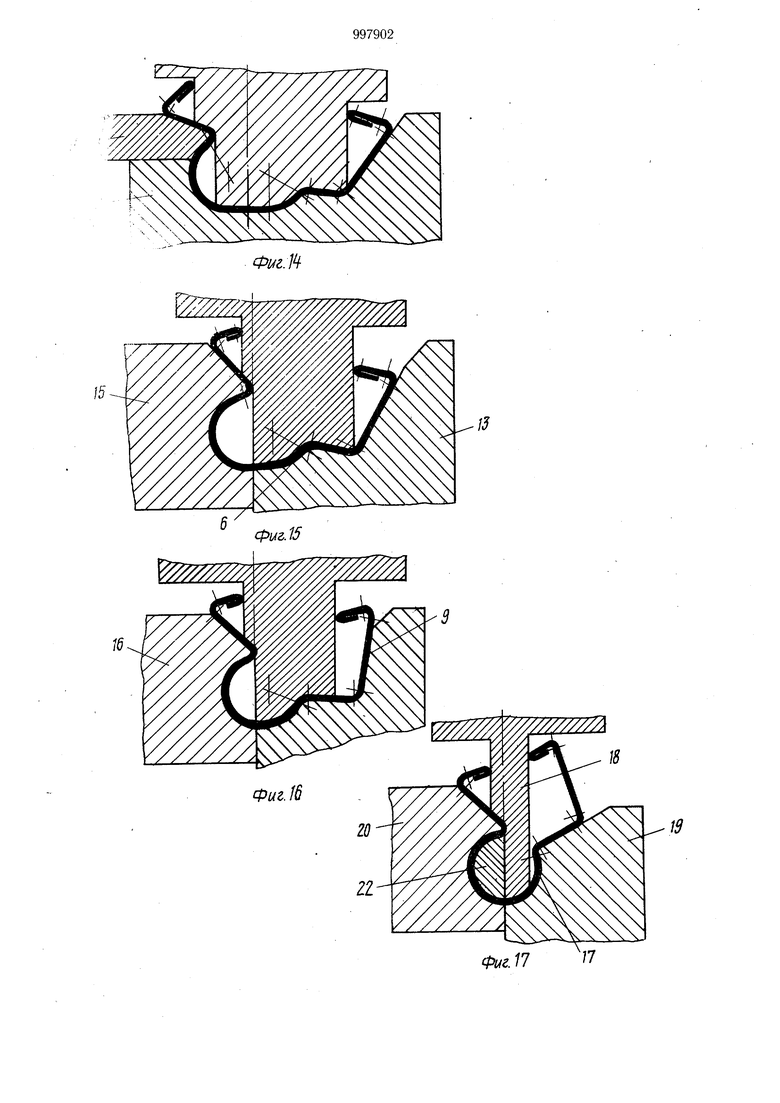
. На фиг. -19 изображены технологические переходы изготовления желоба со схематически изображенной инструментальной оснасткой для их осуществления; на фиг. 20 - профиль в масщтабе.
На первых переходах осуществляют формовку элементов двойной толщины у кромок при жесткой периферийной фиксации на крайнюю часть профиля воздействием валков и сочетания навесных и боковых роликов.
Затем производят одновременную симметричную подгибку краевых участков незамкнутой трубы 1 и 2 и сопряженных с ними радиусных участков 3 и 4 и подгибку нижней полки 5 с фиксацией на крайнюю часть профиля до получения фиксирующего элемента 6, образованного изогнутым участком незамкнутой трубы 1 и сопряженным с ним окончательно отформованным радиусным участком.
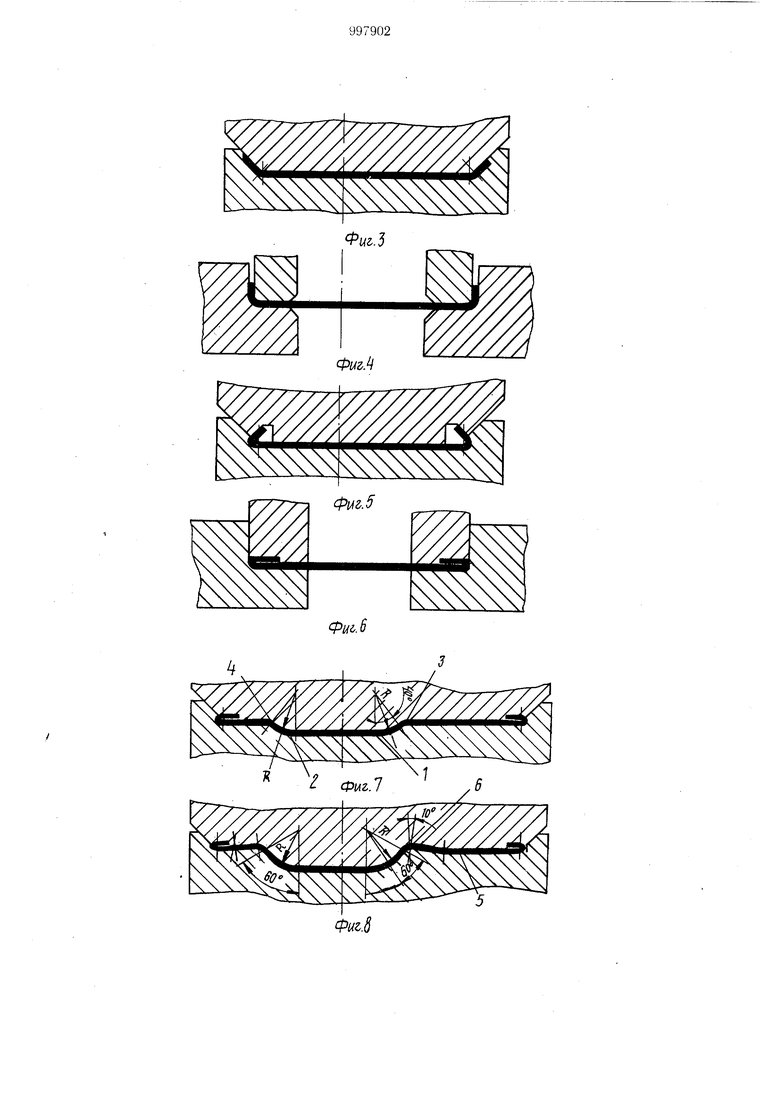
После этого при базировании профиля на фиксирующий злемент б производят предварительную формовку отбортовок 7 и 8 свободной гибкой {благодаря зазору, заложенному в калибрах верхних валков в зоне элементов двойной толщины) и стенок желоба 9 и 10 жестким формообразованием в валках.
Затем жестким формообразованием в валках с высвобождением периферийных участков отбортовок при .базировании на фиксирующий элемент б осуществляют дальнейщую формовку левой части незамкнутой трубы 11 до угла 90° и стенки желоба 10, одновременно свободной гибкой производят формовку отбортовок 7 и 8 до их полного формообразования.
С целью осуществления на штучной заготовке жесткой формовки желоба со свободной гибкой отбортовок щирина выходящего профиля BK из предыдущей пары валков меньше общей ширины ручья калибровки и конических ловителей L последующего нижнего валка.
На промежуточных переходах дальнейщее формообразование левой незамкнутой трубы 11 пpoизвoдяt за пределами 90°- 120° с частичным охватом валками, воздействующими на доступную часть профиля
при базировании на фиксирующий элемент б, одновременно производят дальнейщую формовку стенки правой части желоба 9.
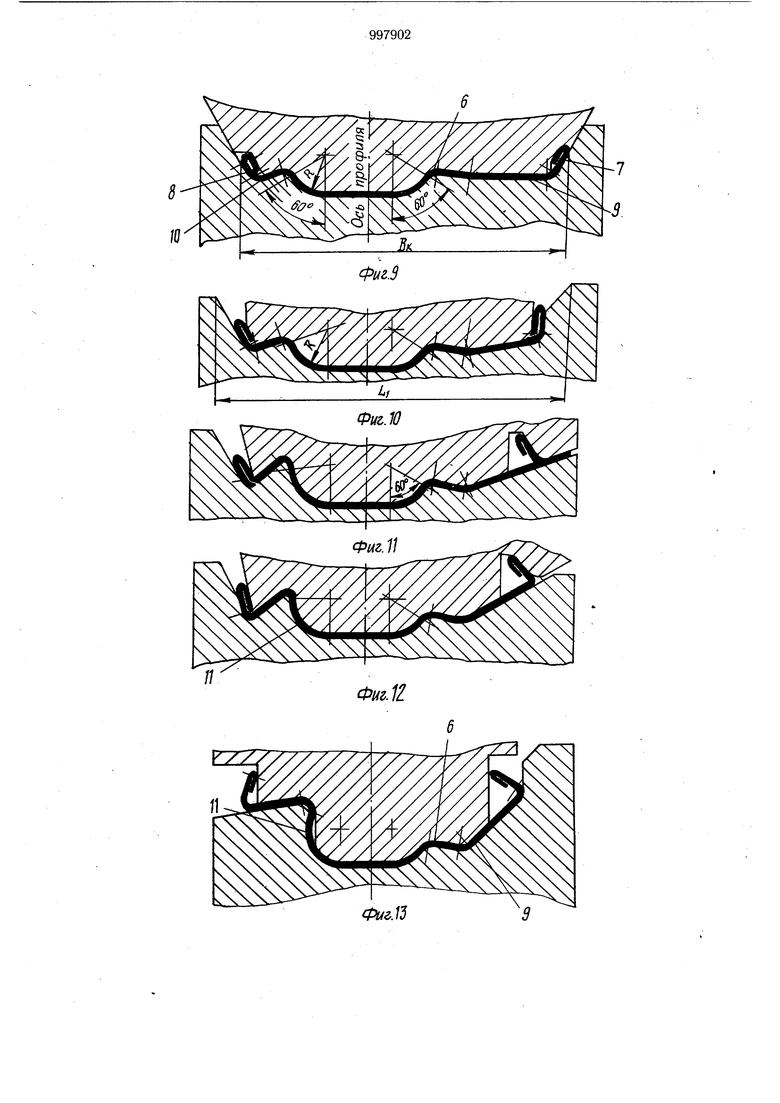
Затем производят дальнейшую и окончательную формовку левой части незамкнутой трубы и желоба в целом воздействием сочетания валков 12 и 13 и боковых роликов 14 и 15, расположенных соосно с валками при базировании на фиксирующий элемент б.
После этого, базируя профиль на сформованную левую часть незамкнутой трубы при помощи бокового ролика 16, расположенного соосно с валками, производят дал1г нейщую формовку оставшейся неотформованной правой части сечения незамкнутой трубы и окончательную формовку стенки
правой части желоба 9, воздействуя валками на доступную часть профиля.
Затем производят окончательную формовку незамкнутой трубы 17 и профиля в целом, воздействуя валками на доступную
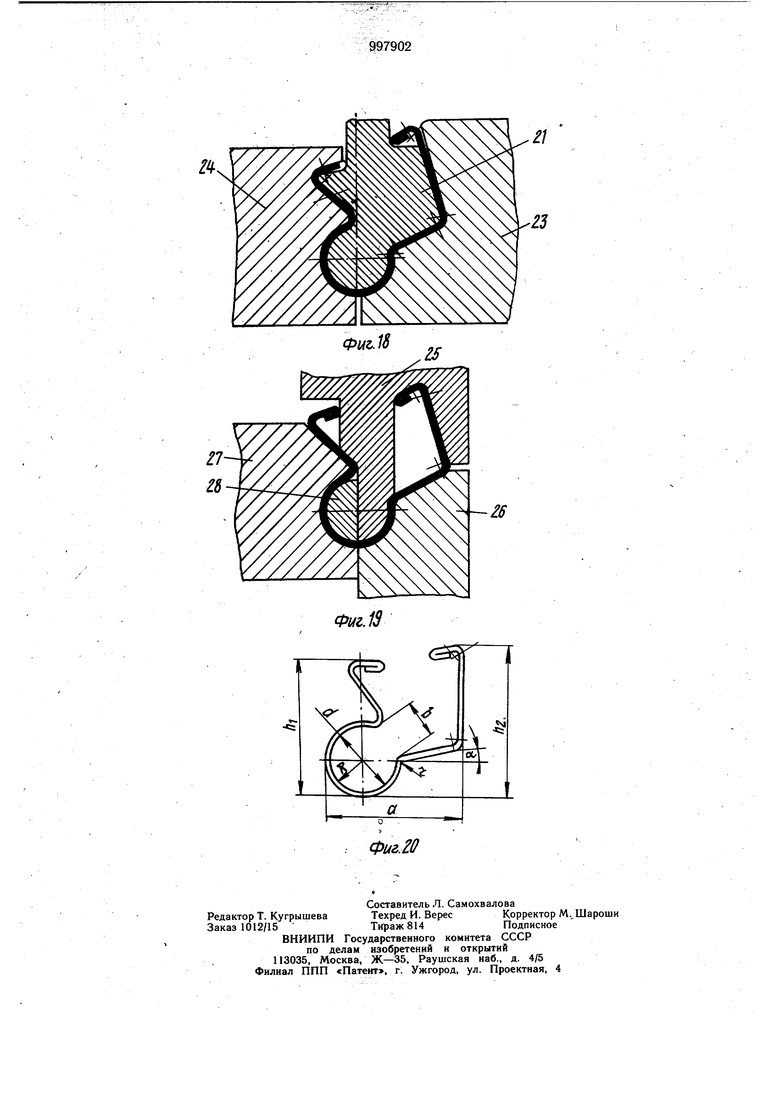
5 часть профиля при сочетании валков 18 и 19 с боковым роликом 20, расположенным соосно с валками и внутренней оправки 21 в левой части сечения незамкнутой трубы, занимающей входным концом 22 половину окружности.
0 На предпоследнем переходе осуществляют калибровку профиля навесной внутренней оправкой 21 скольжения, повторяющей окончательную форму внутреннего контура профиля с освобождением мест отбортовок.
, и боковыми роликами 23 и 24, обжимающими наружный контур. Калибровку профиля производят между предпоследней и последней парами валков.
На последнем переходе производят окончательную калибровку профиля и создают
0 тяговое усилие для протаскивания через калибрующее устройство и удаление готового штучного профиля из стана сочетанием воздействия валков 25 и 26 на доступную часть профиля и бокового ролика 27 расположенного соосно с валками при на личии внутренней оправки 21, занимающей выходным концом 28 половину окружности в сечении.
Компенсацию пружинения производят известными приемами на переходах, где
0 происходит окончательная формовка элементов гиба, учитывая угол и радиус гибки. Опытное профилирование производили на стане 0,5-3x50-400 со скоростью формовки 30 м/мин.
Гнутый профиль с размерами h, 100,
S а 112, hj 130; R 27,5; в 37; d 55; ot 10° и толщиной металла 0,8 мм получен на опытной наладке в 15 клетях стана.
Предлагаемый способ обеспечивает изготовление из штучной заготовки за одну операцию одноэлементного желоба, который может быть применен взамен существующего двухэлементного свариого.
Благодаря сочетанию жесткого фиксированного формообразования и свободной гибки способ позволяет снизить необходимое количество клетей в 1,5 раза и обойтись применением имеющегося типового 15-клетьевого стана. .
Способ обеспечивает улучшение качества желобов и повышение их надежности и долговечности за счет ликвидации сварочного шва.
Внедрение способа даст экономию энергии, основных и вспомогательных материалов, снижение затрат на оборудование, производственные площади и оплату труда.
Формула изобретения
Способ изготовления гнутых несимметричных профилей полузакрытого типа, преимущественно типа желобов тросощайбовых транспортеров клеточных батарей для содержания птицы, содержащих в основании незамкнутую трубу, нижнюю и боковую стенки и отбортовки с элементами двойной толщины у кромок, сопряженные между собой по радиусу, путем последовательной подгибки по переходам элементов профиля относительно оси профилирования в валках и калибровки профиля протягибанием через калибрующее устройство на последних переходах, отличающееся тем, что, с целью повышения качества изготовляемых профилей и сокращения количества технологических переходов, на первых переходах формуют элементы двойной толщины у кромок, затем, фиксируя кромки профиля, производят одновременную
симметричную поДгибку краевых участков незамкнутой трубы и сопряженных с ними мест изгиба до окончательных размеров, после этого на промежуточных переходах, базируя профиль на подогнутые участки
трубы и сопряженные с ними места изгиба, осуществляют одновременную подгибку стенок профиля, отбортовок и части незамкнутой трубы, расположенной по одну сторону от оси профилирования, при освобождении периферийных участков отбортовок до получения окончательных размеров профиля по эту сторону от оси профилирования, затем, базируя профиль на отформованной части незамкнутой трубы, производят доформовку другой части незамкнутой трубы
и стенок профиля, расположенных по другую сторону от оси профилирования, до окончательных размеров, а на предпоследнем переходе осуществляют предварительную калибровку профиля.
2.Способ по п. I, отличающийся тем, что предварительную калибровку профиля
осуществляют введением внутрь скользящей навесной оправки по форме профиля с освобождением мест отбортовок и одновременным обжатием наружной части кон1УРЗ3.Способ по п. 2, отличающийся тем,
что симметричную подгибку краевых участков незамкнутой трубы и сопряженных с ними мест изгиба осуществляют в пределах угла 60-90°.
Источники информации, принятые во внимание при экспертизе 1. Прогрессивные методы повышения качества, долговечности и надежности деталей машин для животноводства и кормопроизводства. Сборник научных трудов Ростовского-на-Дону научно-исследовательского института технологии машиностроения. Ростов-на-Дону, изд-во НИИТМ, 1980, с. 7580 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1989 |
|
SU1710166A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2271892C1 |
| Способ изготовления гнутых @ -образных профилей | 1982 |
|
SU1118448A1 |
| Способ изготовления замкнутых профилей | 1991 |
|
SU1775202A1 |
| Способ изготовления гнутых профилей с элементами двойной толщины на кромках | 1987 |
|
SU1488060A1 |
| Способ изготовления гнутых профилей | 1986 |
|
SU1375377A1 |
| Способ изготовления труб с фальцевым швом | 1983 |
|
SU1303211A1 |
| Способ изготовления гнутых @ -образных профилей | 1983 |
|
SU1148667A1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
фуг.
/1
Ш
Фиг.13
