1253880
Г ывают пленкой 20, ролик 9 наносит рабатывающая жидкость. Затем воздух ня нее тиснения, в которые чпрез ро- отсасывают и пакет с изделиями запе- пик 10 из емкости 13 поступс ет об- чатывают. 2 ил.
Изобретение относится к упаковочной технике, а именно к упаковь1ванию металлических изделий j термосклеиваю щуюся полимерную пленку, обработанную ингибитором коррозии.
Целью изобретения является расши- технологических возможностей.
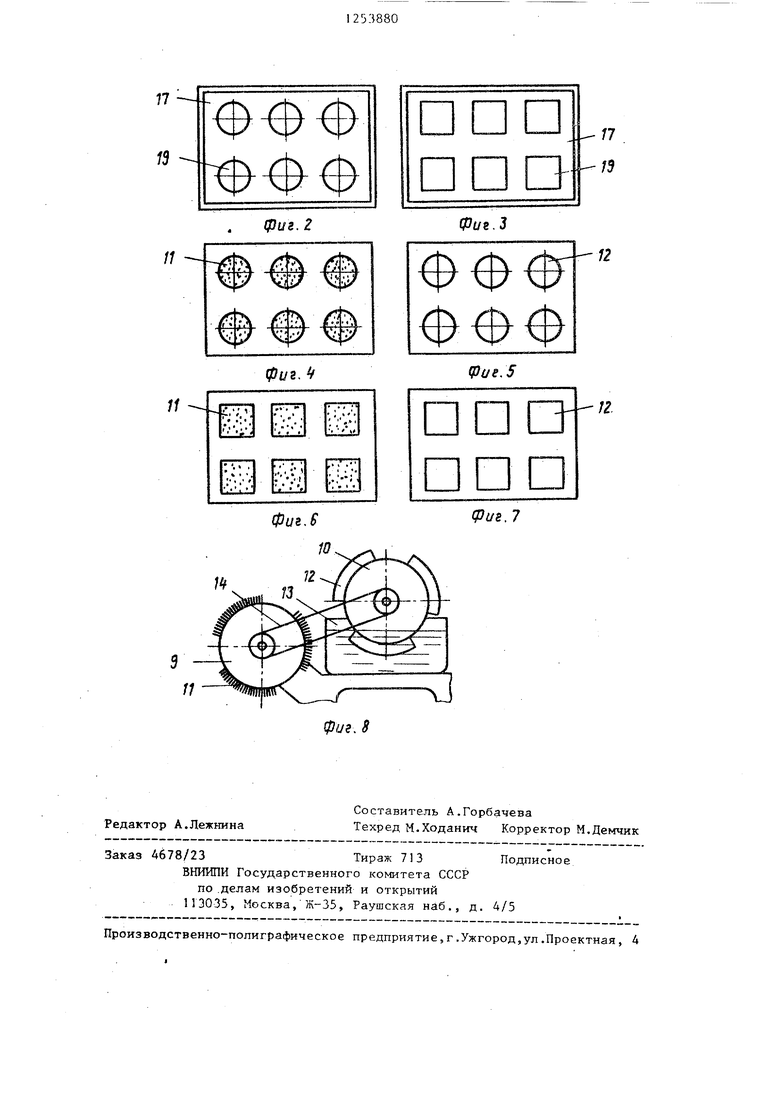
йа фиг.1 изображено устройство дал yitaKO aufA n изделий в полимерную плейку,обяе1йвмд; на фиг.2 - ноддои с расиш1оженны1да на нем изде- jiijai«t, cpeipxy; на фиг.3 то же, пример размеэдеиия изделий} на фиг.4- развертка бокчэвой поверхности нголь- ча то го ролика дая о%аботки изделий по фиг.2; на фиг.5 - развертка боковой прведхиости дополнительного ролика для о(5работки изделий по фиг. 2; .6 - развертка боковой поверхности игольчатого ролика для обработки изделий по фиг. 3; на фиг.7 - развертка боковой поверхности дополнительного ролика ДО обработки изделий по 3; на фиг. 8 - синхро- иизируяМц/ая лереда ча, общий вид.
Устройство содержит основание 1, вакуумный стол 2 с про4 лированной воздухопроницаемой рабочей поверхностью и приводом, вьтолненным, например, в виде пневмоцилиндра 3 ваз- вратно-поступдтельного вертикального переь(ещения. Нагреватель 4 уста- новлен на основании 1 на направляющих 5. Приепоеобление для фиксации пленки выполнено в виде жестко закрепленной на оснований 1 рамки 6 и подвижной рамки 7. Слева на основании 1 закреплен механизм 8 подачи пленки, а под ним - механизм обработки пленки. Последний включает основной ролик 9 и дополнительный ролик 10. Ролик 9 выполнен игольчатым Выступающий участок I1 его боковой поверхности может быть образован ворсовальной игольчатой лентой. Дополнительный ролик 10 имеет на наружной поверхности выступающие участки
12, выполненнь1е из эластичного по- ристого материала, например пенополиуретана или порорезигш. Механизм обработки пленки содержит такке емкость 13, в которой размещен дополнительный ролик 10. ЕМКОСТЬ 3 служит для размещения обрабатывающей жидкости, например, ингибитора коррозии. Дополнительный ролик 10 связан с основным роликом 9 синхронизирующей, например цепной, передачей 14. На одной оси с роликом .9 подвешены серьги 15, несущие ролик 16, имеющий два фиксированных положения.
Поддон 17 имеет плоскую воздухопроницаемую поверхность и служит для размещения профилированной нижней пленки-подложки 18 и изделий 19, которые затем покрьгеают верхней пленкой 20. Днище поддона 17 может иметь разметку контрастными цветают контуров упаковываемых изделий.
Устройство работает следующим образом.
Для изготовления нижней профилированной пленки-подложки 18 ролик 16 фиксируют в верхнем положении. Пленку сматывают с механизма 8 пода- чи пленки, не касаясь роликов 9 и
10, протягивают между рамками 6 и 7 и зажимают, опуская рамку 7. Нагреватель 4 перемещают в рабочее положение и нагревают плёнку до вязко- текучего состояния. Затем пневмоцилиндром 3 вакуум№1й стол 2 перемещают вверх до упора в неподвижную рамку 6. Из полости, образованной пленкой, рамками 6 и 7 и вакуумным столом 2, отсасывают воздух с помощью вакуумной системы (не показана) через воздухопроницаемую профилированную рабочую поверхность стола 2. При этом пленка прилипает к поверхности стола 2, копируя ее профиль. Затем нагреватель 4 отводят в холостое положение, рамку 7 поднимают, пленку протягивают между рамками 6 и 7 и
отрезают от нее полученную пленку- подложку 18. Затем опускают вакуумный стол 2. Ролик 16 переводят в нижнее положение. Верхнюю пленку 20 вводят в соприкосновение с выступающими участками П и 12 роликов 9 и 10. На поддон 17 укладывают профилированную пленку-подложку 18, 1 азмещают согласно разметке изделие 19 и устанавливают его на рабочей поверхности вакуум кого стола 2. Верхнюю пленку 20 при поднятой рамке 7 протягивают между рамками 6 и 7 и зажимают, опуская рамку 7. При протягивании пленки 20 выступающие участки П боковой по- верхности игольчатого ролика 9 оставляют на верхней пленке 20 тиснение шш шероховатости, соответствующие контурам изделий на поддоне 17. Поскольку ролики 9 и 10 связаны синхро- визирующей передачей 14, и 1ступаю- 1цие участки 12 ролика 10 наносят ингибитор коррозии, поступающий из емкости 13, на тиснения и шероховатости верхней пленки 20, соответствующие контурам изделий на поддоне I7, Элас пористый материал, из которого из готовденьг участки 12 ролика 10, увеличивает интенсивность нанесения ингибитора коррозии. Затем нагрева- тель 4 перемещают в рабочее положение, верхнюю пленку 20 нагревают до вязкотекучего состояния. После перемещения вакуумного стола 2 вверх и отсоса воздуха изделия запечатывают между пленками 18 и 20 и поднимают рамку 7. Полученный пакет изделий 19 протягивают вправо вместе со следующим участком пленки 20 и отрезают.
Установка вакуумного стола с воз- можностыо вертикального перемещения и наличие у механизма обработки пленки емкости для обрабатывающей жидкости с размещенным в ней роликом, имеющим на наружной поверхности участки из пористого материала, а также связь этого ролика с игольчатым роликом посредством синхронизир / щей передачи позволяет совмещать упаковывание изделий с обработкой пленки жидкостью. Замена роликов с выступающими участками, соответствующими контурам изделий, размещаемых на поддоне, позволяет быстр о производить переналадку устройства при изменении контуров упаковываемых изделий и их размещения на поддоне.
Тиснения и шероховатости пленки, являющейся гидрофобным материалом, на участках, соответствующих размещению изделий, увеличивают активную поверхность пленки и проницаемость ее для обрабатывающей жидкости, особенно при нагревании.
Обработка жидкостью только участков пленки, соответствующих контурам изделий, сокращает расход жидкости, повышает качество сварных швов в промежутках между издeлия в и их герметичность. Таким образом расширяются технологические возг эжности устройства.
Формула изобретения
Устройство для упаковывания изделий в полимерную пленку, содержащее основание, вакуумный стол с воздухопроницаемой рабочей поверхностью нагреватель, механизм подачи пленки, механизм обработки пленки, включающий игольчатый ролик, и приспособление для фиксации пленки, о т л и - чающееся тем, что, с целью расширения технологических возможностей, механизм обработки пленки содержит емкость для обрабатывающей жидкости и размещенный в ней дополнительный ролик, имеющий на наружной поверхности участки, выполненные из пористого материала, причем дополнительный ролик связан с основным роликом синхронизирующей передачей.
п
Id
17 13
фиг. 2
Фиг.З
12
.7
фиг. 4f
fpue.5
11
Г
Фиг.5
фиг. 7
;
Фиг. 8
Редактор А.Лежнина
Заказ 4678/23
Тираж 713 Подписное ВНИИПИ Государственного комитета СССР
по .делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.ПроектнаяГ4
Составитель А.Горбачева
Техред М.Ходанич Корректор М.Демчик
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упаковки предметовВ плЕНКу | 1979 |
|
SU821296A1 |
| Устройство для упаковывания изделий в пленку | 1989 |
|
SU1692887A1 |
| Устройство для упаковывания изделий в пленку | 1984 |
|
SU1324932A1 |
| Устройство для упаковки предметов в пленку | 1980 |
|
SU967874A1 |
| СПОСОБ УПАКОВКИ ГРУПП ПРЕДМЕТОВ В ТЕРМОУСАДОЧНУЮ ПЛЕНКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2192372C2 |
| Устройство для упаковывания изделий в полимерную пленку | 1988 |
|
SU1581656A1 |
| Вакуумный стол к упаковочной машине | 1978 |
|
SU740612A1 |
| Устройство для упаковывания изделий в термопластичный материал | 1990 |
|
SU1747314A1 |
| УСТРОЙСТВО И СПОСОБ ВАКУУМ-ФОРМОВАННОГО УПАКОВЫВАНИЯ В ПЛЕНКУ | 2007 |
|
RU2442729C2 |
| Вакуумный стол к упаковочной машине | 1990 |
|
SU1724521A1 |
Изобретение относится к технике для упаковывания изделий в термоскле- ивающуюся полимерную пленку. Целью изобретения является расширение технологических возможностей путем дополнительной обработки жидкостью пленки в местах размещения изделий и быстрой переналадки при изменении их ассортимента. Устройство содержит основание 1 с вакуумным столом 2, нагреватель 4, приспособление для подачи пленки с рамками 6 и 7, механизм 8 подачи пленки и механизм для ее обработки с емкостью 13 и роликами 9 и 10. Ролик 9 выполнен игольчатым. Ролик 10 - дополнительный размещен в емкости 13, связан с роликом 9 синхронизирующей передачей и имеет на наружной поверхности участки из пористого материала. При изготовлении пленки-подложки 18 ее зажимают между рамками 6 и 7, нагревателем 4 нагревают до вязкотекучего состояния, стол 2 перемещают вертикально вверх и через его воздухопроницаемую поверхность отсасывают воздух. Пленка-подложка 18 копирует про(1иль стола. Когда изделия 19 нак$ (О IsC 01 СО оо ОО О
| Устройство для упаковки изделий в полимерную пленку | 1980 |
|
SU943101A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
