Изобретение относится к обработке металлов резанием и может быть использовано для снятия фасок в отверстиях деталей с лицевой и обратной стороны за один рабочий ход.,
Цель изобретения - расширение технологических возможностей устройства.
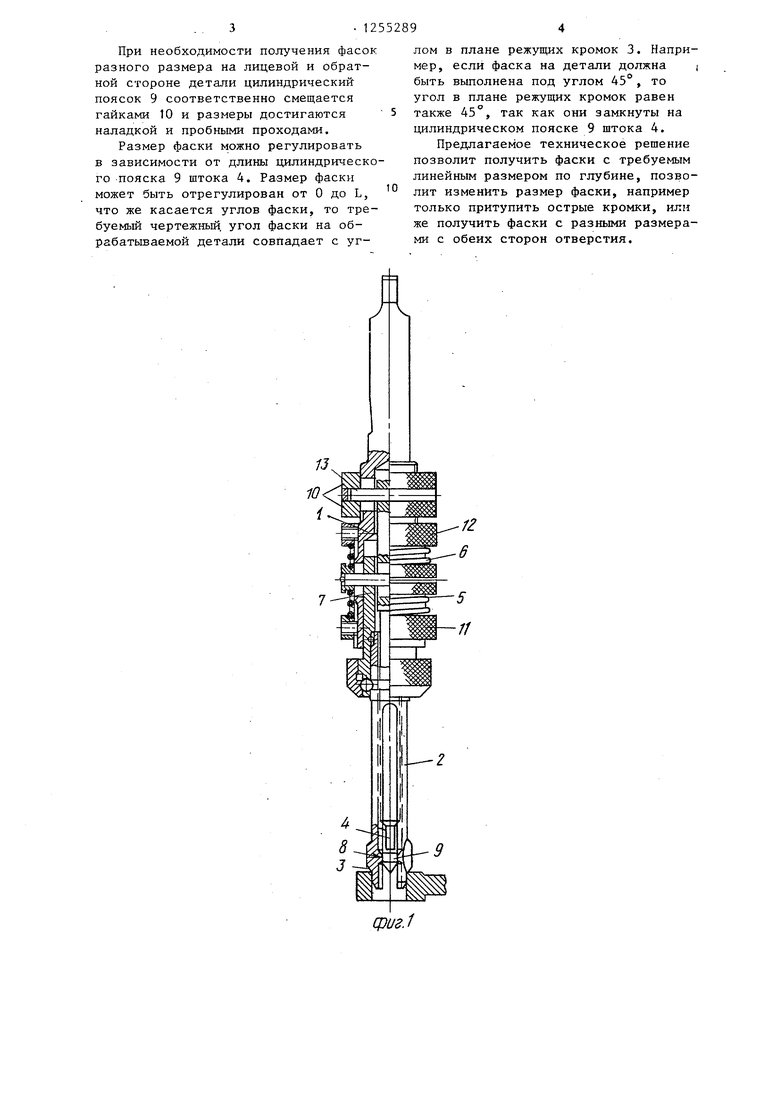
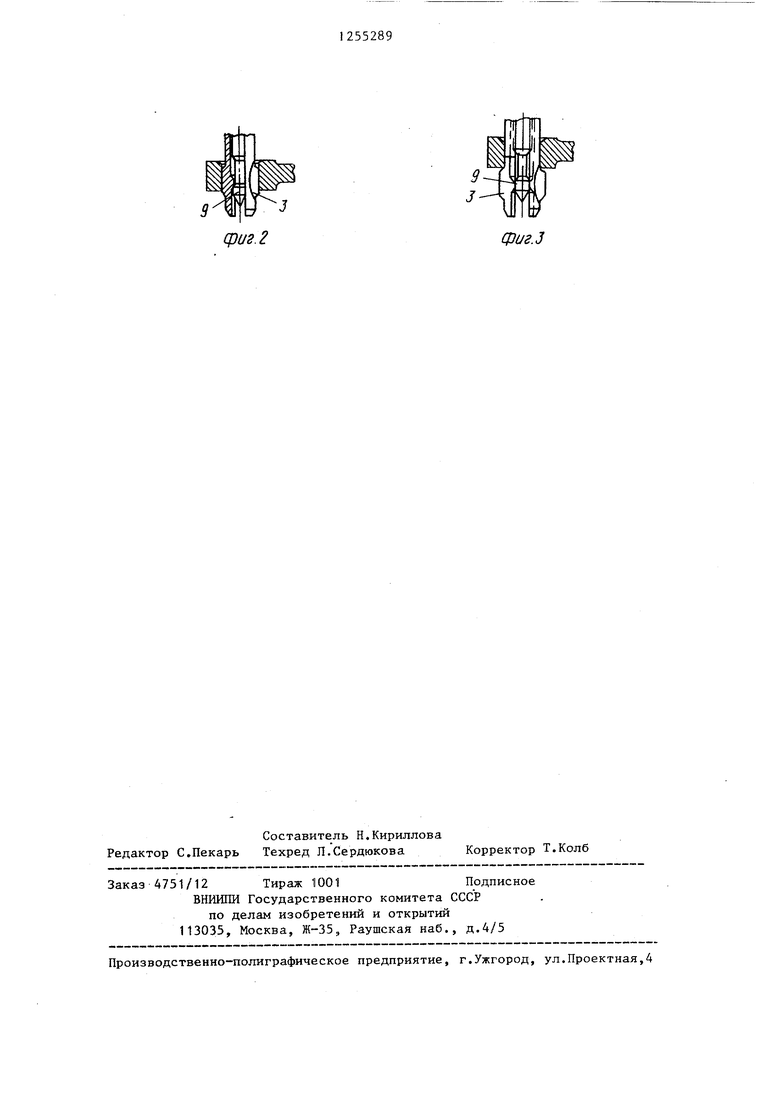
На фиг, 1 представлена конструкция устройства для снятия фасок; на фиг.2 - положение инструмента после снятия фаски у лицевой стороны де- - тали и Ехода в отверстие; на фиг. 3.- положение инструмента у обратной стороны детали после прохода отверстия.
Устройство для снятия фасок с двух сторон отверстия содержит корпус 1, инструмент, выполненный в виде полого цилиндра 2 с подпружинен гы ми режущими элементами 3, имеющими возможность радиального перемещения шток 4, зафиксированный от поворота относительно полого цилиндра инструмента и установленный внутси него с возможностью осевого перемещения. На внешней стороне корпуса 1 установлена втулка 7, подпружиненная в осевом направлении с обоих торцов пружинами 5 и 6 одинаковой жесткости.
Пр этом полый цилиндр 2 инструмента установлен в корпусе с возможностью осевого перемещения и связан жестко с втулкой 7. С внутренней стороны каждого режухцего элемента 3 в средней ее части между режущими кромками выполнена опорная ступень
8для взаимодействия со ступенчатым цилиндрическим пояском 9 хвостовика штока 4.
Положение цилиндрического пояска
9штока 4 относительно опорной ступени 8 режущих элементов 3 регулируется гайками 10, а усилия пруж:ин - гайками I1 и 12.
Для получения одинакового размера фасок с лицевой и обратной стороны отверстия детали цилиндрический поясок 9 штока А должен быть установлен в среднее положение опорной ступени 8
При необходимости получения разных размеров фасок с обеих сторон детали соответственно регулируется положение цилиндрического пояска 9 штока 4 относительно опорной ступени 8.
Получение необходимых размеров фасок достигается регулировкой уси
5
0
5
ЛИЙ пружин 3 и 6 iайками 11 и 12.
Устройство работает следующим Образом.
Устройство закрепляется в шпинделе станка. Предварительно пружины 5 и 6 регулируются на определенное усилие. При встрече режущих элементов 3 инструмента с торцом лицевой стороны детали в связи с возникновением усилий резания в отверстии будет сниматься фаска, при этом осевое перемещение корпуса 1 будет больше осевого перемещения полого цилиндра 2, а потому пружина 6 будет сжиматься, а пружина 5 будет разжиматься. Шток 4, соединенный жестко с корпусом 1 посредством штифта 13 и гаек 10, перемещается относительно полого цилиндра 2.
В момент, когда цилиндрический поясок 9 выйдет из опорной ступени 8 и окажется в большом отверстии, снятие фаски прекращается и кромки режущих элементов 3, соскальзывая с поверхности фаски, сожмутся и войдут в отверстие детали. После прохода отверстия и выхода инструмента с обратной стороны детали у торца пружина 6 начнет разжиматься, возвращая полый цилиндр 2 в исходное положение, при котором цилиндрический поясок 9 штока 4 займет среднее положение в опорной ступени 8 (рассматривается случай, когда фаски с обеих
5 сторон детали одинаковы). При этом пружина 6 возвращается в свое исходное положение и уравновешивается пружиной 5.
При перемещении инструмента в об0 ратную сторону режущие элементы 3 начнут снимать фаску в отверстии с обратной стороны детали, а цилиндрический поясок 9 штока 4 будет выходить из опорной ступени 8 полого ци5 линдра 2, при этом пружина 5 будет сжиматься, а пружина 6 разжиматься. В момент, когда цилиндрический поясок 9 штока 4 войдет в большое отверстие полого цилиндра 2, снятие
0 фаски прекращается, режущие элементы 3 сожмутся и инструмент будет выходить из обрабатываемого отверстия..
После выхода из отверстия под
5 действием пружин 5 и 6 цилиндрический поясок 9 штока 4 займет среднее положение в опорной ступени 8 полого цилиндра 2.
0
При необходимости получения фасок разного размера на лицевой и обратной стороне детали цилиндрический поясок 9 соответственно смещается гайками 10 и размеры достигаются наладкой и пробными проходами.
Размер фаски можно регулировать в зависимости от длины цилиндрического пояска 9 штока 4. Размер фаски может быть отрегулирован от О до L, что же касается углов фаски, то требуемый чертежный, угол фаски на обрабатываемой детали совпадает с уг
лом в плане режущих кромок 3. Например, если фаска на детали должна ( быть выполнена под углом 45°, то угол в плане режущих кромок равен также 45°, так как они замкнуты на цилиндрическом пояске 9 штока 4.
Предлагаемое техническое решение позволит получить фаски с требуемым линейным размером по глубине, позволит изменить размер фаски, например только притупить острые кромки, или же получить фаски с разными размерами с обеих сторон отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для снятия фасок | 1988 |
|
SU1690961A1 |
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК С ДВУХ СТОРОН В ОТВЕРСТИЯХ РЕЛЬСОВ | 1997 |
|
RU2107591C1 |
| Устройство для снятия двусторонних фасок | 1980 |
|
SU931325A2 |
| АВТОМАТИЗИРОВАННОЕ УСТРОЙСТВО ДЛЯ СНЯТИЯ ФАСОК | 1998 |
|
RU2137875C1 |
| Устройство для образования фасок в отверстиях листовых деталей | 1981 |
|
SU1031564A1 |
| Инструмент для снятия фасок с двух сторон отверстия | 1978 |
|
SU1020192A1 |
| Устройство для накатывания резьбы на трубах | 1979 |
|
SU854530A1 |
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| Способ получения пустотелых деталей и матрица для его осуществления | 1980 |
|
SU929292A1 |
| Устройство для обработки фасок на седлах клапанов | 1988 |
|
SU1618514A1 |
cfiusJ
фиг. 2
фиг.З
| Инструмент для снятия фасок с двух сторон отверстия | 1978 |
|
SU1020192A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
