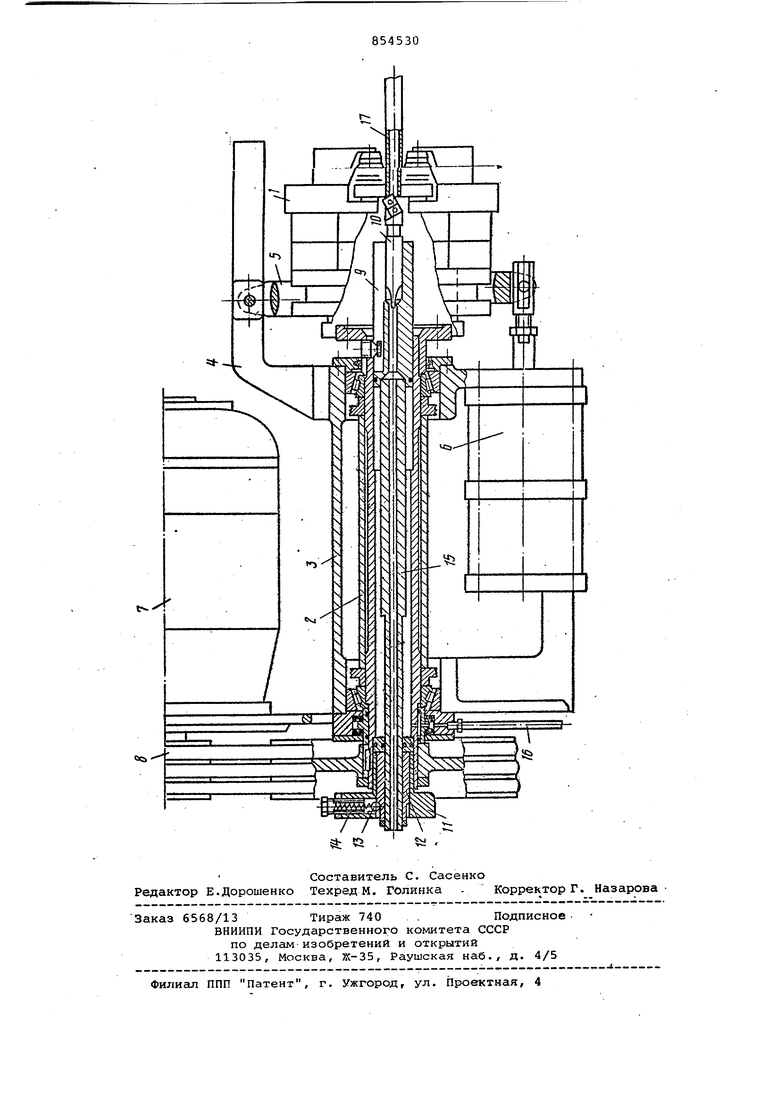
Изобретение относится к обработке металлов давлением, а именно к устройствам для изготовления резьб накатыванием, и может быть использовано для накатывания резьб на водогазопроводных трубах с одновременным снятием фаски или заусенца на их торце. Известна накатная головка, содержащая гладкие конические и резьбовые ролики, установленные в корпусе на одних и тех же осях и оправку с режущими кромками 1 . Недостатком этой головки является то, что она не может быть использована для одновременной накатки резьбы и снятия внутренней фаски на трубе. Наиболее близким техническим решением к предлагаемому является устройство для обработки наружной поверхности конца полой заготовки, содержащее корпус с установленными в нем на эксцентриковь1х осях резьбонакатными роликами, и зенковку, подвижно установленную в пиноли, смонтированной в корпусе Г2 Недостатком данной головки является то, что она не может найти применения в тех случаях, когда на концах трубкой детали надо последовательно накатать резьбу разной длины и одно временно снять фаски одинакового раз-, мера. Цель изобретения- - расширение технологических возможностей. Указанная цель достигается тем, что устройство для накатывания резьбы на трубах, содержащее закрепленную на шпинделе резьбонакатную головку и инструмент для снятия фаски, установленный в пиноли, разметенной в шпинделе, снабжено механизмом осевого перемещения пиноли и нажимным механизмом, выполненным в виде смонтированного в шпинделе подпружиненного шарика и втулки с коническим пояском, закрепленной на пиноли. При этом механизм осевого перемещения пиноли выполнен ввиде пневмоцилиндра одностороннего действия,причем шпиндель выполнен в виде корпуса, а пиноль - в виде поршня. На чертеже изображено устройство. Общий вид, в разрезе. Устройство содержит.резьбонакатную головку 1, установленную на шпинделе 2, смонтированном в станине 3. На станине закреплен кронштейн 4,нееущий рычаг 5 раскрытия головки,связанный с силовым цилиндром б. Привод резьбонакатной головки 1 осуществлятся от двигателя 7 через клиноременую передачу 8. В шпинделе 2 с возожностью осевого перемещения устаовлена пиноль 9, несущая инструмент 0 для снятия фаски. На конце пиноли становлена втулка 11, имеющая кониеский поясок 12, контактирующий с одпружиненным шариком 13, смонтироанном в шпинделе 2.. Размер фаски, таким образом, зависит от длины и угла наклона конического пояска и усилия пружины 14. Внутренняя полость 15 шпинделя 2 выполнена в виде цилиндра одностороннего действия,связанного с пневмосистемой 16. Устройство работает следующим образом.
Заготовка 17 подается в тиски до упора (на чертеже не показаны) и зажимается. Упор- убирается. Включается привод перемещения тисок и сведения роликов резьбонакатной головки. Накатывается короткая резьба и одновременно осуществляется снятие фаски, при этом пиноль с инструментом 10 пе ремещается в осевом направлении и шарик 13 катится по коническому пояску 12 втулки 11. Размер фаски определяется длиной и углом наклона конического пояска и усилием пружины ; 14. После окончания накатки подается команда на раскрытие резьбонакатной головки и отвод заготовки. Одновременно в полость 15 шпинделя 2 подается воздух и пиноль 9 возвращается в исходное положение. Тиски разводятся, деталь поднимается манипулятором (на чертеже не показан), кантуется,вновь устанавливается- в Тиски и зажимается. Затем подается команда на перемещение тисок и сведение роликов резьбонакатной головки. На сей раз нарезается длинная резьба и ход тисок с заготовкой 17 больше, а следовательно, и перемещение пиноли 9 с инструментом, на которыйдавит заготовка, также больше. Инструмент 10 снимает фаску лишь до тех пор, пока существует сопротивление, обеспечивающее необходимое усилие резания, т.е. пока подпружиненный шарик 13 контактирует с
коническим пояском 12 втулки 11. Как только в контакт с шариком вступает цилиндрическая часть втулки снятие фаски прекращается, т.е. длина фаски не зависит от длины накатываемой резьбы. В начале обработки воздух из шпинделя 2 стравливается и, таким образом, дополнительное сопротивление отсутствует. После окончания обработки подается команда на раскрытие резьбонакатной головки 1, вывод заготовки 17 и рабочей зоны и возвращение пиноли с инструментом в исходное положение.
Предлагаемое техническое решение используется в техдокументации автомата для накатки резьбы на сгонах, опытный образец которого намечается к выпуску в автоматической линии изготовления сгонов и в полуавтомате для накатки резьбы на трубах.
Формула изобретения
1.Устройство для накатывания резьбы на трубах, содержащее закрепленную на шпинделе резьбонакатную головку и инструмент для снятия фаски, установленный в пиноли, размещенной
в шпинделе, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено механизмом осевого перемещения пиноли и нажимным механизмом, выполненны в виде смонтированного в шпинделе подпружиненного шарика и втулки с коническим пояском, закрепленной на пиноли.
2.Устройство по п. 1, отличающееся тем, что и механизм осевого перемещения пиноли выполнен в виде пневмоцилиндра одностороннего действия, причем шпиндель выполнен в виде его корпуса, а пиноль - в виде поршня.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
476928, кл. В 21 И 3/04, 25.12.73.
2.Авторское свидетельство СССР № 653013, кл. В 21 И 3/04, 05.10.77
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для накатывания резьб на трубах | 1987 |
|
SU1496887A2 |
| РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2002 |
|
RU2214883C2 |
| Устройство для накатывания резьб | 1974 |
|
SU496080A1 |
| САМОРАСКРЫВАЮЩАЯСЯ РЕЗЬБОНАКАТНАЯ ГОЛОВКА | 2004 |
|
RU2253533C1 |
| РЕЗЬБОНАКАТНЫЙ ИНСТРУМЕНТ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ КОНИЧЕСКИХ РЕЗЬБ | 2008 |
|
RU2384382C1 |
| СПОСОБ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2004 |
|
RU2253532C1 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |
| Способ изготовления стержневых резьбовых изделий | 1989 |
|
SU1766573A1 |
| РЕЗЬБОНАКАТНОЙ СТАНОК | 2000 |
|
RU2220019C2 |
| Резьбонакатная головка | 1988 |
|
SU1538974A1 |