марным током всех подключаемых к шинопроводу 1 сварочных постов 2. В качестве исполнительных элементов могут быть использованы, например, обмотки дросселей насыщения, силовые тиристоры и др.
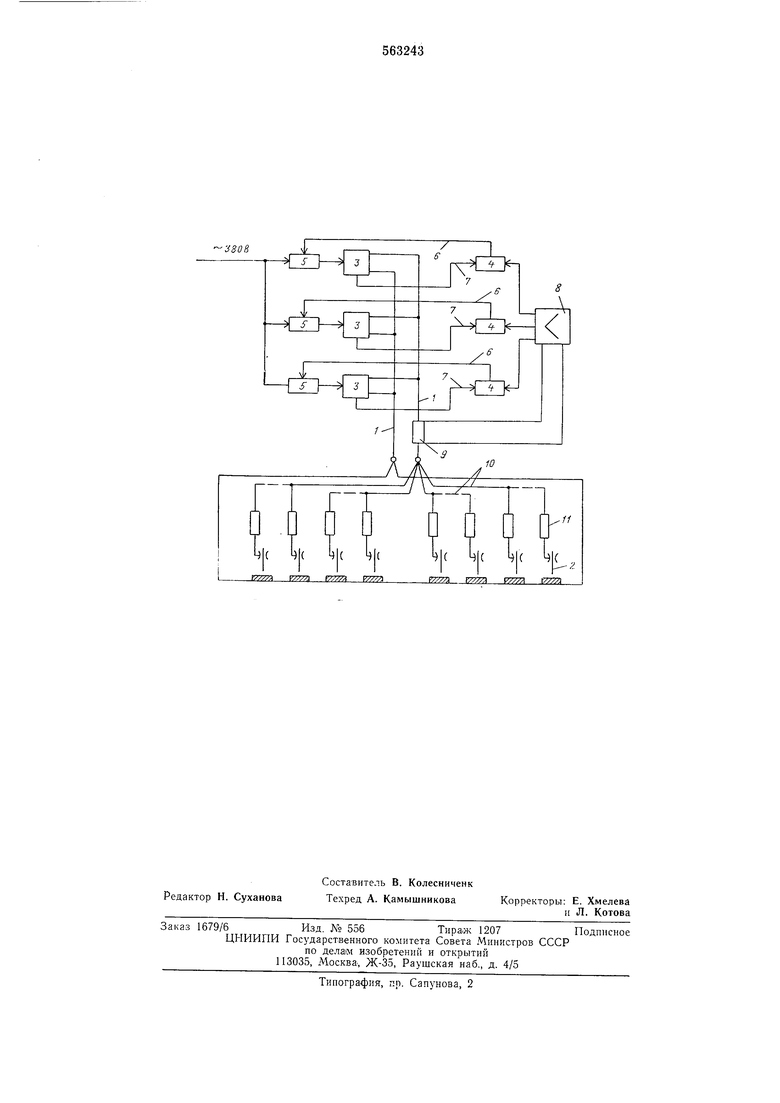
Внешняя обратная связь, выполненная из линейного усилителя 8 и измерительного элемента 9 предназначена для автоматического включения и отключения источников 3 питания в зависимости от реальной нагрузки (числа работающих в данный момент сварочных постов 2) в общем шинопроводе 1 посредством воздействия на соответствующие узлы 4 управления и исполнительные элементы 5, охваченные внутренними обратными связями 6. Обратные связи 7 предназначены для регулирования и стабилизации выходного напряжения источников 3 питания в соответствии с заданными режимами сварки сварочных постов 2. Исполнительные элементы 5 в зависимости от сигнала воздействия, поступающего -ПО внутренним обра-лным связям 7 от соответствующих узлов 4 управления непосредственно изменяют входные импедансы соответствующих источников 3 питания, что приводит к изменению их выходного напряжения.
Система централизованного нитания сварочных постов работает следующим образом.
Исходное состояние для начала работы системы принимают таким, когда в работу включен хотя бы один сварочный пост 2, питание .которому обеспечивает дежурный источник 3 питания. Дежурным может быть принят любой из группы источников 3 питания, а отличаться от всех остальных он будет лишь тем, что связь его узла 4 управления с выходом линейного усилителя 8 разрывается, а включается он автоматически (на схеме не показано) при подключении к работе хотя бы одного, любого из группы сварочных постов 2, подключаемых к шиноироводу 1. В этом случае через измерительный элемент 9 протекает ток одного сварочного поста 2. На выходе линейного усилителя 8 появится Сигнал, пропорциональный этому току. Однако, ни один узел 4 з-правления исполнительными элементами 5 не сработает на включение источников 3 питания, так как настройки этих узлов выбирают такими, что первый из них сработает на включение следующего (второго) источника питания ири токе в шиноироводе 1, превышаЮЩем номинальный ток дежурного источника 3 , второй-при токе в шинопроводе 1, превышающем сумму номинальных токов дежурного и уже включенного источ ника 3 питания, третий - при токе в шинопроводе 1, превышающем сумму номинальных токов трех уже включенных источников 3 питания и т. д. По мере подключения сварочных постов 2 растет величина тока в шинонроводе 1 и пропорционально этому току растет величина выходного сигнала линейного усилителя 8. При достиженни в шинопроводе 1 суммарного тока, превышающего величину номинального тока дежурного источника 3 питания, срабатывает первый узел 4 управления и подключает в работу второй источник 3 питания. Подключение остальных источников 3 питания из группы осуществляется автоматически по мере роста нагрузки (подключения сварочных постов 2) как указывалось выше. Отключение источников 3 питания производится также автоматически по мере снижения тока нагрузки (отключения сварочных постов
2) в шинопроводе 1 в порядке, обратном порядку их включения. При этом узлы 4 управления исполнительными элементами 5 срабатывают на отключение соответствующих источников 3 питания. При токе нагрузки в шинопроводе 1, меньшем величины номинального тока дежурного источника 3 питания, включенным остается лишь один этот источник питания, а отключается он после прекращения работы последнего сварочного поста 2 из
группы постов, подключаемых к шинопроводу 1.
Применение данной системы централизова нного питания сварочных постов обеспечивает экономию электроэнергии, снижение капнтальных и текущих затрат на производство и позволяет увеличить количество сварочных постов, приходящихся на один источник питания.
Формула изобретения
Система централизованного питания сварочных постов, содержащая параллельно подключенные при помощи Общего шинопровода к сварочным постам индивидуальные источники питания со своими узлами управления и исполнительными элементами, охваченными
внутренними, обратными связями, отличающаяся тем, что, с целью повышения эффективности использования индивидуальных источников питания, она охвачена внешней обратной связью, выполненной из линейного
усилителя и измерительного элемента, при этом измерительный элемент включен в цепь общего шинопровода и соединен выходом с входом линейного усилителя, выход которого функционально связан с узлами управления
исиолнительными элементами индивидуальных источников питания.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 119637,
кл. В 23К 9/10, 1958.
IITPTTa H/yV/l (////л У///Л(///л У///Л S7777X
| название | год | авторы | номер документа |
|---|---|---|---|
| Система централизованного питания сварочных постов | 1985 |
|
SU1278144A2 |
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
| Многопостовая система для электродуговой сварки | 1983 |
|
SU1118495A1 |
| Устройство для многопостовой сварки | 1985 |
|
SU1255334A1 |
| Устройство для управления работой группы источников сварочного тока | 1989 |
|
SU1632677A2 |
| Способ управления многопостовой системой питания | 1984 |
|
SU1276453A1 |
| Устройство для управления работой группы источников сварочного тока | 1985 |
|
SU1328104A1 |
| Многопостовая система питания для электродуговой сварки | 1973 |
|
SU460957A1 |
| Устройство для многопостовой сварки | 1986 |
|
SU1344535A1 |
| Многопостования система питания для электродуговой сварки | 1976 |
|
SU610627A1 |